Металлургическое производство. Литейное производство
 Скачать 1.66 Mb. Скачать 1.66 Mb.
|

|
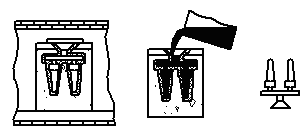
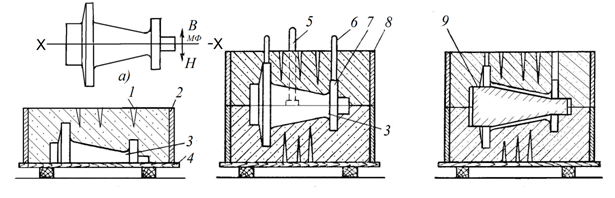
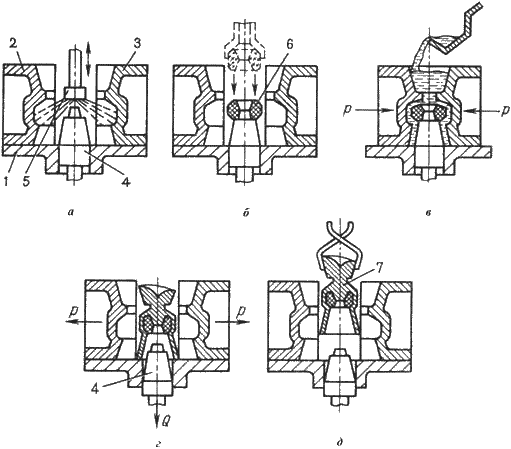
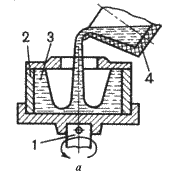
Металлургическое производство. Литейное производство Основным продуктом доменного производства является: 1) чугун; 2) алюминий; 3) сталь; 4) шлак Совокупность исходных материалов для плавки металлов, взятых в расчетном массовом соотношении, называют: 1)шихтой 2)рудой 3)топливом 4)флюсом Доменным процессом называют: 1) выплавку чугуна из железосодержащих материалов в специальных шахтных печах (домнах); 2) выплавку стали из чугуна в специальных шахтных печах (домнах); 3) выплавку сплавов из металлолома (скрапа) и железной руды в специальных шахтных печах (домнах); 4) выплавку чугуна из металлолома и шихты в электрических печах; 5) выплавку стали и чугуна из железосодержащих материалов в специальных шахтных печах (домнах). С целью увеличения содержания ценных компонентов, руду подвергают: 1)обогащению; 2)разделению; 3)промыванию; 4)дроблению Шихтой называют: 1) расплав, покрывающий поверхность жидкого металла, после затвердевания представляющий собой камневидное или стекловидное вещество; 2) составленные в необходимой пропорции и форме железная руда, марганцовые, хромовые и комплексные руды, топливо и флюсы; 3) смесь железной руды, каменного угля и известняка; 4) материалы преимущественно минерального происхождения, вводимые для образования шлака и для регулирования его состава, в частности для связывания пустой породы, продуктов раскисления металла, а также уменьшения процентного содержания вредных примесей; 5) смесь железной руды и кокса. Доменная печь – это: 1) металлический сосуд, футерованный огнеупорным материалом и подвергающийся воздействию переменного электромагнитного поля; 2) пламенная регенеративная печь для выплавки стали из чугуна и стального лома, имеющая рабочее плавильное пространство в форме ванны, ограниченное снизу подиной, а сверху – сводом; 3) шахтная печь для выплавки чугуна из железной руды, устанавливаемая на бетонном фундаменте, имеющая кладку из огнеупорного кирпича, чугунные и шлаковые летки и др.; 4) металлургический агрегат для получения стали путем продувки воздухом или кислородом расплавленного чугуна, представляющий собой сосуд грушевидной или цилиндрической формы, выполненный из стального листа и футерованный основным огнеупорным кирпичом; 5) печь шахтного типа для плавки чугуна в литейных цехах. Основным видом топлива доменного производства служит: 1)мазут 2)дрова 3)кокс 4)торф Чугун выплавляют: 1) доменных печах 2) мартеновских печах 3) кислородных конвекторах 4) электрических печах Суть передела чугуна в сталь состоит: 1) в снижении содержания углерода путем его окисления; 2) в снижении содержания примесей путем их избирательного окисления; 3) в снижении содержания углерода и примесей путем раскисления и легирования; 4) в снижении содержания углерода и примесей путем их избирательного окисления; 5) в увеличении содержания углерода и уменьшении содержания примесей путем их избирательного окисления и легирования. Задача первого этапа выплавки стали заключается: 1) в удалении фосфора и серы; 2) в восстановлении железа из оксида железа; 3) в раскислении; 4) в уменьшение содержания в металле углерода и серы; 5) в удалении фосфора. Задача второго этапа выплавки стали заключается: 1) в удалении фосфора и серы; 2) в восстановлении железа из оксида железа; 3) в раскислении; 4) в уменьшение содержания в металле углерода и серы; 5) в удалении фосфора. Задача третьего этапа выплавки стали заключается: 1) в удалении фосфора и серы; 2) в восстановлении железа из оксида железа; 3) в раскислении; 4) в уменьшение содержания в металле углерода и серы; 5) в удалении фосфора. Мартеновская печь – это: 1) металлический сосуд, футерованный огнеупорным материалом и подвергающийся воздействию переменного электромагнитного поля; 2) пламенная регенеративная печь для выплавки стали из чугуна и стального лома, имеющая рабочее плавильное пространство в форме ванны, ограниченное снизу подиной, а сверху – сводом; 3) шахтная печь для выплавки чугуна из железной руды, устанавливаемая на бетонном фундаменте, имеющая кладку из огнеупорного кирпича, чугунные и шлаковые летки и др.; 4) металлургический агрегат для получения стали путем продувки воздухом или кислородом расплавленного чугуна, представляющий собой сосуд грушевидной или цилиндрической формы, выполненный из стального листа и футерованный основным огнеупорным кирпичом; 5) печь шахтного типа для плавки чугуна в литейных цехах. Конвертер – это: 1) металлический сосуд, футерованный огнеупорным материалом и подвергающийся воздействию переменного электромагнитного поля; 2) пламенная регенеративная печь для выплавки стали из чугуна и стального лома, имеющая рабочее плавильное пространство в форме ванны, ограниченное снизу подиной, а сверху – сводом; 3) шахтная печь для выплавки чугуна из железной руды, устанавливаемая на бетонном фундаменте, имеющая кладку из огнеупорного кирпича, чугунные и шлаковые летки и др.; 4) металлургический агрегат для получения стали путем продувки воздухом или кислородом расплавленного чугуна, представляющий собой сосуд грушевидной или цилиндрической формы, выполненный из стального листа и футерованный основным огнеупорным кирпичом; 5) печь шахтного типа для плавки чугуна в литейных цехах. Дуговая плавильная электропечь – это: 1) металлический сосуд, футерованный огнеупорным материалом, подвергающийся воздействию переменного электромагнитного поля, в результате чего в нем индуктируются вихревые токи, нагревающие металл, снабженный дозатором шихты и изложницами и размещенный вместе с ними в вакуумных камерах; 2) печь для электроплавки сталей (и других сплавов), в которой необходимое для плавки тепло выделяется при прохождении электрического тока через расплавленный электропроводящий шлак; 3) металлический сосуд, футерованный огнеупорным материалом, подвергающийся воздействию переменного электромагнитного поля, в результате чего в нем индуктируются вихревые токи, нагревающие металл; 4) промышленная металлургическая печь с основной футеровкой, в которой для плавки металлов используется тепло электрической дуги с тремя графитовыми электродами, питающаяся от трехфазного сварочного трансформатора переменного тока; 5) промышленная металлургическая печь с кислой футеровкой, в которой для плавки металлов используется тепло электрической дуги постоянного тока. Индукционная тигельная плавильная печь – это: 1) металлический сосуд, футерованный огнеупорным материалом, подвергающийся воздействию переменного электромагнитного поля, в результате чего в нем индуктируются вихревые токи, нагревающие металл, снабженный дозатором шихты и изложницами и размещенный вместе с ними в вакуумных камерах; 2) печь для электроплавки сталей (и других сплавов), в которой необходимое для плавки тепло выделяется при прохождении электрического тока через расплавленный электропроводящий шлак; 3) металлический сосуд, футерованный огнеупорным материалом, подвергающийся воздействию переменного электромагнитного поля, в результате чего в нем индуктируются вихревые токи, нагревающие металл; 4) промышленная металлургическая печь с основной футеровкой, в которой для плавки металлов используется тепло электрической дуги с тремя графитовыми электродами, питающаяся от трехфазного сварочного трансформатора переменного тока; 5) промышленная металлургическая печь с кислой футеровкой, в которой для плавки металлов используется тепло электрической дуги постоянного тока. Вакуумная индукционная плавильная печь – это: 1) металлический сосуд, футерованный огнеупорным материалом, подвергающийся воздействию переменного электромагнитного поля, в результате чего в нем индуктируются вихревые токи, нагревающие металл, снабженный дозатором шихты и изложницами и размещенный вместе с ними в вакуумных камерах; 2) печь для электроплавки сталей (и других сплавов), в которой необходимое для плавки тепло выделяется при прохождении электрического тока через расплавленный электропроводящий шлак; 3) металлический сосуд, футерованный огнеупорным материалом, подвергающийся воздействию переменного электромагнитного поля, в результате чего в нем индуктируются вихревые токи, нагревающие металл; 4) промышленная металлургическая печь с основной футеровкой, в которой для плавки металлов используется тепло электрической дуги с тремя графитовыми электродами, питающаяся от трехфазного сварочного трансформатора переменного тока; 5) промышленная металлургическая печь с кислой футеровкой, в которой для плавки металлов используется тепло электрической дуги постоянного тока. Электрошлаковый переплав – это: 1) осуществляют в вакуумных дуговых при пониженном остаточном давлении 100–0,1 МПа; 2) осуществляют в индукционных печах при пониженном остаточном давлении 100–0,1 МПа; 3) бездуговой процесс электроплавки сталей (и других сплавов), при котором необходимое для плавки тепло выделяется при прохождении электрического тока через расплавленный электропроводящий шлак; 4) осуществляют в электронно-лучевых печах при пониженном остаточном давлении 100–0,1 МПа; 5) осуществляют в плазменных печах при пониженном остаточном давлении 100–0,1 МПа. Вакуумно-дуговой переплав – это: 1) осуществляют в вакуумных дуговых при пониженном остаточном давлении 100–0,1 МПа; 2) осуществляют в индукционных печах при пониженном остаточном давлении 100–0,1 МПа; 3) бездуговой процесс электроплавки сталей (и других сплавов), при котором необходимое для плавки тепло выделяется при прохождении электрического тока через расплавленный электропроводящий шлак; 4) осуществляют в электронно-лучевых печах при пониженном остаточном давлении 100–0,1 МПа; 5) осуществляют в плазменных печах при пониженном остаточном давлении 100–0,1 МПа. Вакуумно-индукционных переплав – это: 1) осуществляют в вакуумных дуговых при пониженном остаточном давлении 100–0,1 МПа; 2) осуществляют в индукционных печах при пониженном остаточном давлении 100–0,1 МПа; 3) бездуговой процесс электроплавки сталей (и других сплавов), при котором необходимое для плавки тепло выделяется при прохождении электрического тока через расплавленный электропроводящий шлак; 4) осуществляют в электронно-лучевых печах при пониженном остаточном давлении 100–0,1 МПа; 5) осуществляют в плазменных печах при пониженном остаточном давлении 100–0,1 МПа. Для повышения содержания меди в руде используют: 1) дробление; 2) промывание; 3) обогащение; 4) окисление. Основным сырьем для производства меди служит: 1) боксит; 2) куприт; 3) железняк; 4) карбид Черновую медь получают в: 1) конверторе 2) вагранках 3) доменной печи 4) отражательных пламенных печах Основным сырьем для производства алюминия служит: 1) боксит; 2) куприт; 3) железняк; 4) рутил Алюминий повышенной степени чистоты получают: 1) разложением 2) промыванием 3) легированием 4) рафинированием Основным сырьем для производства титана служит: 1) боксит; 2) куприт; 3) железняк; 4) рутил Основным сырьем для производства магния служит: 1) боксит; 2) куприт; 3) магнезит; 4) рутил. Основным способом получения магния является: 1) пиролиз; 2) электролиз; 3) крекинг; 4) гидролиз. Литье - это: 1) способ получения отливок в литейных формах, изготовленных из песчано-глинистых формовочных материалов и используемых для получения одной отливки; 2) способ получения деталей и заготовок сложной формы, больших и малых размеров из различных металлов, сплавов, пластмасс и других материалов, заключающийся в заливке расплавов в специально приготовленные литейные формы; 3) способ получения фасонных отливок в металлических формах; 4) способ получения отливок из сплавов цветных металлов и сталей, максимально приближающий размеры и форму отливки к размерам и форме готовой детали и позволяющий уменьшить или совсем исключить их последующую механическую обработку; 5) способ получения фасонных отливок из металлических сплавов в неразъемной оболочковой форме, рабочая полость которой образована удалением литейной модели выжиганием, растворением или выплавлением в горячей воде. Лучшими литейными сплавами являются: 1) латуни 2) чугуны 3) стали 4) твердые сплавы Модельный комплект состоит из: 1) литейной формы для воспроизведения наружных контуров отливок и литейных стержней для образования внутренних полостей и отверстий; 2) чаши, стояка, шлакоуловителя, питателя, боковой прибыли, шейки; 3) опок, штырей, скоб и других приспособлений, необходимых для получения разовой песчаной формы; 4) литейной модели, стержневых ящиков, моделей литниковой системы, шаблонов для конкретной отливки, модельных плит и др. Литниковая система состоит из: 1) литейной формы для воспроизведения наружных контуров отливок и литейных стержней для образования внутренних полостей и отверстий; 2) чаши, стояка, шлакоуловителя, питателя, боковой прибыли, шейки; 3) опок, штырей, скоб и других приспособлений, необходимых для получения разовой песчаной формы; 4) литейной модели, стержневых ящиков, моделей литниковой системы, шаблонов для конкретной отливки, модельных плит и др. Элемент литниковой системы, предназначенный для удержания шлаков и других примесей, называется: 1) питателем; 2) шлакоуловителем; 3) стоком; 4) выпором Формовочный комплект состоит из: 1) литейной формы для воспроизведения наружных контуров отливок и литейных стержней для образования внутренних полостей и отверстий; 2) чаши, стояка, шлакоуловителя, питателя, боковой прибыли, шейки; 3) опок, штырей, скоб и других приспособлений, необходимых для получения разовой песчаной формы; 4) литейной модели, стержневых ящиков, моделей литниковой системы, шаблонов для конкретной отливки, модельных плит и др. Основным компонентом формовочных и стержневых смесей является: 1) огнеупорная основа 2) связующий компонент 3) специальные добавки Связующим материалом, предназначенным для связывания между собой частиц, огнеупорной основой, является: 1) магнезит 2) песок 3) шамот 4) глина Сохранение формовочной смесью своих рабочих свойств при повторном использовании называют: 1) долговечностью; 2) пластичностью; 3) огнеупорностью; 4) твердостью Литейная форма состоит из: 1) чаши, стояка, шлакоуловителя, питателя, боковой прибыли, шейки; 2) литейной формы для воспроизведения наружных контуров отливок и литейных стержней для образования внутренних полостей и отверстий; 3) опок, штырей, скоб и других приспособлений, необходимых для получения разовой песчаной формы; 4) литейной модели, стержневых ящиков, моделей литниковой системы, шаблонов для конкретной отливки, модельных плит и др. Литейный стержень – это: 1) приспособление, служащие для изготовления стержней; 2) вертикальный канал, соединенный с литниковой системой, предназначенный для выхода газов при заполнении формы жидким металлом, контроля заполнения формы, а иногда питания отливки металлом во время ее остывания; 3) отъемная часть литейной формы, оформляющая внутренние полости отливки; 4) специальная опорная поверхность литейной формы, служащая для установки литейного стержня; 5) приспособление в виде жесткой рамы (открытого ящика), служащее для удержания в нем формовочной смеси при изготовлении разовых песчаных форм, транспортирования и заливки металлом. Для получения отверстий в отливках применяют: 1) литники 2) модели 3) опоки 4) стержни Опока – это: 1) приспособление, служащие для изготовления стержней; 2) вертикальный канал, соединенный с литниковой системой, предназначенный для выхода газов при заполнении формы жидким металлом, контроля заполнения формы, а иногда питания отливки металлом во время ее остывания; 3) отъемная часть литейной формы, оформляющая внутренние полости отливки; 4) специальная опорная поверхность литейной формы, служащая для установки литейного стержня; 5) приспособление в виде жесткой рамы (открытого ящика), служащее для удержания в нем формовочной смеси при изготовлении разовых песчаных форм, транспортирования и заливки металлом. Для увеличения производительности изготовления литейных форм применяется формовка: 1) ручная; 2) комбинированная 3) машинная 4) шликерная Способность металлов и сплавов в расплавленном состоянии заполнять полость литейной формы и точно воспроизводить очертания отливки называется: 1) кристаллизацией; 2) жидкотекучестью; 3) ликвацией; 4) усадкой. Неоднородность химического состава сплава в различных частях отливки называется: 1) пленами; 2) кристаллизацией; 3) жидкотекучестью; 4) ликвацией Свойство литейных сплавов уменьшать объем при затвердевании и охлаждении называется: 1) жидкотекучестью 2) усадкой 3) кристаллизацией 4) рекристаллизацией Литье в оболочковые формы – это: 1) способ получения фасонных отливок из металлических сплавов в неразъемной оболочковой форме, рабочая полость которой образована удалением литейной модели выжиганием, растворением или выплавлением в горячей воде; 2) способ получения фасонных отливок в металлических формах; 3) способ получения отливок свободной заливкой расплава в разовую литейную форму, изготовленную из двух скрепленных рельефных полуформ из смеси, состоящей из мелкого кварцевого песка и крепителя – феноло-формальдегидной порошкообразной термореактивной смолы; 4) способ получения отливок, как правило, в металлических формах (изложницах), при котором расплавленный металл, под действием центробежных сил отбрасывается к стенкам формы и затвердевает, образуя отливку. Литье в кокиль – это: 1) способ получения фасонных отливок из металлических сплавов в неразъемной оболочковой форме, рабочая полость которой образована удалением литейной модели выжиганием, растворением или выплавлением в горячей воде; 2) способ получения фасонных отливок в металлических формах; 3) способ получения фасонных отливок в металлических формах, при котором на залитый в камеру прессования расплавленный метал, давит поршень; 4) способ получения отливок, как правило, в металлических формах (изложницах), при котором расплавленный металл, под действием центробежных сил отбрасывается к стенкам формы и затвердевает, образуя отливку. Литье по выплавляемым моделям – это: 1) способ получения фасонных отливок из металлических сплавов в неразъемной оболочковой форме, рабочая полость которой образована удалением литейной модели выжиганием, растворением или выплавлением в горячей воде; 2) способ получения фасонных отливок в металлических формах; 3) способ получения отливок свободной заливкой расплава в разовую литейную форму, изготовленную из двух скрепленных рельефных полуформ из смеси, состоящей из мелкого кварцевого песка и крепителя – феноло-формальдегидной порошкообразной термореактивной смолы; 4) способ получения отливок, как правило, в металлических формах (изложницах), при котором расплавленный металл, под действием центробежных сил отбрасывается к стенкам формы и затвердевает, образуя отливку. Литье под давлением – это: 1) способ получения фасонных отливок в металлических формах; 2) способ получения отливок свободной заливкой расплава в разовую литейную форму, изготовленную из двух скрепленных рельефных полуформ из смеси, состоящей из мелкого кварцевого песка и крепителя – феноло-формальдегидной порошкообразной термореактивной смолы; 3) способ получения фасонных отливок в металлических формах, при котором на залитый в камеру прессования расплавленный метал, давит поршень; 4) способ получения отливок, как правило, в металлических формах (изложницах), при котором расплавленный металл, под действием центробежных сил отбрасывается к стенкам формы и затвердевает, образуя отливку. Заливка расплава в металлическую пресс – форму под большим давлением называется литьем: 1) в оболочке формы; 2) центробежным; 3) в кокиль 4) под давлением Литье центробежное – это: 1) способ получения фасонных отливок из металлических сплавов в неразъемной оболочковой форме, рабочая полость которой образована удалением литейной модели выжиганием, растворением или выплавлением в горячей воде; 2) способ получения отливок, как правило, в металлических формах (изложницах), при котором расплавленный металл, под действием центробежных сил отбрасывается к стенкам формы и затвердевает, образуя отливку; 3) способ получения отливок свободной заливкой расплава в разовую литейную форму, изготовленную из двух скрепленных рельефных полуформ из смеси, состоящей из мелкого кварцевого песка и крепителя – феноло-формальдегидной порошкообразной термореактивной смолы; 4) способ получения фасонных отливок в металлических формах, в котором на залитый в камеру прессования расплавленный метал, давит поршень; Для получения литьем биметаллических изделий из композиций типа «сталь-бронза», «чугун-бронза», «сталь-чугун» и др. используют: 1) литье под давлением 2) кокильное литье 3) центробежное литье 4) литье вакуумным всасыванием Пустотелые цилиндрические отливки получают литьем: 1) в кокиль: 2) под давлением; 3) в центробежные формы; 4) по выплавляемым моделям
Самым широко применяемым литейным сплавов в промышленности является: чугун сталь дюралимин латунь
| ||||||||||||||||||||||||||||||||||||||||