отчет по практике. Литература 22 приложение а 24 приложение б 25 Общая характеристика предприятия (организации)
 Скачать 1.05 Mb. Скачать 1.05 Mb.
|

|
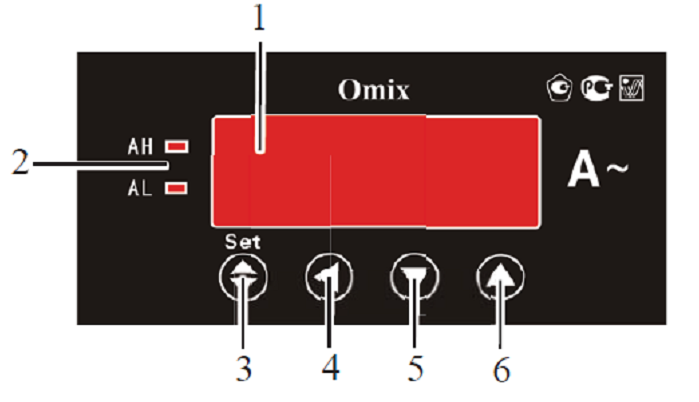
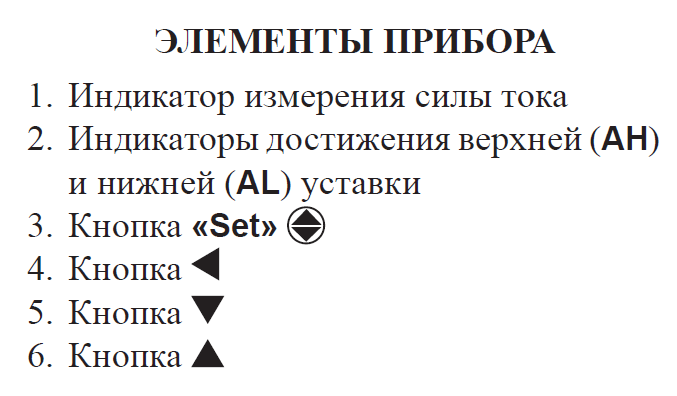
Содержание 1Общая характеристика предприятия (организации) 4 2Ознакомление с производственной деятельностью предприятия, основными службами и подразделениями 9 3Выполнение монтажа, ремонта, наладки систем автоматического управления, средств измерений и мехатронных систем 12 3.1Установка и порядок использования цифровых щитовых амперметров 12 3.2Монтаж щитового цифрового вольтметра 15 4 Охрана труда и техника безопасности 18 Заключение 21 Литература 22 ПРИЛОЖЕНИЕ А 24 ПРИЛОЖЕНИЕ Б 25 Общая характеристика предприятия (организации) НЭВЗ – крупнейшее предприятие в России по выпуску магистральных грузовых и пассажирских электровозов с более чем семидесятилетней историей. История завода берет начало с 8 февраля 1932г, когда постановлением Правительства было утверждено место стройки. Датой основания НЭВЗа считается 27 апреля 1936 года – день, когда был выпущен первый локомотив - узкоколейный паровоз 0-4-0 серии 159. НЭВЗ 2003-2019годы. В 2003 году НЭВЗ вошел в состав ЗАО "Трансмашхолдинг" (впоследствии АО "Трансмашхолдинг"), которое реализовало ряд мероприятий, направленных на финансовое оздоровление НЭВЗа, повышение эффективности управления производством, формирование устойчивого портфеля заказов. На заводе началось техническое перевооружение, благодаря которому стало возможно увеличение объемов выпуска продукции, создание и освоение производства новой техники. В результате проработки направления "промышленный транспорт" и работы с потенциальными заказчиками появились новые промышленные локомотивы: С 2003 года, на замену устаревших серий тяговых агрегатов ОПЭ1, ранее изготовленных НЭВЗом и Днепропетровским электровозостроительным заводом (ОПЭ1А) для ГОКов и угольных разрезов, предприятием освоен выпуск нового тягового агрегата НП1. В 2003 году по заказу ОАО "Магнитогорский металлургический комбинат" (ОАО "ММК") изготовлен новый промышленный электровоз НПМ2. Электровоз предназначен для работы на электрифицированных железнодорожных путях металлургических предприятий. Заменяет работающие до настоящего времени промышленные электровозы IV-КП, выпущенные НЭВЗом в 50-х годах прошлого века, и ранее импортированные из Германии электровозы EL2. В 2004 году продолжен выпуск тяговых агрегатов НП1. 4 тяговых агрегата были отправлены заказчикам – Качканарскому, Лебединскому ГОКам и "Карельскому окатышу". В 2004 году электровоз НПМ2 прошел заводские испытания и был передан заказчику – ОАО "ММК" для проведения испытаний в условиях технологического процесса комбината. В 2005 году начато его серийное производство. В декабре 2004 года изготовлен новый грузовой магистральный электровоз переменного тока 2ЭС5К "Ермак", который разработан совместно с ОАО "ВЭлНИИ" на замену ранее выпущенных электровозов переменного тока серий ВЛ80 различных модификаций, до настоящего времени успешно выполняющих стратегические задачи по перевозке различных грузов на железнодорожных магистралях России и стран СНГ, электрифицированных на переменном токе. В 2005 году начато изготовление установочной партии, а в 2006 - серийный выпуск электровозов 2ЭС5К. В 2005 году пассажирский магистральный электровоз ЭП1 был награжден Почетным дипломом регионального конкурса "Лучшие товары Дона" и стал дипломантом общероссийского конкурса "100 лучших товаров России" в номинации "Продукция производственно-технического назначения". Для железных дорог Украины выпущен опытный образец магистрального электровоза 2ЕЛ5. В адрес ХК "Лугансктепловоз" осуществляется поставка электрооборудования для производства этих электровозов на украинском предприятии в кооперации с НЭВЗом. С июля 2006 года начат выпуск локомотива 2ЭС4К ("Дончак") – магистрального грузового восьмиосного электровоза постоянного тока с коллекторными тяговыми электродвигателями. Первый российский грузовой электровоз постоянного тока получил высокие оценки специалистов в ходе выставки железнодорожной техники, проводимой в Санкт-Петербурге в августе 2006 года. В 2007 г. начат выпуск двух модификаций пассажирского электровоза ЭП1: ЭП1М – с новой кабиной машиниста в модульном исполнении для управления без помощника машиниста; ЭП1П – в котором, в отличие от ЭП1М, уменьшена конструкционная скорость и увеличена сила тяги. В 2007 г. пассажирский магистральный электровоз ЭП1М стал лауреатом регионального конкурса "Лучшие товары Дона" и дипломантом общероссийского конкурса "100 лучших товаров России" в номинации "Продукция производственно-технического назначения". География поставок ЭП1М обширна. Они успешно работают во всех климатических поясах России: от Полярного круга и Северо-Западных границ страны до Восточной Сибири и Северного Кавказа и получили самые положительные отзывы железнодорожников. С конца 2007 года начат выпуск односекционного четырехосного грузового электровоза переменного тока Э5К, который изготовлен на базе локомотива 2ЭС5К, а в 2008-2009 гг. осуществлялось его серийное производство. С этого же года начато серийное изготовление 3ЭС5К – магистрального грузового 3-х секционного двенадцатиосного электровоза переменного тока с коллекторным приводом, который также выполнен на базе 2ЭС5К с усилителем тяги – бустерной секцией. В 2007-2008 гг. электровозы серии "Ермак" (2ЭС5К) были отправлены на Одесскую железную дорогу. В 2009 году электровоз 2ЭС4К №15 был отправлен в адрес ХК "Лугансктепловоз", где был адаптирован для эксплуатации на железных дорогах Украины. В 2012 году выпушен магистральный двухсистемный пассажирский электровоз, нового поколения с асинхронным тяговым приводом ЭП20, разработанный совместно с французской компанией Альстом Транспорт. ЭП20 "Олимп" – современный электровоз с комплексом новых технических, экономических, экологических решений, на основе модульной конструкции. Локомотив ЭП20 стал базовой платформой для создания новых серий пассажирских и грузовых электровозов. В ноябре 2012 года тяговый агрегат НП1 стал лауреатом 15-го юбилейного Всероссийского конкурса Программы "100 лучших товаров России - 2012" в номинации "Продукция производственно-технического назначения". В 2013 году промышленный электровоз НПМ2 также стал Лауреатом Программы "100 лучших товаров России - 2013". С 2013 года выпускается модификация НПМ2 – НПМ2М. В 2014 году были выпущены опытные образцы электровозов 4ЭС5К "Ермак", – одного из самых мощных электровозов в мире, и 3ЭС4К "Дончак", которые предназначены для развития тяжеловесного грузового движения на железных дорогах России. В 2014 году по принципу единой базовой платформы создан магистральный грузовой электровоз переменного тока 2ЭС5 "Скиф". Выпущено 5 ед. электровозов 2ЭС5. В 2014 году электровоз 3ЭС5К стал Лауреатом Всероссийского конкурса Программы "100 лучших товаров России - 2014" в номинации "Продукция производственно-технического назначения". С 2015 года в рамках импортозамещения НЭВЗ начал реализацию проекта по производству тяговых электродвигателей (ТЭД) четырех модификаций для тепловозов производства предприятий ЗАО "Трансмашхолдинг", – АО УК "Брянский машиностроительный завод" и ОАО "Коломенский завод": ДТК-417Ц,Р,П,К. Импортозамещающая продукция НЭВЗа была призвана заменить тяговые электродвигатели производства ГП "Электротяжмаш" (г. Харьков, Украина). Реализация этого проекта – в рамках программы импортозамещения и входит в перечень приоритетных инвестиционных проектов Минпромторга России. В 2016 году пассажирский электровоз ЭП20 "Олимп" одержал победу в двух конкурсах: "Конкурсе РЖД на лучшее качество подвижного состава и сложных технических систем" в номинации "Подвижной состав" и Программе "100 лучших товаров России-2016" в номинации "Продукция производственно-технического назначения", став Лауреатом Всероссийского конкурса и получив статус "Новинка". В 2017 году магистральный грузовой электровоз 3ЭС5К "Ермак" занял 2 место в "Конкурсе РЖД на лучшее качество подвижного состава и сложных технических систем" (номинация "Подвижной состав"). В 2017 году освоено производство синхронного тягового агрегата АТ2С-2800/600 для дизель-генератора пассажирских магистральных тепловозов ТЭП70БС (Коломенский завод). В 2017 г. НЭВЗ занял два первых места в региональном этапе Всероссийского конкурса "Российская организация высокой социальной эффективности" - "За развитие социального партнерства" и "За развитие кадрового потенциала". В 2018 году магистральный грузовой электровоз 4ЭС5К "Ермак" стал победителем "Конкурса РЖД на лучшее качество подвижного состава и сложных технических систем" (номинация "Подвижной состав"), заняв почетное второе место. В 2018 году электровоз 3ЭС5К "Ермак" с поосным регулированием силы тяги участвовал в Конкурсе Программы "100 лучших товаров России-2018" в номинации "Продукция производственно-технического назначения" и вошел в сотню Победителей, став Дипломантом конкурса. В июне 2018 года состоялась презентация нового современного магистрального грузового двухсекционного электровоза переменного тока с асинхронным тяговым приводом 2ЭС5С. Проект реализован при поддержке Минпромторга России в рамках программы по импорто-замещению. На базе электровоза 2ЭС5С реализуется новый проект – трехсекционный двенадцатиосный электровоз 3ЭС5С. С февраля 2018 года на предприятии реализуется масштабный проект "Цифровой завод НЭВЗ". В мае 2018 года более 2,5 тыс. новочеркасцев стали свидетелями нового мирового рекорда, установленного Дмитрием Нагорным, трехкратным бронзовым призером Чемпионата мира по силовому экстриму. Он протянул состав весом 388 тонн во главе с электровозом семейства "Ермак", соответствующий весу четырехсекционного локомотива 4ЭС5К. Результат занесен в Книгу рекордов Гиннесса. В декабре 2018 НЭВЗ стал Лауреатом Первой промышленной премии OEE Awardз за реализацию проекта "Цифровой завод НЭВЗ" в сфере цифровизации бизнес-процессов в номинации "Лидеры цифровой трансформации в машиностроительном секторе". В 2019 г. НЭВЗ стал Дипломантом конкурса "Лучший экспортер Дона" по итогам 2018 года. 25 мая 2019 года впервые в истории завода для заводчан и их семей, горожан и гостей города был проведен День открытых дверей. В мероприятии участвовало более 7 500 человек. Для всех желающих были организованы экскурсии по заводу, осмотр кабины электровоза, фотозоны на Площади Трудовой Славы. Гостей встречал робот Гегель, песенные и танцевальные коллективы ДК НЭВЗа. В декабре 2019 г. НЭВЗ во второй раз стал Лауреатом Первой промышленной премии OEE Award, в номинации "Цифровое управление дискретным производством". В ноябре 2019 года грузовой электровоз 2ЭС5С № 001 успешно прошел подконтрольную эксплуатацию на участке Артышта II – Алтайская Западно-Сибирской железной дороги. В декабре 2019 года электровоз 3ЭС5С № 001 успешно прошел подконтрольную эксплуатацию на участке Лихая – Батайск – Тимашевская – Крымская – Новороссийск и Крымская – Грушевая. Филиал «НЭВЗ –Электротех» ООО ТМХ «Электротех». Основной вид деятельности, указанный при регистрации общества в налоговых органах: Производство электродвигателей, электрогенераторов и трансформаторов. НЭВЗ сегодня - крупнейшее предприятие в России по выпуску магистральных грузовых и пассажирских электровозов. Ознакомление с производственной деятельностью предприятия, основными службами и подразделениями Основной производственной деятельностью предприятия ООО "ТМХ-ЭЛЕКТРОТЕХ" является - производство электродвигателей, электрогенераторов и трансформаторов. Она в себя включает: производство всех электродвигателей и трансформаторов переменного тока, постоянного и переменного/постоянного тока производство электродвигателей (кроме стартеров для двигателей внутреннего сгорания) и электрогенераторов всех типов; производство распределительных устройств и трансформаторов; производство трансформаторов дуговой сварки; производство флуоресцентных балластных резисторов (трансформаторов); производство трансформаторов для распределительных подстанций; производство передатчиков и регуляторов распределения напряжения; производство генераторов электроэнергии (кроме заряжающихся от батарей генераторов переменного тока для двигателей внутреннего сгорания); производство моторно-генераторных агрегатов (кроме турбогенераторных установок); перемотку арматуры в заводских условиях Дополнительные виды деятельности предприятия: 26.11 Производство элементов электронной аппаратуры 26.20 Производство компьютеров и периферийного оборудования 27.11.11 Производство электродвигателей 27.11.12 Производство генераторов 27.11.13 Производство трансформаторов 27.12 Производство электрической распределительной и регулирующей аппаратуры 27.20 Производство электрических аккумуляторов и аккумуляторных батарей 27.32 Производство прочих проводов и кабелей для электронного и электрического оборудования 27.32.3 Производство обмоточных эмалированных кабелей НЭВЗ, как производственно-технологический комплекс, включает в себя основные технологические производства для изготовления электровозов (от литья до сборки), в т.ч.: литейное, кузнечно-прессовое, заготовительное, сварочно-кузовное, механосборочное, пластмасс, сварочное, гальваническое, сборочное, окрасочное. После сборки электровозы проходят испытания на испытательном железнодорожном кольце длиной под контактной сетью 7,378 км, оснащенном тяговой подстанцией, питающей контактную подвеску и способной переключать ее на три рода тока: 25кВ 50Гц, 3 кВ постоянного тока и 10кВ 50Гц. Цеха основного производства: тележечный цех, аппаратный цех, экспериментально-аппаратный цех, цех литейный, кузнечный цех, сварочно-кузовное производство, крепежный цех, цех пластмасс, цеха электровоза-сборочного и заготовительного производства. Кроме основного производства, НЭВЗ имеет развитую структуру вспомогательных и обслуживающих цехов и служб. Испытательная и лабораторная база предприятия позволяет осуществлять большой комплекс работ по выпускаемой продукции, а высококвалифицированный состав специалистов и рабочих, основных и вспомогательных цехов способен решать технические задачи самого высокого уровня. В распоряжении завода вычислительный центр, службы и производства предприятия оснащены современной компьютерной техникой. На заводе внедрена автоматизированная система учета и управления производственным процессом от складского хозяйства до отправки готовой продукции. Проводится комплексная цифровизация, охватывающая все подразделения предприятия. Завод оснащен универсальным оборудованием, способным ориентироваться на изготовление разных видов изделий. В настоящее время единым центром инжиниринговых компетенций Трансмашхолдинга является "ТМХ Инжиниринг", основной вид деятельности которого – проектирование железнодорожного рельсового транспорта и его ключевых компонентов. При проектировании используются самые современные инструменты и методы работы. Для обеспечения выпуска качественной и конкурентоспособной продукции на заводе внедрены система менеджмента качества (СМК) и система менеджмента бизнеса (СМБ). СМБ завода сертифицирована на соответствие международному стандарту ISO/TS 22163:2017, заменившему IRIS. СМК предприятия сертифицирована на соответствие требованиям ISO 9001:2015, а также на соответствие ГОСТ Р ИСО 9001-2015 (ISO 9001:2015). Выполнение работ в области обеспечения единства измерений в соответствии с областью аккредитации осуществляет Центр метрологии, стандартизации, измерений. Центр неразрушающего контроля и технической диагностики (ЦНКиТД) аккредитован Федеральной службой по аккредитации на право проведения неразрушающего контроля узлов электровозов магистральных и железнодорожных локомотивов. На базе предприятия работает Испытательный центр (ИЦ ООО "ПК "НЭВЗ"). Он аккредитован в установленном порядке Федеральной службой по аккредитации на право проведения испытаний с целью оценки (подтверждения) соответствия железнодорожного подвижного состава и его составных частей. Для обеспечения безопасности персонала на рабочих местах и сохранения благоприятной окружающей среды в 2013 году на предприятии внедрена система экологического менеджмента и менеджмента профессиональной безопасности и здоровья (СЭМиМПБиЗ), соответствующая требованиям международных стандартов ISO 14001:2004 и BS ОHSAS 18001:2007. Предприятием получены сертификаты соответствия СЭМиМПБиЗ требованиям ISO 14001:2015 "Системы экологического менеджмента. Требования и руководство по применению" и ISO 45001:2018 "Системы менеджмента безопасности труда и охраны здоровья. Требования и руководство по использованию". "НЭВЗ" непрерывно развивает и совершенствует производственную систему с применением передового опыта. Вектор развития в данном направлении был задан еще в 1961 году, с момента разработки и внедрения оперативно-производственного планирования А.С. Родовым. Затем, начиная с 70-х годов 20-го века, активно применялась научная организация труда (НОТ). Первые шаги по внедрению инструментов Бережливого производства сделаны в 2006 году, а уже в 2008 году были получены первые результаты по ликвидации узких мест, что обеспечило выпуск дополнительных 100 секций электровозов в год. Сегодня внедрение инструментов "Бережливого производства" происходит уже в рамках Производственной системы "НЭВЗ" (ПС НЭВЗ), целью которой является обеспечение долговременной конкурентоспособности предприятия за счет снижения потерь, повышения качества продукции и производительности труда при последовательном сокращении пространства, капитала и времени. Для выстраивания ритмичного производства на НЭВЗе реализуется программа по реструктуризации производственных площадей, активно внедряются технологии "Индустрии 4.0". С февраля 2018 года – начато внедрение цифровой трансформации НЭВЗа. В Ростовской области – это единственный проект комплексной цифровизации, охватывающий все этапы жизненного цикла продукта - от разработки до сервисного обслуживания. Выполнение монтажа, ремонта, наладки систем автоматического управления, средств измерений и мехатронных систем Установка и порядок использования цифровых щитовых амперметров Электроизмерительные амперметры щитовые — это устройства, основным назначением которых является измерение силы напряжения и тока в трехфазных и однофазных электрических цепях с переменным током. Сфера использования и виды щитовых амперметров Такие установки преимущественно используются на промышленных предприятиях, в коммунальных хозяйствах, на электроэнергетических предприятиях, а также в системах автоматизации различного предназначения. Нередко оборудование используется в общественных и жилых домах. Щитовые электроизмерительные амперметры по способу подключения могут быть двух типов: трансформаторного и прямого подключения. Преимущества цифровых амперметров: Надежность, долговечность и высокий уровень точности измерений; Устойчивость к помехам; Простота и технологичность установки прибора; Настройка может быть выполнена под любой тип трансформатора; Материалом исполнения для корпуса служит высокопрочный пластик, устойчивый к возгоранию; Возможность длительной работы без проведения калибровки. Изучение конструкции и назначения прибора Omix P94-A-1-0.5-ACX220
Установка прибора
Подключение прибора. 1. Перед подключением прибора отключаем питание от цепи. Подключаем прибор к исследуемой цепи в соответствии со схемами подключения, см. рис. 1.; рис. 2.; рис. 3. 2. Подключаем питание к прибору с помощью клемм 1,2 на задней панели прибора, см. рис. 4. 3. Подаем питание на исследуемую цепь. 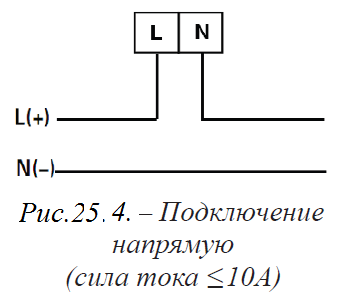 Рисунок 1. Подключение напрямую (силу тока≤10А) 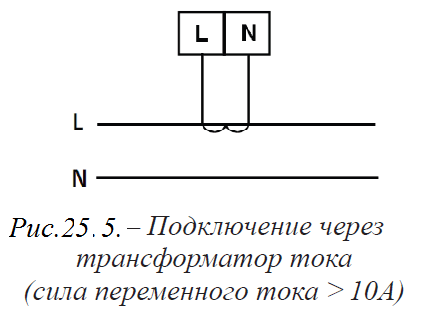 Рисунок 2. Подключение через трансформатор тока (сила переменного тока>10А)  Рисунок 3. Подключение через шунт (сила постоянного тока>10А) 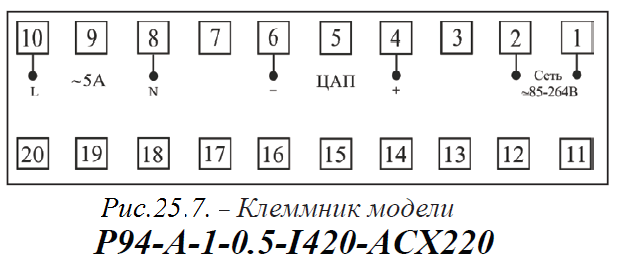 Рисунок 4. Клеммник модели P94-A-1-0.5-I420-ACX220 Монтаж щитового цифрового вольтметра Изучение устройства, назначения и характеристик цифрового вольтметра ИНС-Ф1. Цифровые вольтметры (ЦВ) – это цифровые приборы, автоматически вырабатывающие дискретные сигналы измерительной информации, показания которых представляются в цифровой форме. В ЦВ в соответствии со значением измеряемого напряжения образуется код, а затем в соответствии с кодом измеряемая величина представляется на отсчетном устройстве в цифровой форме.
Прибор конструктивно выполнен в пластмассовом корпусе, предназначенном для щитового крепления. Все элементы прибора размещены на двух печатных платах. На лицевой панели расположен цифровой индикатор, на задней - источник питания и измерительная часть. Для установки прибора в щит в комплекте прилагаются крепежные элементы. Монтаж прибора
Монтаж внешних связей Общие требования При монтаже рекомендуется соблюдать следующие требования. Подключение прибора следует производить к сетевому фидеру 220 В / 50 Гц, не связанному непосредственно с питанием мощного силового оборудования. Во внешней цепи рекомендуется установить выключатель питания, обеспечивающий отключение прибора от сети, и плавкие предохранители на ток 0,5 А. Указания по монтажу Подготовить кабели для соединения прибора с входным сигналом, а также с источником питания 220 В / 50 Гц или 24 В. Для обеспечения надежности электрических соединений рекомендуется использовать кабели медные многожильные, концы которых перед подключением следует тщательно зачистить и облудить или оконцевать. Зачистку жил кабелей необходимо выполнять с таким расчетом, чтобы их оголенные концы после подключения к прибору не выступали за пределы клеммника. Сечение жил кабелей должно быть не более 0,75 мм2. Подключение прибора Подключить прибор к источнику питания; Подключить линии связи «прибор - входные сигналы». После подачи напряжения питания, при отсутствии неисправностей, на цифровом индикаторе отобразится контрольная сумма ПО (8 знаков), версия ПО затем текущее значение измеряемой величины. Если показания прибора не соответствуют реальному значению измеряемой величины, необходимо проверить целостность линии связи, а также правильность подключения. При проверке линии связи необходимо отключить прибор от сети питания. Изучение процесса измерения и технического обслуживания. При включении питания прибор автоматически производит измерения входного сигнала. При этом производится опрос входного сигнала и отображение его на цифровом индикаторе. Аварийная ситуация возникает при выходе измеряемой величины за допустимый диапазон контроля. При входном сигнале, менее допустимого, на индикаторе отображается При входном сигнале, значение которого более допустимого, на индикаторе отображается Техническое обслуживание Техническое обслуживание прибора проводится не реже одного раза в шесть месяцев и состоит в проверке крепления прибора, винтовых соединений, а также удалении пыли и грязи с клеммника прибора. Маркировка На корпус прибора наносятся: наименование или условное обозначение прибора; степень защиты по ГОСТ 14254; род питающего тока и напряжение питания; потребляемая мощность; класс защиты от поражения электрическим током по ГОСТ 12.2.007.0; заводской номер прибора и год выпуска; товарный знак. Охрана труда и техника безопасности В России государственный контроль и надзор за соблюдением требований охраны труда осуществляется федеральной инспекцией труда при Министерстве труда и социальной защиты Российской Федерации и федеральными органами исполнительной власти (в пределах своих полномочий). Федеральная инспекция труда контролирует выполнение законодательства, всех норм и правил по охране труда. Государственный санитарно-эпидемиологический надзор, осуществляемый органами Министерства здравоохранения Российской Федерации, проверяет выполнение предприятиями санитарно-гигиенических и санитарно-противоэпидемических норм и правил. Государственный энергетический надзор при Министерстве топлива и энергетики Российской Федерации контролирует правильность устройства и эксплуатации электроустановок. Государственный пожарный надзор контролирует выполнение требований пожарной безопасности при проектировании и эксплуатации зданий и помещений. Другими надзирающими органами являются: федеральный горный и промышленный надзор, федеральный надзор Российской Федерации по ядерной и радиационной безопасности, государственная инспекция безопасности дорожного движения, органы юстиции и т. д. Правила и инструкции по охране трудаПравила по охране труда не исключают действия стандартов Системы стандартов безопасности труда (ССБТ), строительных и санитарных норм и правил, а также правил, норм безопасности, утвержденных федеральными надзорами России, и не должны противоречить этим документам. Правила по охране труда – нормативный акт, устанавливающий требования по охране труда, обязательные для исполнения при проектировании, организации и осуществлении производственных процессов, отдельных видов работ, эксплуатации производственного оборудования, установок, агрегатов, машин, аппаратов, а также при транспортировании, хранении, применении исходных материалов, готовой продукции, веществ, отходов производств и т. д. Правила по охране труда могут быть межотраслевого и отраслевого назначения. Межотраслевые правила по охране труда утверждаются Министерством труда Российской Федерации, а отраслевые правила – соответствующими федеральными органами исполнительной власти по согласованию с Министерством труда Российской Федерации. Правила по охране труда утверждаются на определенный срок действия или без ограничения этого срока. Инструкция по охране труда – нормативный акт, устанавливающий требования по охране труда при выполнении работ в производственных помещениях, на территории предприятия, на строительных площадках и в иных местах, где производятся эти работы или выполняются служебные обязанности. Инструкции по охране труда могут быть типовыми (отраслевыми или межотраслевыми) и для работников предприятий (для отдельных должностей, профессий и видов работ). Типовые инструкции утверждаются федеральными органами исполнительной власти после проведения предварительных консультаций с соответствующими профсоюзными органами. В качестве типовой инструкции данной отрасли может быть использована типовая инструкция другой отрасли для работников соответствующих профессий (видов работ) с согласия федерального органа исполнительной власти, утвердившего указанную инструкцию. Инструкции по охране труда могут разрабатываться как для работников по должностям (директор, главный бухгалтер, экономист, менеджер по персоналу и др.), отдельным профессиям (электросварщики, станочники, слесари, электромонтеры, уборщицы, лаборанты, доярки и др.), так и на отдельные виды работ (работа на высоте, монтажные, наладочные, ремонтные работы, проведение испытаний и др.). В соответствии с судебной практикой целесообразно организовать разработку инструкций по должностям согласно утвержденному работодателем штатному расписанию. Типовая инструкция для работников должна содержать следующие разделы: общие требования охраны труда (включая должностные обязанности работника); требования охраны труда перед началом работы; требования охраны труда во время работы; требования охраны труда в аварийных ситуациях; требования охраны труда по окончании работы. При необходимости в инструкцию можно включать дополнительные разделы. Для вводимых в действие новых производств допускается разработка временных инструкций для работников. Временные инструкции должны обеспечивать безопасное ведение технологических процессов и безопасную эксплуатацию оборудования. Инструкции для работников всех должностей утверждаются руководителем предприятия после согласования с соответствующим профсоюзным органом (или иным выборным органом) и службой охраны труда, а в случае необходимости и с другими заинтересованными службами и должностными лицами по усмотрению службы охраны труда. Инструкции могут быть выданы работникам на руки под расписку в личной карточке инструктажа для изучения при первичном инструктаже, либо вывешены на рабочих местах или участках, либо храниться в ином месте, доступном для работников. Изучение инструкций для работников обеспечивается работодателем. Требования инструкций являются обязательными для работников. Невыполнение этих требований должно рассматриваться как нарушение трудовой дисциплины. Организация работы с персоналом по охране трудаРабота с персоналом по охране труда является одним из основных направлений производственной деятельности, обеспечивающей безопасность, надежность и эффективность работы предприятия, и направлена на решение следующих основных задач: обеспечение соответствия квалификации лиц, принимаемых на работу, требованиям, характеристикам и условиям производства; формирование необходимых знаний и навыков работника перед допуском к самостоятельной работе, в том числе специальных, необходимых для допуска работника к обслуживанию оборудования и/или выполнению работ, подконтрольных органам государственного надзора; сохранение необходимых знаний и навыков, развитие производственных навыков в процессе трудовой деятельности; совершенствование знаний и навыков при изменении производственных условий; постоянный и систематический контроль профессиональных знаний и навыков работника в процессе его трудовой деятельности; изучение и применение передовых безопасных приемов производства работ, воспитание у персонала ответственности за соблюдение правил, норм и инструкций по охране труда. Заключение Данный материал содержит общую характеристику предприятия и выпускаемой продукции. По вопросам основного производства, структуры цехов и отдельных участков была проведена беседа с начальниками, мастерами производственных цехов. В ходе прохождения практической подготовки (производственной практики) мной были выполнены ремонтные и регулировочные работы приборов и механизмов. Мы принимали участие в выявлении и устранении причин неисправности контрольно-измерительных приборов. Принимали участие в выполнении ремонта, монтажа и наладки приборов, электрических схем различных систем автоматики. Научились читать и составлять схемы соединений средней сложности и осуществлять их монтаж. Ознакомились с мероприятиями по технике безопасности при выполнении работ. Итогом прохождения практической подготовки (производственной практики) явилось приобретение практического опыта для овладения основного вида деятельности (ВД): Организация работ по монтажу, ремонту и наладке систем автоматизации, средств измерений и мехатронных систем. Литература 1 Справочник технолога машиностроителя. В 2 т. Т. 1 / под ред. А.С. Васильева, А.А. Кутина. 6-е изд., перераб. и доп. М.: Инновационное машиностроение, 2018. 756 с.: ил. 2 Справочник инструментальщика / Ординарцев И.А. и др. – Л.: Машиностроение, 2011 3 Брюханов, В. Н. Автоматизация производства / В.Н. Брюханов, А.Г. Схиртладзе, В.П. Вороненко. - М.: Высшая школа, 2017. - 368 c. 4 Виноградов, В.М. Автоматизация технологических процессов и производств. Введение в специальность: Учебное пособие / В.М. Виноградов, А.А. Черепахин. - М.: Форум, 2018. - 305 c. 5 Иванов, А.А. Автоматизация технологических процессов и производств: Учебное пособие / А.А. Иванов. — М.: Форум, 2016. — 224 c. 6 Капустин, Н.М. Автоматизация производственных процессов в машиностроении. 2-е изд., стер. / Н.М. Капустин, П.М. Кузнецов. — М.: Высшая школа, 2016. — 415 c. 7 Клепиков, В.В. Автоматизация производственных процессов: Учебное пособие / В.В. Клепиков, Н.М. Султан-заде, А.Г. Схиртладзе. - М.: Инфра-М, 2018. - 224 c. 8 Максименко, А.Е. Автоматизация кузнечно-штамповочного производства. 2-е изд., стер / А.Е. Максименко, Н.Е. Проскуряков. — М.: МГИУ, 2017. — 192 c. 9 Мауэргауз, Ю.Е. Автоматизация оперативного планирования в машиностроительном производстве / Ю.Е. Мауэргауз. — М.: Экономика, 2017. - 287 c. 10 Мельников, В.З. Автоматизация подготовки производства зубчатых передач / В.З. Мельников. — М.: МГИУ, 2017. — 75 c. 11 Миляева, Л.Г. Экономика организации (предприятия): практикоориентированный подход (для бакалавров) / Л.Г. Миляева. - М.: КноРус, 2019. - 480 c. 12 Организация производства и менеджмент на машиностроительных предприятиях. Сборник задач. - М.: Высшая школа, 2017. - 216 c 13 Схиртладзе, А.Г. Автоматизация технологических процессов и производств: Учебник / А.Г. Схиртладзе, А.В. Федотов, В.Г. Хомченко. — М.: Абрис, 2018. — 565 c. 14 Схиртладзе, А.Г. Автоматизация производственных процессов в машиностроении: Учебник / А.Г. Схиртладзе, В.Н. Воронов, В.П. Борискин. — Ст. Оскол: ТНТ, 2016. —540 15 Фельдштейн, Е.Э. Автоматизация производственных процессов в машиностроении: Учебное пособие / Е.Э. Фельдштейн, М.А. Корниевич. - М.: Инфра-М, 2018. - 208 c. 16 Шандров, Б. В. Автоматизация производства (металлообработка) / Б.В. Шандров, А.А. Шапарин, А.Д. Чудаков. - М.: Академия, 2017. - 256 c. 17. Шишмарев, В.Ю. Автоматизация технологических процессов: Учебник / В.Ю. Шишмарев. - М.: Academia, 2018. - 320 c. 18. Шишмарев, В.Ю. Автоматизация технологических процессов: учебник / В.Ю. Шишмарев. - М.: Academia, 2017. - 320 c. 19. Шишмарёв, В.Ю. Автоматизация технологических процессов: Учебник / В.Ю. Шишмарёв. - М.: Академия, 2018. - 208 c. ПРИЛОЖЕНИЕ А (обязательное) 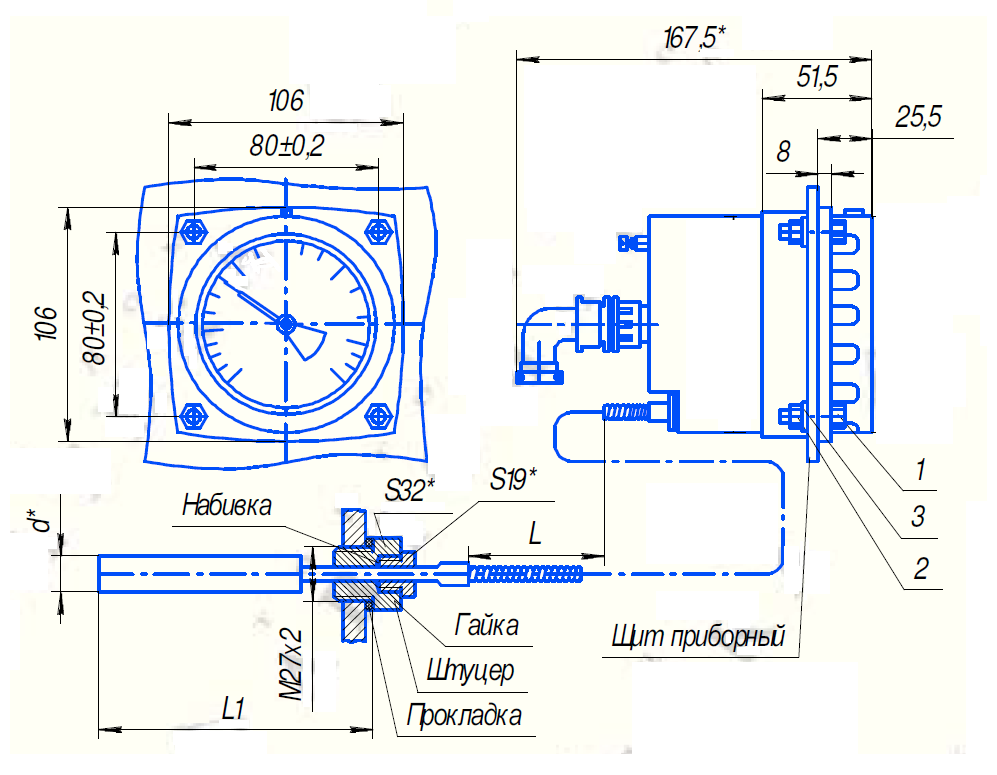 Рис.28.2 Габаритные, присоединительные и монтажные размеры термометра ТКП-100Эк ПРИЛОЖЕНИЕ Б (обязательное)  Рис. 29.2. Схема монтажа датчика расхода 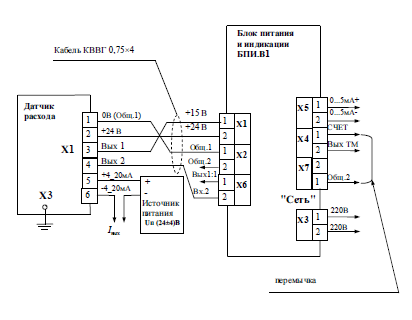 Рис.29.3. Схема соединений и подключения расходомера электромагнитного ЭРИС.В |