УП тех_я машиностроения1. Машиностроени я
 Скачать 1.38 Mb. Скачать 1.38 Mb.
|

Исправление дефектов отливокНаиболее распространенными способами исправления дефектов в отливках являются наплавка, термическая обработка, заваривание, просачивание и т.п. Наплавкурасплавленным чугуном или сталью используют для исправления дефектов чугунных и стальных отливок. Для снятия внутренних напряжений отливки отпаливают.Трещины и спаи на чугунных и стальных отливках завариваютэлектродуговым способом с использованием угольного электрода. Отливки, изделия из которых предназначены для сохранения газов и жидкостей, исправляют просачиванием.Этим способом исправляют дефекты в бронзовых, алюминиевых и латунных отливках. Для этого в пустоту отливок под давлением нагнетают бакелитовый лак, нагретый до соответствующей температуры. Пропитанные отливки высушивают при комнатной температуре на протяжении 40-50 ч., потом в печи при температуре 130°С лак отвердевает окончательно. Получение заготовок обработкой давлением. Общие понятия. Давлением изготовляют изделия (заготовки и детали) из металлов, сплавов и других конструкционных материалов. Основными способами обработки конструкционных материалов давлением являются вальцовка, свободная ковка, штампование, прессование и волочение. В основе обработки металлов и сплавов давлением лежит пластическая деформация под действием внешних сил, после которой металлы и сплавы сохраняют приданную им форму. На пластичность металлов и сплавов влияют строение их каморок, химический состав и структура. Большое значение имеют условия деформирования: температура заготовки, скорость деформирования и т.п. Большую пластичность имеют металлы и сплавы, каморки которых отвечают форме куба (например, медь, железо, алюминий и т.п.). Содержание компонентов в сплаве также влияет на его пластичность. Например, с увеличением содержания углерода в стали пластичность уменьшается. Если содержание углерода в стали превышает 1,5%, сталь почти не поддается кукованию. Кремний, хром и вольфрам увеличивают пластичность стали. Фосфор и сера придают стали хрупкости. Уменьшают пластичность сплавов разные фазы, неметаллические включения и пустоты. Важным фактором, который влияет на пластичность металлов и сплавов, является теплота. С повышением температуры нагревания металлов и сплавов их пластичность увеличивается. В процессе деформирования металлов и сплавов изменяются их свойства: прочность, твердость, хрупкость, пластичность, ударная вязкость и т.п. Изменение свойств, связанное с деформацией не нагретой (холодной) заготовки, называют клеветой.Избавиться от клеветы можно термической обработкой. В процессе горячей деформации (заготовка, нагретая до определенной температуры) пластичность металлов больше, чем в процессе холодной, поэтому горячая деформация сопровождается меньшими затратами энергии, чем холодная. Нагревание заготовок перед обработкой давлением влияет на качество и стоимость продукции. Основные требования к нагреванию заготовок: равномерное прогревание ее до определенной температуры за минимальное время с наименьшей потерей металла на образование окалины (оксидных пленок) и экономной потерей топлива и электроэнергии. Несоблюдение этих требований приводит к образованию в заготовке дефекты (трещины, зневуглецьовування, окисление, перегревание, перегар) и возрастают затраты. Для нагревания заготовок используют печи (огневые, электрические) индукционное и контактное нагревания. По источнику тепловой энергии печи разделяют на огневые и электрические. Источником тепловой энергии в огневых печах является топливо (мазут, природный, коксовый, доменный и прочие газы или их смеси). В электропечахзаготовки нагревают теплотой, которая выделяется в процессе прохождения электрического тока в нагревателях, имеющих большое сопротивление. По распределению температуры в нагреваемом пространстве печи разделяют на камерные и методические. В камерных печахтемпература одинаковая во всем нагреваемом пространстве. Это печи периодического действия. Разновидностью камерных печей являются нагреваемые колодцы, в которых нагревают большие отливки перед вальцовкой. В колодцах заготовки размещают вертикально по 6-8 штук одновременно. Методические печиявляются очень производительными печами беспрерывного действия. В этих печах заготовки нагреваются постепенно в процессе перемещения их от места загрузки в выход из печи. Для этого печи оснащены механизмами для проталкивания заготовок. Для более полного использования теплоты печных газов печи оснащены теплообменниками-рекуператорами и регенераторами, с помощью которых используют теплоту исходных газов для подогревания воздуха и газового топлива. Удельные затраты топлива в методических печах меньше, чем в камерных, а производительность их больше. Методические печи используют в массовом производстве. Каждая печь оснащена вспомогательными механизмами для закрытия и открывания двери, устройствами для загрузки и выгрузки больших заготовок. Современные печи оборудованы разными приборами и автоматическими системами регулирования температуры, благодаря чему улучшается качество нагретых заготовок, уменьшаются затраты топлива, увеличивается производительность печей и улучшаются условия работы. Прогрессивным методом нагревания заготовок перед обработкой давлением в массовом производстве является индукционное и контактное нагревание. Эти способы нагревания заготовок чаще используют в кузнечных цехах. Скорость электронагревания при использовании этих методов в 10-20 раз больше, чем в печах, а интенсивность образования окалины - в 4-5 раз меньше. Кроме того, улучшаются условия работы. Ограничением широкого внедрения индукционного и контактного нагревания заготовок является частая замена индукторов, которые зависят от формы и размеров заготовки и малая стойкость контактов во время электроконтактного нагревания. Способы получения заготовок давлением. Вальцовка После разливания металлов и сплавов в разливальницы или на машинах беспрерывного разливания полученные заготовки поступают на вальцовку. Ее проводят на вальцовницах. Вальцовки являются наиболее распространенным видом обработки давлением металлов, сплавов и других конструкционных материалов. Вальцовкойназывают способ изготовления изделий обжиманием заготовки вращающимися валками вальцовницы. Изделие, полученное вальцовкой, называют вальцовкой. Расстояние между валками вальцовницы называют зазором.Он всегда меньше толщины заготовки. В процессе обжимания толщина заготовки уменьшается, а длина и ширина увеличиваются. На практике применяют такие основные виды вальцовки: продольная, поперечная и поперечно-винтовая (рис. 5). При продольной вальцовке(рис. 5,а) валки 1 вращаются на встречу друг другу, а заготовка 2 двигается перпендикулярно к осям валков. Толщина (высота) заготовки уменьшается, а длина и ширина увеличиваются. Это наиболее распространенный вид вальцовки. Около 90% всей продукции получают этим способом. 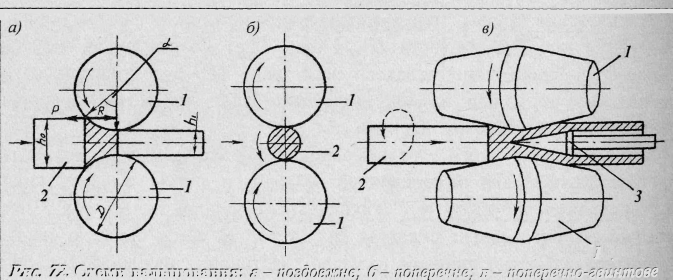 а - продольное; б- поперечное; в- поперечно винтовое Рис. 5.Схемы вальцевания В процессе поперечной вальцовки(рис. 5, б) валки 1 оборачиваются в одном направлении, а заготовка 2,которая обжимается ними, в противоположном. Так изготовляют, например, трибовые колеса. Поперечно-винтовая вальцовка (рис. 5, в) характеризуется расположением валков под углом один к другому. Валки оборачиваются в одном направлении и придают заготовке 2 одновременно вращательное и поступательное движение. В результате добавления этих движений заготовка перемещается по винтовой линии. Поперечную и поперечно-винтовую вальцовку используют для изготовления бесшовных труб, сноп для мельниц и т.п. В состав оснащения цеха кроме вальцовницы входят нагревающие устройства (печи) и оснащение для проведения термической обработки и завершения обработки полученных изделий. На вальцовницах получают готовые изделия и заготовки для дальнейшей обработки ковкой, штампованием, прессованием, волочением или резанием. Продукцию, полученную вальцовкой, классифицируют по ассортименту (профилям и размерам) и качеством. Профилем вальцовкиназывают форму ее поперечного среза. Совокупность разных профилей и размеров составляет ассортимент вальцовок. Весь ассортимент вальцовок можно разделить на четыре группы: сортовые, листовые, трубные, специальные. Сортовые вальцовкииспользуют для изготовления машин, станков и разных конструкций. На рис. 4 показаны некоторые виды сортовых вальцовок общего и специального назначения. Примером вальцовок общего назначения является квадратная, круговая, штабная, угловая и т.п. К вальцовкам специального назначенияотносится рельсовая, а также вальцовки, которые используют в авто-, тракторо-, вагоностроении и строительстве. Сортовые вальцовки получают с помощью валков, поверхность которых имеет углубление, отвечающее форме нужной вальцовки. Листовые вальцовкиразделяют на толстые, тонкие и фольгу. Тонкие листы имеют толщину до 4 мм. Листы, толщина которых превышает 4 мм, относятся к толстым. Трубыв зависимости от технологии получения разделяют на бесшовные и сварные. Бесшовные трубы изготавливают в два мероприятия: сначала изготовляют гильзу, потом трубу. Сварные трубы изготовляют из металлических листов с помощью разных способов сваривания. Эти трубы дешевле по сравнению с бесшовными, но в зоне шва имеют худшие механические свойства и коррозиостойкость. Ковка Ковкойназывают способ изготовления изделия деформированием нагретой заготовки под действием молота или пресса В процессе ковки инструмент оказывает многократное, прерывистое воздействие на нагретую заготовку, в результате чего она, деформируясь, постепенно приобретает заданную форму и размеры. Изделие, изготовленное ковкой, называют поковкой,а цех, в котором ее изготовляют - кузнечным. Для изготовления поковок используют продукцию литейных и вальцовочных цехов. Ковку применяют в единичном и малосерийном производстве. Готовые поковки имеют разные форму и массу: от нескольких граммов до 300 т и больше. В большинстве случаев поковки являются заготовками, из которых резанием изготовляют детали машин. Они имеют большой припуск на обработку. В процессе изготовления поковок отходы составляют 25-30% массы заготовки, из них 2-3% - это окалина, которая образовалась за одно нагревание заготовки. Чем сложнее форма заготовки, тем больше раз ее нагревают. Свободную ковку проводят ручным и машинным способом. Инструментами в процессе ковки являются наковальня, молоты, топора, обжимки, прошивки и т.п. Технологический процесс ковки состоит из отдельных операций, основными из которых являются протягивание, осаживание, изгибание, рубка и др. Протягиванияприменяют для увеличения длины заготовки. При этом уменьшаются ее поперечные размеры. В процессе протягивания заготовка вытягивается и немного расширяется. В процессе осаживанияуменьшается высота заготовки, и увеличиваются ее поперечные размеры. Осаживание лежит в основе изготовления дисков, фланцев и т.п. Изгибаниемизготовляюткрючья, скобы, якоря и т.п. Во время этой операции заготовку сгибают под необходимым углом. Место изгиба нагревают. Рубкойзаготовку разделяют на части. В процессе рубки используют прямые и фасонные топоры. Мелкие и средние поковки массой до 1 т изготовляют в кузнечно-прессовых цехах с помощью прессов. В процессе изготовления поковок образуются большие потери металла: чем сложнее по форме поковка, тем больше потери металла. Штампование Штампованиемназывают способ изготовления изделий с помощью специальных форм-штампов. Каждый штамп предназначен для получения изделий лишь определенной формы и размера. Изделие, полученное штампованием, называют штамповкой. Заготовки перед штампованием могут быть нагретыми до определенной температуры или нет. В зависимости от этого штампование называют горячим или холодым. В зависимости от формы заготовки штампование бывает объемное и листовое. Объемное штампованиепроводят в штампах, которые состоят из двух частей: верхней и нижней. В процессе объемного штампования металл перемещается от центра заготовки к краям, ограниченным стенками пустоты штампа. Внутренняя пустота штампа является отражением внешней формы изделия, которое надо изготовить. По сравнению со свободной ковкой объемное штампование имеет такие преимущества:
Недостатками объемного штампования являются: - ограниченность массы штамповок (0,3-100 кг, в некоторых случаях - до 1,5 т); - любая новая штамповка требует изготовления нового штампа (стоимость штампов очень большая и они пригодны лишь для данного изделия-штамповки). Технологический процесс объемного штампования состоит из таких операций: - резание вальцовок на заготовки определенного размера и массы; - нагревание заготовок; - штампование нагретых заготовок; - обрезание лишнего металла (облои); - исправление штамповок; - термическая обработка; - очищение поверхностей штамповок от окалины и т.п. Листовым штампованиемизготовляют плоские и объемные тонкостенные изделия из листов с помощью штампов. Штампы состоят из матрицы и пуансона, которые деформируют заготовку: матрица придает заготовке внешнюю форму, пуансон - внутреннюю. Листовое штампование может быть горячим и холодным. Наиболее распространено холодное штампование из металлических листов толщиной 0,1-5 мм. Изделия, толщина стенок которых превышает 5 мм, получают горячим штампованием. Листовое штампование - экономичный и продуктивный способ изготовления как простых, так и сложных по форме изделий. Листовым штампованием изготовляют детали велосипедов, автомобилей, мотоциклов, рамы и кузова автомобилей, детали приборов, самолетов, вагонов и т.п. Основной недостаток, листового штампования - значительные отходы (до 40%). Волочение и прессование Волочениемназывают способ изготовления изделий протягиванием заготовки через специальное отверстие под действием внешней силы. Инструмент, в котором сделан несколько отверстий, называют волочильной доской, волокомили матрицей.Волоки изготовляют из инструментальной стали, твердых сплавов и технических алмазов. Для уменьшения трения в отверстии волока заготовку смазывают минеральными смазочными маслами, графитом или другими веществами. Смазка уменьшает затраты энергии и шероховатость поверхности изделия. На рис. 6,а схематично изображен процесс волочения: обостренную заготовку 2 протягивают через отверстие волока 1 и получают изделие С. Изделие, полученное волочением называют волочевкой.Волочением изготовляют тонкий провод (диаметром 16-0,002 мм), прутки разного профиля и трубы с толщиной стенки 0,05-15 мм. Изделия, изготовленные волочением, имеют большую точность размеров, а поверхность – меньшую шероховатость. В процессе волочения заготовка может быть горячей или холодной. В ходе холодного волоченияконец заготовки заостряют, чтобы он свободно прошел через отверстие волока, и захватывают клещами волочильными. Вследствие трения, возникающего во время прохождения металлической заготовки через отверстие, полученный провод наклепывается, структура становится волокнистой. Чтобы избавиться от клеветы провод отпаливают. В ходе горячего волочения,которое проводят очень редко, заготовку предварительно отпаливают для получения мелкокристалитной структуры металла и повышения ее пластичности, потом очищают от окалины в растворе серной кислоты и промывают в нейтрализующем растворе. Скорость волочения зависит от температуры нагревания заготовки и диаметра изделия. 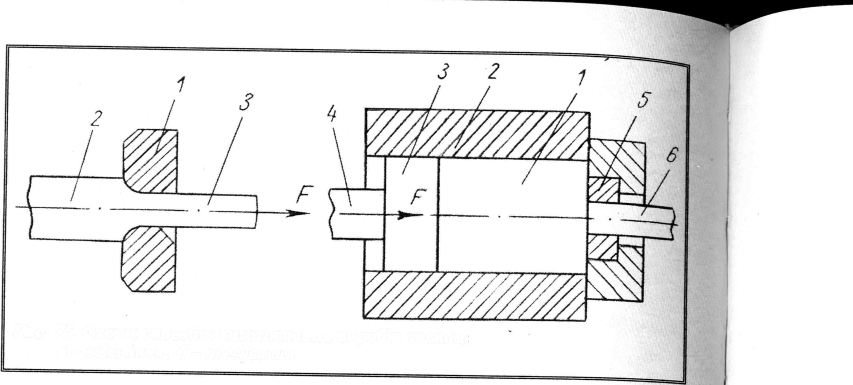 а – волочение; б – прессование Рис. 6.Схемы способов изготовления изделий давлением Прессованиемназывают способ изготовления изделий вытеснением заготовки из запертой пустоты (контейнера) через отверстие в матрице. В процессе прессования (рис. 6,б) конструкционный материал (заготовка) перемещается лишь в направлении отверстия. Отверстия могут иметь разную форму. В процессе прессования получают изделия, поперечный срез которых отвечает форме отверстия. Изделие, полученное прессованием, называют прессовкой. Прессованием изготовляют провод с наименьшим диаметром 5 мм, прутки диаметром 5-250 мм, трубы с внешним диаметром 200-400 мм и наименьшей толщиной стенки 1,25 мм и прочие изделия. Прессованием изготовляют изделия из меди, алюминия, цинка, свинца, магния и их сплавов, а также из стали. Заготовки из большинства металлов и сплавов перед прессованием нагревают. Прессование может быть двух видов - одностороннее и встречное. В ходе одностороннегопрессования (рис. 6,б) направления движения (перемещения) заготовки и пуансона совпадают. Нагретую заготовку 1 закладывают в контейнер 2,куда вкладывают также пресс-шайбу 3.Пуансон 4 давит на пресс-шайбу, вследствие чего металл заготовки выдавливается через отверстие матрицы 5 в виде прутка (изделия) 6. Вытеснить из контейнера весь металл не удается. В нем остается 8-12% массы заготовки. Односторонним прессованием изготовляют трубы и провод. В ходе встречногопрессования матрица объединена с пресс-шайбой. В процессе прессования заготовка остается неподвижной, перемещается матрица. Металл заготовки выдавливается навстречу движению матрицы. Встречное прессование требует меньших усилий, чем одностороннее. Кроме того, в контейнере остается неиспользованным меньший остаток металла (6-10%). Этим способом прессуют трубы и провод. Изменяя матрицу, можно легко перейти от изготовления изделий одного профиля к изготовлению другого профиля. Поэтому небольшие партии изделий с одним профилем экономнее изготовлять прессованием, чем вальцовкой. В таблице 3 приведенная характеристика применения различных способов получения заготовок давлением. Заготовки из проката Прокат – продукция прокатного производства. Прокат представляет собой металлические изделия, получаемые путем горячей и холодной прокатки (листы, полосы, ленты, рельсы, балки, трубы и т. д.). Заготовки из проката используют при непосредственном изготовлении из него деталей на металлорежущих станках и для выполнения поковок и штампованных заготовок. Таблица 3 Характеристика методов обработки заготовок давлением
Продолжение табл. 3
Продолжение табл. 3
Детали из проката изготовляют после его резки на заготовки или из прутка (полосы, листа). Для изготовления деталей соответствующей конфигурации применяют круглый, квадратный, шестигранный, полосовой прокат, а также бесшовные и сварные трубы. Гнутые профили, применяемые для изготовления многих деталей, легкие и достаточно жесткие. В конструкциях используют открытые, закрытые и многослойные профили (рис 7, а). Форма гнутых профилей может быть приближена к форме отдельных элементов конструкции. Специальный прокат, применяемый в крупносерийном и массовом производстве, почти полностью исключает обработку резанием, на долю которой остается в основном отрезка, сверление отверстий и зачистка. Профили специального проката показаны на рис. 7, б. Методы правки проката и заготовок приведены в табл. 4. Таблица 4 Методы правки проката и заготовок
Методы резки заготовок из проката приведены в таблице 5. Для изготовления сложных по конфигурации и крупных заготовок применяют комбинированные методы, которые заключаются в том, что заготовки расчленяют на отдельные простые элементы, изготовляемые прогрессивным способами с последующим соединением этих частей сваркой или пайкой. Примеры таких заготовок:
Таблица 5 Методы резки проката
Получение заготовок с помощью металлокерамики Металлокерамические детали изготовляют из металлов, не смешиваемых в расплавленном виде (железо – свинец; вольфрам – медь) или композиций, состоящих из металлов и неметаллов (медь – графит и др.). Заготовки этих деталей получают прессованием смесей порошков в пресс-формах под давлением 1000-6000 кг-с/см2 с последующим спеканием. Порошки получают измельчением металлов в шаровых мельницах (частицы размером 0,04-0,10 мм), в вихревых мельницах (частицы размером 0,02-0,04 мм), а также путем распыления легкоплавких металлов в жидком виде. Прессование осуществляется на гидравлических или кривошипных прессах, а спекание – в газовых или электрических печах. Время спекания от 15 мин до 24 ч в зависимости от размеров заготовок и свойств материала. Этим методом обычно получают заготовки массой до 5 кг. а – одностороннее; б – двухстороннее Рис. 8. Схемы прессования порошков: Изделие, полученное из порошка, называют порошковкой.Наиболее распространенным способом формования порошковок является холодное и горячее прессование, вальцовка и шликерное литье. 1. Прессование. Изделия прессуют в пресс-формах. Усилия прикладывают с одной, с двух или больше сторон. О 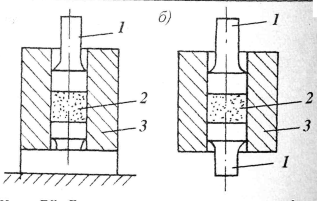 дностороннее прессование(рис. 8,а) применяют для изготовления изделий простой формы (втулки, кольца и т.п.). дностороннее прессование(рис. 8,а) применяют для изготовления изделий простой формы (втулки, кольца и т.п.).Под действием пуансона 1 порошок 2 уплотняется, деформируется, и даже частично разрушаются. Вследствие влияния сил трения порошка об стенки пресс-формы 3 приложенное усилие распределяется неравномерно, что служит причиной неравномерности плотности материала и ухудшения качества изделия. Чем больше отношение высоты изделия к его диаметру, тем больше будет колебание плотности материала. 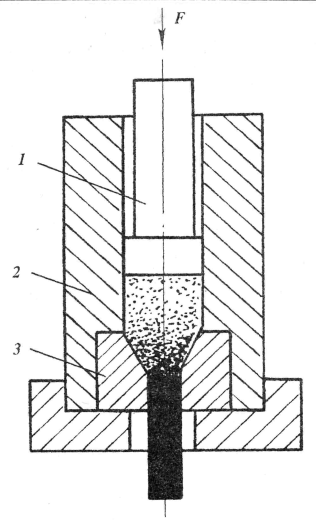 Двустороннее прессование(рис. 8,б). В процессе двустороннего прессования два пуансона двигаются навстречу друг другу. Этим способом прессования изготовляют изделия, в которых отношение высоты к диаметру превышает вдвое. Вследствие встречного движения двух пуансонов увеличивается равномерность распределения плотности частичек порошка по высоте. Для достижения одинаковой средней плотности порошка прикладывают усилия, которое на 30-40 % меньше, чем в ходе одностороннего прессования. Для получения изделий сложной формы используют машины с несколькими пуансонами. Рис. 9. Схема мундштучного прессования порошков Мундштучное прессование(рис. 9) применяют в случае получения изделий, длина которых значительно превышает диаметр (прутки, трубы и т.п.). Эти изделия изготовляют из порошков, которые тяжело прессуются (порошки бериллия, вольфрама, и т.п.). Процесс получения изделий состоит в том, что порошок, который находится в пустоте контейнера 2, выдавливается пуансоном 1 через отверстие мундштука матрицы 3. Профиль полученного изделия определяется формой отверстия мундштука и может быть как простым, так и сложным. Чтобы повысить плотность материала будущего изделия, используют вибрацию, которая к порошку передается через контейнер или пуансон. С помощью вибрации в несколько раз можно уменьшить усилия на пуансоне. Горячее прессованиехарактеризуется совмещением двух процессов: прессование и спекание изделий. В процессе нагревания порошка до высоких температур (почти до температуры спекания) повышается его пластичность, поэтому давление в ходе прессования значительно ниже. Горячим прессованием можно получить изделия из порошков, которые тяжело прессуются. Это порошки жаропрочных материалов, твердых сплавов и чистых трудноплавких металлов (вольфрам, молибден). Применение пластмасс для получения заготовок. Малая плотность, демпфирующая способность, стойкость к агрессивным средам, электротеплоизоляционные и антифрикционные свойства, простота переработки в изделия способствуют широкому применению пластмасс в машиностроении. При замене черных металлов пластмассами себестоимость массового изготовления деталей снижается в 1,5-3,5 раза, а при замене цветных металлов в 5-20 раз. Обычно пластмассы представляют собой многокомпонентные материалы, состоящие из связующего вещества, наполнителя, пластификатора, красителя, связывающего вещества, катализатора, ингибитора и других добавок. Подбором компонентов материалу придают желаемые свойства. В качестве связующего вещества применяют искусственные термопластичные и термореактивные смолы, смеси этих смол и эфиры целлюлозы. В зависимости от наполнителя пластмассы делят на: - порошкообразные;
Пластмассы с порошковым наполнителем представляют собой в основном термореактивные композиции. Наполнителем служат древесная мука, молотый кварц, тальк, молотый шлак, графит, окись алюминия, карбид кремния и другие вещества. Используются для получения деталей общего назначения (корпусы, маховики, колпачки, ручки). Пресс-порошки всех видов перерабатывают в изделия методом горячего и литьевого прессования. Крупные изделия получают в формах с виброуплотнением. Пластмассы с листовым наполнителем (текстолиты, стеклотекстолиты) термореактивны. Их поставляют в виде листов и труб. Используются для получения зубчатых колес, подшипниковых вкладышей и других деталей. Фрикционные свойства, твердость, ударо- и вибростойкость, жаропрочность и технология обработки зависят от свойств наполнителей. Детали машин из этих пластмасс изготовляют в два этапа: сначала получают заготовку, а затем ее обрабатывают резанием. Пластмассы с волокнистым наполнителем (хлопковая целлюлоза, асбестовое и стеклянное волокно, шерстяные очесы) также термореактивны. По прочности они уступают слоистым материалам, но превосходят их по технологичности и экономичности изготовления деталей машин. Волокниты применяют в виде листов, труб, прутков. К пластмассам без наполнителя относятся все полимеры. Они в основном термопластичны и допускают многократную переработку. Детали из поливинилхлорида (капрон, капролон), полистирола полиэтилена, полипропилена, полиметилметакрилата изготовляют прессованием и литьевым методом. Из полимеров получают материалы для изготовления различных деталей обработкой резанием. Пластмассы с газовоздушным наполнителем имеют малую плотность. В зависимости от структуры их разделяют на пенопласты, поропласты и сотопласты и изготовляют на основе поливинилхлорида, полистирола, эпоксидных смол или их модификаций. Пустотелая структура получается химическими, физическими и механическими методами или их сочетанием. Пенопоропласты применяют в качестве теплоизоляторов, амортизирующих средств и для изготовления специальных деталей. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||