Конвеерная записка. Машиностроительные и металлургические производства имеют энергоемкие и достаточно сложные технологии, включающие в ка
 Скачать 6.75 Mb. Скачать 6.75 Mb.
|

|
2.1. Температурный график нагрева Температурный график нагрева под горячее формообразование – основа теплового конструкторского расчета печи. По графику выбираем необходимые для расчета значения температуры продуктов сгорания и нагреваемой садки. Температурный график (рис. 3.1) строим в координатах t – τ. В контрольных сечениях условно откладываем значения температуры продуктов сгорания Температура Точки Температуры Значение температуры на поверхности садки в момент её выдачи из печи находим по выражению Температуру  Нам необходимо определить  По номограмме Будрина находим число Фурье для поверхности цилиндра. По номограмме Будрина для центра цилиндра по числу Фурье и Био находим число безразмерной температуры центра: Найдем ориентировочное время нагрева где Находим время выравнивания температур. где где 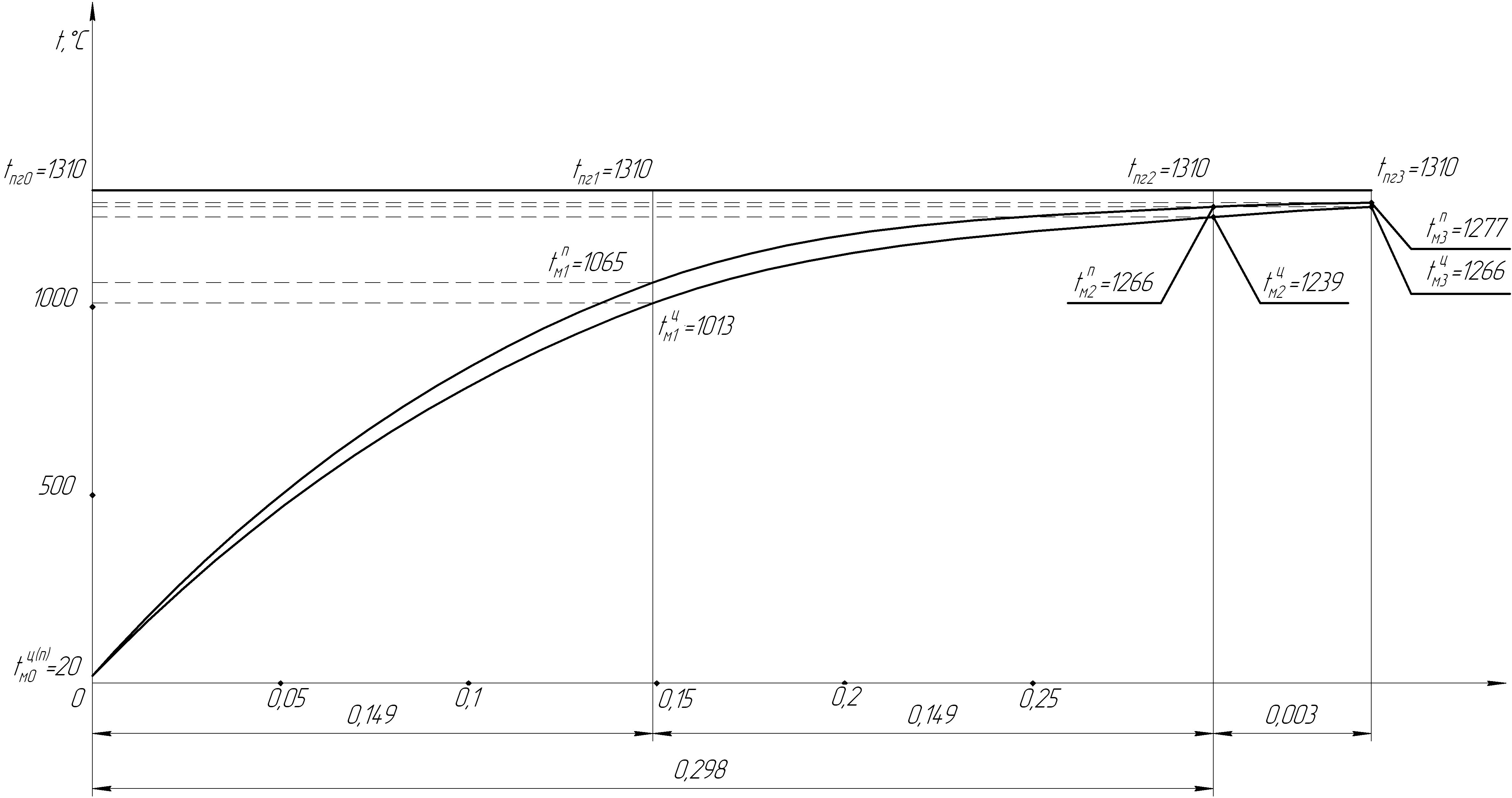 Рис. 3.1 – Температурный график нагрева заготовок. 2.2. Расчет интенсивности внешнего теплообмена Такой расчет выполняют в соответствии с параметрами температурного графика: Определяем ориентировочные размеры рабочего пространства печи в зависимости от удельной производительности, заданных размеров заготовки и способа их расположения на поду (конвейере). Определяем штучную производительность печи по формуле: где G – производительность печи, кг/ч; g – масса одной заготовки. Тогда: Определяем количество заготовок, одновременно находящихся в печи: где Определяем площадь пода (конвейера) занятого металлом (полезная площадь пода). где Тогда: Определяем коэффициент загрузки и площади пода печи: Где Практически, в целях получения максимальной производительности для проходных печей принимают Тогда: Определяем ширину пода печи: где Тогда: Определяем длину пода печи. Длина пода печи при укладке заготовок в один ряд, а также с учетом расстояния от заготовки до торцевой стенки будет равна: де a – зазор между заготовкой и торцевой стеной, принимаемый в расчетах в пределах 150…250 мм. a = 250 мм. S – шаг между изделиями, м. Определяем полную площадь пода печи: Определяем высоту рабочего пространства печи. Учитывая рекомендованные расстояния между нагревателями, стенками печи и нагреваемым металлом, принимаем расстояние между сводом и нагреваемым металлом 0,6 [2]. Определяем значение приведенного коэффициента излучения в системе кладка-металл по приближенной формуле  где  Рассчитываем коэффициент теплоотдачи излучением в зонах рабочего пространства (температура печи принимается неизменной)   где индексы «н» и «к» означают температуру металла в начале и конце периода нагрева. Выполняем расчет конвективного теплообмена. Определяем значение конвективной составляющей теплоотдачи αк, полагая, что αк =(0,05–0,15)·αл=0,15·213.49=32 Вт/м² ∙°С. Определяем суммарный коэффициент теплоотдачи путем суммирования конвективной и лучистой составляющих: α = αл + αк = 213.49 + 32 = 245,49 Вт/м² ∙°С. Значение эффективных коэффициентов теплоотдачи сопоставляем с принятыми ранее при построении графика и пересчитываем критерий Bi 2.3. Определение продолжительности нагрева заготовок Для определения времени нагрева детали в термической или нагревательной печи используем способ расчета по критериальным зависимостям, который можно выразить в следующей форме  , с. , с.где S – расчетная толщина нагреваемого тела (изделия), м; m – коэффициент формы, зависящий от отношения объема тела к его поверхности и равный для пластины - 1, для цилиндра – 2; а – коэффициент теплоотдачи металла, м²/ч; tпеч – температура печи, °С; Находим время выравнивания температур. где где 3. ОПРЕДЕЛЕНИЕ ОСНОВНЫХ РАЗМЕРОВ РАБОЧЕГО ПРОСТРАНСТВА И СОСТАВЛЕНИЕ РАСЧЕТНОГО ЭСКИЗА ПЕЧИ Основными размерами рабочего пространства печи являются ширина, длина и высота. Определяем основные размеры печи с учетом уточненной продолжительности нагрева. Определяем штучную производительность печи по формуле: где G – производительность печи, кг/ч; g – масса одной заготовки. Тогда: Определяем количество заготовок, одновременно находящихся в печи: где Определяем площадь пода (конвейера) занятой металлом (полезная площадь пода). где Тогда: Определяем коэффициент загрузки и площади пода печи: Где Практически, в целях получения максимальной производительности для проходных печей принимают Тогда: Определяем ширину пода печи: Bп = n1∙lизд + 2δ, где n1 - количество рядов. Принимаем n1= 2. Тогда: Bп = 2∙0,3 + 2∙0,15 = 0,9м. Принимаем Определяем длину пода печи. Длина пода печи при укладке заготовок в несколько рядов, а также с учетом расстояния от заготовки до торцевой стенки будет равна: Lп = n∙ dзаг + 2a + S(n-1), где a – зазор между заготовкой и торцевой стеной, принимаемый в расчетах в пределах 150…250 мм. a=150 мм. S – шаг между изделиями; S = 0,125 Lп = 23∙0,085 + 2∙0,15 + 0,011∙(23 - 1)= 2,49 м. Принимаем Определяем полную площадь пода печи: 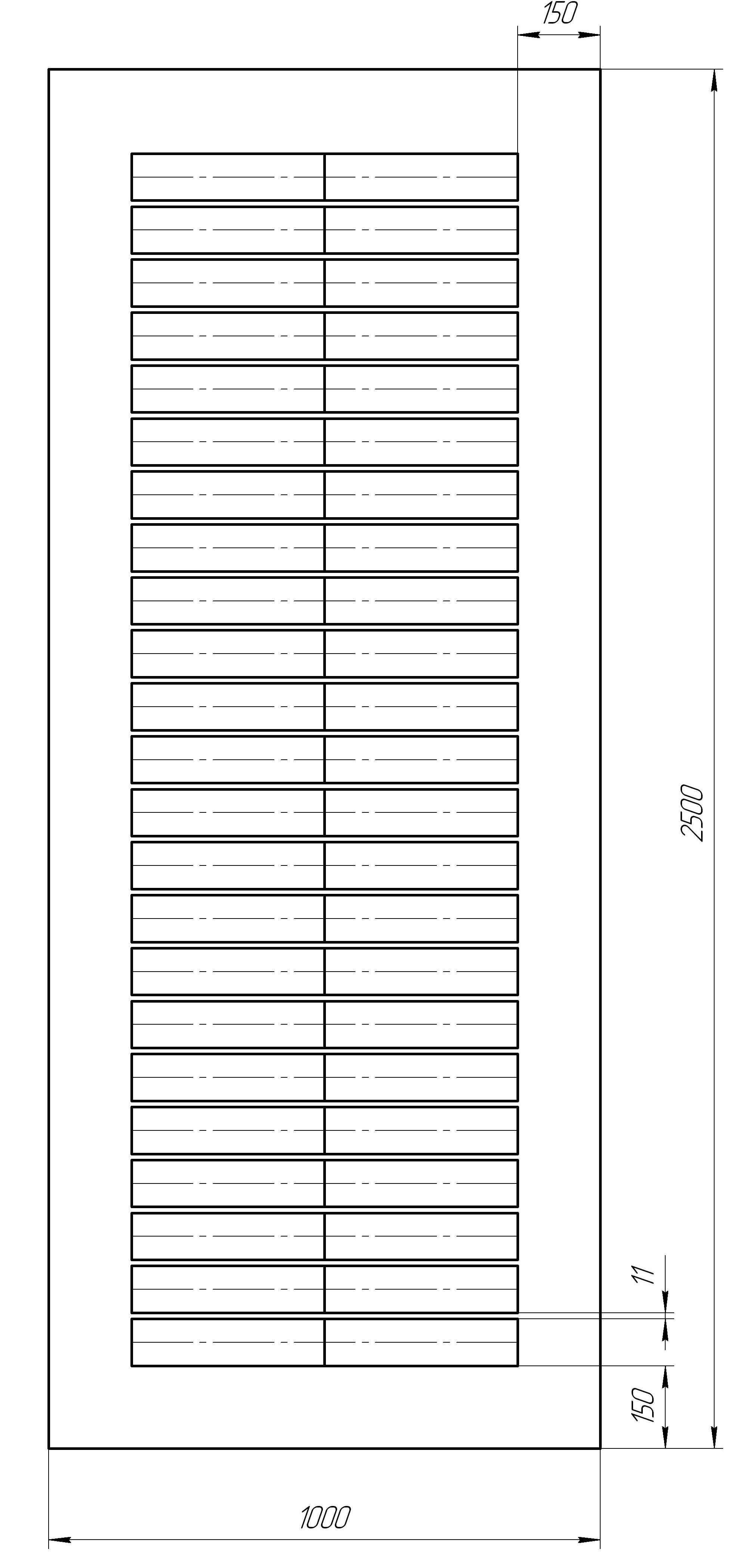 Рисунок 3.1 Схема расположения заготовок на поду печи. Определяем высоту рабочего пространства печи. Её можно определить по отношению поверхностей нагреваемого металла и кладки печи Итак высота рабочего пространства печи равна где Общая высота печного пространства с учетом конвейера 2,0 м. Таким образом, принимаем печь со следующими основными размерами рабочего пространства: 2500х1000х2000 согласно ГОСТ 26654-85 «Печи промышленные для нагрева и термической обработки». |