Метод указ. метод указ - ТОР. Методы оценки свойств машиностроительных материалов определение твердости металлов по Бринеллю, по Роквеллу, по Виккерсу
 Скачать 5.46 Mb. Скачать 5.46 Mb.
|

|
Тема: Притирка поверхностей деталей. Цель работы: 1.Рассмотреть правила и последовательность выполнения притирки поверхности деталей 2. Изучить технологию выполнения притирки о доводки деталей. Методические рекомендации. 1.Отчёт оформляется на отдельном листе формата А 4 (если выполнен в электронном виде) или в тетради для практических занятий. Все отчёты хранятся в одном электронном документе и дополняются титульным листом. Отчёт о практическом занятии должен содержать: Тему занятия (работы). Цель работы. Задание для исполнения. Выполненные задания. Ответы на контрольные вопросы (если требуется выполнить их письменно). Выводы, если предусмотрены особенностями практического занятия. Ход работы Задание 1. Просмотрите видео материал, пройдя по ссылкам https://www.youtube.com/watch?v=FhxOjBX1ysE https://www.youtube.com/watch?v=uV4HbI6R-vk Задание 2. Внимательно изучите общие теоретические сведения. Притирка и доводка – точная подгонка ответственных деталей Наиболее эффективной технологической операцией, позволяющей довести поверхность деталей из металла до идеального состояния, является притирка. Детали, поверхность которых была подвергнута такой процедуре, могут образовывать герметичные или плотно движущиеся соединения. Необходимость в формировании подобных соединений и, соответственно, в технологической операции, выполняемой при помощи специального инструмента и материалов, имеется во многих сферах деятельности. Суть технологии. Притирка, благодаря которой можно получить поверхности с требуемой степенью шероховатости и с заданными отклонениями, предполагает снятие с обрабатываемой детали тонкого слоя металла, для чего в отличие от доводочной операции шабрения, используются не только инструменты, но и мелкодисперсные абразивные порошки или пасты. Абразивный материал, при помощи которого выполняется такая обработка, может наноситься как на поверхность детали, так и на специальное приспособление, которое называется притир. Притирка, выполняемая с медленной скоростью и при помощи постоянно меняющих направление движений, позволяет не только уменьшить шероховатость поверхности до требуемой величины, но и значительно улучшить ее физико-механические характеристики. Притирку, которую часто называют и доводка, можно выполнять различными способами. Так, детали сложной конфигурации, изготавливаемые в единичных экземплярах, обрабатывают полностью вручную, а для притирки изделий, выпускаемых мелкими сериями, используют полумеханический способ. При этом подача детали в зону обработки осуществляется вручную, а саму притирку выполняют при помощи механических устройств. При производстве деталей крупными сериями и в массовом порядке не обойтись без такого устройства, как притирочный станок, при помощи которого и выполняют доводочные операции. 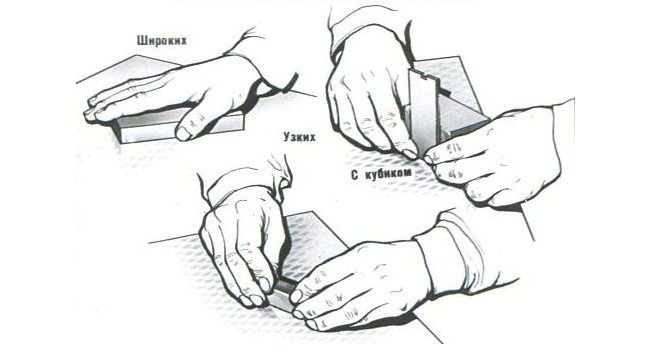 Положение рук при притирке металлических поверхностей Специальные приспособления и материалы. Чтобы осуществить притирку или доводку, необходим специальный инструмент, который называется притир. По форме рабочей поверхности, такие приспособления делятся на следующие типы: притирочный инструмент плоского типа; с внутренней поверхностью цилиндрического типа; с наружной цилиндрической поверхностью; инструмент конического типа.  Пневматическая притирочная машинка для доводки клапанов Выбирая материал для изготовления притирочного инструмента, обращают внимание на то, чтобы его твердость была значительно ниже, чем твердость материала изготовления обрабатываемой детали. Обусловлено это требование тем, что абразивный порошок или паста, с использованием которых выполняют притирку, могли удерживаться материалом инструмента. Так, наиболее распространенным сырьем для изготовления такого приспособления является: серый чугун; медь; свинец; сталь мягких сортов; различные породы дерева; другие металлы и неметаллические материалы. Для выполнения предварительных и финишных притирочных операций используется инструмент как различной конструкции, так и изготовленный из всевозможных материалов. Например, для выполнения предварительных операций, когда используется абразивный материал более крупной фракции, применяется инструмент из более мягких материалов. На рабочей поверхности его предварительно нарезаются канавки для удерживания абразива, глубина которых составляет 1–2 мм. Окончательная обработка изделий, выполняемая при помощи мелкодисперсного абразива, осуществляется приспособлением, рабочая поверхность которого совершенно гладкая. Материалом изготовления инструмента для выполнения финишных операций, преимущественно служит чугун. При помощи притирочных инструментов, которые изготовлены из свинца и дерева, поверхностям обрабатываемых деталей придается блеск.  Комплект для ручной притирки, состоящий из чугунных притиров и алмазной пасты различной зернисности Абразивный порошок является основным материалом, который обеспечивает эффективность и качество выполнения притирки. Такие порошки, в зависимости от материала изготовления, делятся на твердые (твердость материала выше, чем у закаленной стали) и мягкие (их твердость ниже, чем у закаленной стали). Для изготовления порошков первого типа используют корунд, карбокорунд и наждак, а второго — окись хрома, венская известь, крокус и др. По степени зернистости абразивные порошки также подразделяются на несколько категорий. Отличить порошки и пасты разных категорий друг от друга можно даже по их цвету. Так, пасты, основу которых составляет крупнозернистый порошок, имеют светло-зеленый цвет, средней зернистости — темно-зеленый, пасты с мелкодисперсным порошком — зеленовато-черный. Наиболее известной разновидностью паст последнего типа, при помощи которых выполняют финишные притирочные операции, является паста ГОИ. рскипидар; минеральное масло; керосин; животные жиры; спирт или авиационный керосин. Два последних вещества применяются в тех случаях, когда к качеству выполнения притирки предъявляются повышенные требования.  Распространенные дефекты притирки и способы их устранения Инструменты и приспособления Наиболее распространенным приспособлениям для выполнения доводочных операций является притирочная плита, которая, как уже говорилось выше, может быть изготовлена из различных материалов. На выбор типа и материала изготовления такой плиты, являющейся достаточно универсальным приспособлением, оказывают влияние как особенности обрабатываемых деталей, так и требования к качеству притираемой поверхности. Среди всех типов плит наибольшее распространение получили изделия, изготовленные из марок чугуна, твердость которого (по HB) находится в интервале 190–230 единиц. На конструкцию и размеры плиты или притирочного инструмента другого вида оказывают влияние как конструктивные особенности обрабатываемых изделий, так и тип обработки: черновая или чистовая. Именно плиты как приспособление для выполнения притирки используются для обработки плоских поверхностей. При этом, как уже говорилось выше, на поверхность плит, применяемых для выполнения черновых операций, наносятся специальные канавки, которые могут иметь и спиралевидную конфигурацию. Такие канавки не только удерживают в зоне притирки абразивный материал, но и выводят из нее отходы. Естественно, что выполнить при помощи плиты притирку цилиндрических поверхностей, отверстий и деталей со сложной конфигурацией, не представляется возможным. Поэтому для таких целей изготавливают приспособление, форма которого оптимально подходит для обработки детали определенной конфигурации. Так, это могут быть притирочные инструменты круглой, цилиндрической, кольцевой, конической, дисковой конфигурации и др. В частности, притирка отверстий выполняется приспособлением, которое изготавливается в виде втулок, фиксируемых на специальных оправках. Инструмент, при помощи которого выполняются притирочные операции, также подразделяется на нерегулируемый и регулируемый. Приспособление второго типа является более универсальным, его конструкция, состоящая из разрезной рабочей части, конуса и раздвижного устройства, предусматривает возможность изменения его диаметра. Для обработки деталей цилиндрической формы, совершенно не обязательно использовать специализированный притирочный станок, для этого вполне подойдет универсальное токарное или сверлильное оборудование. Обрабатываемая деталь в таких случаях может фиксироваться в центрах или патроне оборудования, в зависимости от того, какую часть ее поверхности необходимо притереть.  Использование ручного шлифовально-притирочного станка при ремонте плоскоседельной арматуры Станки, которые изначально разработаны для осуществления притирки, подразделяются на оборудование общего назначения и специализированные модели. На станках общего назначения, которые могут быть оснащены одним или двумя притирочными инструментами, преимущественно обрабатываются детали с плоскими и цилиндрическими поверхностями. Более мелкие детали при обработке на таких станках в свободном состоянии помещаются в специальный сепаратор, где они проходят притирку, располагаясь между двумя вращающимися притирочными дисками. Крупные же детали фиксируются на станке при помощи специального приспособления и обрабатываются одним абразивным диском. Более сложными по конструкции и менее универсальными являются специализированные станки, устройство которых специально разработано для выполнения притирки деталей определенной конфигурации: седел клапанов, кулачков распределительных валиков, шеек коленчатых валов, зубчатых колес и др. Задание 3. Опишите последовательность выполнения притирки деталей. Задание 4. Заполните таблицу.
Задание 5. Сделайте вывод по работе. Задание 6. Дайте письменный ответ на контрольные вопросы. 1.Дайте определение понятию притирка 2. Назвать причины появления дефекта и способы предупреждения если в результате обработки детали не соблюдены формы проёма (отверстия). 3. В чём разница доводки от притирки? 4. Как проверяют качество притирки? ПРАКТИЧЕСКАЯ РАБОТА № 16 Тема: Способы соединения деталей в сборочных единицах. Цель работы: Изучить способы соединения материалов. Оборудование, материалы и вспомогательные средства: - учебная доска -раздаточный материал -учебник « Основы слесарного дела» Покровский Ход работы Задание 1. Опишите способы соединения деталей. Любые машины, их узлы и агрегаты состоят из множества различных отдельных деталей. Все эти детали определенным образом взаимодействуют между собой, составляя единый целый функционирующий механизм. Взаимодействие это определяет виды соединения деталей. Соединения могут быть как разъемными, так и неразъемными. Разъемные соединения – это те, при помощи которых возможно, как правило, неоднократно произвести сборку и разборку узлов механизма (резьбовые, шплинтовые, штифтовые, зубчатые и пр). В свою очередь, они могут быть как подвижными, так и неподвижными. Разъемные соединения получили широкое применение там, где необходима периодическая замена одной детали на другую в связи с регламентным обслуживанием или ремонтом механизма, смены какого-либо рабочего элемента машины (приспособление, инструмент), для постоянной или временной фиксации детали, периодическим взаимодействием деталей механизмов друг на друга в процессе их работы и т.д. Такие соединения образуются при помощи крепежных резьбовых элементов (болты, резьбовые шпильки, различные гайки, винты), ходовых винтов (червячных, шнековых), шлицов (зубьев) сопрягаемых деталей, шпонок, штифтов, шплинтов, клиньев, а также комбинацией нескольких таких элементов. Возможно разъемное соединение способом сочленения специальных выступов на скрепляемых деталях. Неразъемные соединения – это те, разборка которых невозможна без механических воздействий, разрушающих и/или повреждающих сопрягаемые детали. Образовываться такие соединения могут при помощи сварки, пайки, склепки и даже склеивания деталей между собой. Для неразъемного соединения применяют методы: сварки, склепки, склейки, развальцовки, посадки с натягом, сшивания, кернения. Такие соединения имеют место там, где оно работает весь срок службы машины, механизма, агрегата или узла, и требуется неподвижная фиксация деталей относительно друг друга. Резьбовые соединения Соединение деталей с помощью резьбы является одним из старейших и наиболее распространенных видов разъемного соединения. К ним относятся соединения с помощью болтов, винтов, шпилек, винтовых стяжек и т.д. Резьба – выступы, образованные на основной поверхности винтов или гаек и расположенные по винтовой линии. Основные типы крепежных деталей Для соединения деталей применяют болты, винты, шпильки с гайками (рис.5). 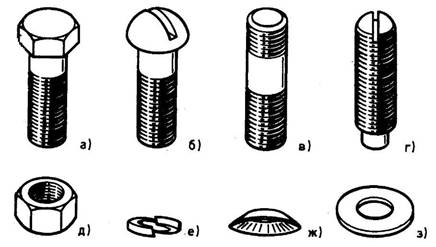 Рисунок 5 - а — болт; б — винт; в - шпилька; г — установочный винт; д — гайка; e — пружинная шайба; ж — деформируемая шайба; з — плоская шайба 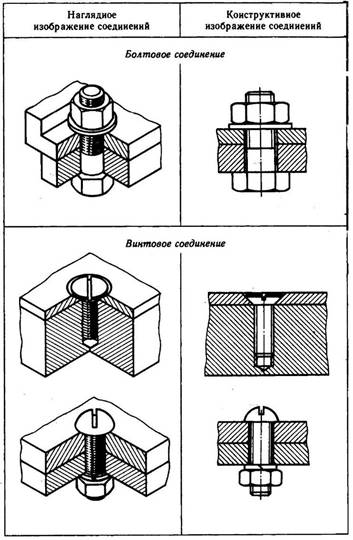 Рисунок 6 - Болтовое соединение, Винтовое соединение Основным преимуществом болтового соединения (рис.6) является то, что при нем не требуется нарезать резьбу в соединяемых деталях. К недостаткам можно отнести следующее: обе соединяемые детали должны иметь место для расположения гайки или головки винта; при завинчивании и отвинчивании гайки необходимо удерживать головку винта от проворачивания; по сравнению с винтовым болтовое соединение несколько увеличивает массу изделия и искажает его внешние очертания. Винты и шпильки применяют в тех случаях, когда постановка болта невозможна или нерациональна. Например, нет места для размещения гайки, нет доступа к гайке, при большой толщине детали необходимо глубокое сверление и длинный болт и т.п. Если при эксплуатации деталь часто снимают и затем снова ставят на место, то ее следует закреплять болтами или шпильками, так как винты в многократном завинчивании может повредить резьбу в детали. Повреждение резьбы в этом случае более вероятно, если деталь изготовлена из малопрочных хрупких материалов, например из чугуна, дюралюминия и т.п. Подкладную шайбу ставят под гайку или головку винта для уменьшения смятия детали (гайкой, если деталь сделана из менее прочного материала(пластмассы, дерева и т.д.), предохранения чистых поверхностей деталей от царапин при завинчивании гайки(винта); перекрытия большого зазора отверстия. В других случаях подкладную шайбу использовать нецелесообразно. Кроме подкладных шайб применяют стопорные или предохранительные шайбы, которые предохранят соединение от самоотвинчивания. Шпонки – это конструктивный элемент, служащий для соединения с валом деталей передающих вращательное и колебательное движение. По конструкции шпонки делятся на призматические, сегментные, клиновые (рис.7). 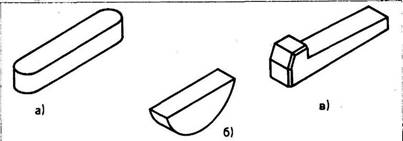 Рисунок 7 - Шпонки: а – призматическая; б – сегментная, в – клиновая. Заклепочные соединения Клепаное соединение - неразъемное. В большинстве случаев его применяют для соединения листов и фасонных профилей. Соединение образуют расклепыванием стрежня заклепки, вставленное в отверстие деталей. При расклепывании вследствие пластических деформаций образуется замыкающая головка, а стержень заклепки заполняет зазор в отверстии. Силы, вызванные упругими деформациями деталей и стержня заклепки, стягивают детали. Относительному сдвигу деталей оказывают сопротивление стержни заклепок и частично силы трения в стыке. Отверстия в деталях продавливают или сверлят. Сверление менее производительно, но обеспечивает повышенную прочность. При продавливании листы деформируются, по краям отверстия появляются мелкие трещины, а на выходной стороне отверстия образуется острая кромка, которая может вызвать подрез стержня заклепки. Поэтому продавливание иногда сочетают с последующим рассверливанием. Клепку (осаживание стержня) можно производить вручную или машинным способом. Машинная клепка дает соединения повышенного качества, так как она обеспечивает однородность посади заклепок и увеличивает силы сжатия деталей. Стальные заклепки малого диаметра (до 10 мм) и заклепки из цветных металлов ставят без нагрева – холодная заклепка. Стальные заклепки диаметром больше 10 мм перед установкой в детали нагревают – горячая клепка. Предварительный нагрев заклепок, облегчает процесс клепки и повышает качество соединения (достигаются лучшее заполнение отверстия и повышенный натяг в стыке деталей, связанный с тепловыми деформациями при остывании). Клепаные соединения применяются для деталей, материал которых плохо сваривается, и в тех конструкциях, где важно растянуть во времени развития процесс разрушения. Например: разрушение одной или нескольких из тысяч заклепок крыла самолета еще не приводит к его разрушению, но уже может быть обнаружено и устранено при контроле и ремонте. 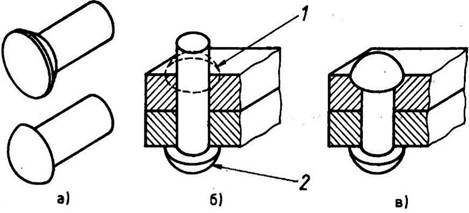 Рисунок 8 -Клепаное соединение Соединение пайкой и склеиванием В отличии от сварки пайка и склеивание позволяют соединять детали не только из однородных, но и из неоднородных материалов, например: сталь с аллюминием6 металлы со стеклом, графитом, фарфором, керамика с полупроводниками: пластмассы, дерево, резина и пр. При пайке и склеивании кромки детали не расплавляются, что позволяет более точно выдерживать их размеры и форму, а также производить повторные ремонтные соединения. По прочности паяные и клееные соединения уступают сварным в тех случаях, когда материал деталей обладает достаточно хорошей свариваемостью. Исключение составляют соединения тонкостенных элементов типа оболочек, когда имеется опасность прожога деталей при сварке. Применение пайки и склеивания в машиностроении возрастает в связи с широким внедрением новых конструкционным металлов (например, пластмасс) и высокопрочных легированных сталей, многие из которых плохо свариваются. Примерами применения пайки и склеивания в машиностроении могут служить радиаторы автомобилей и тракторов, камеры сгорания жидкостных реактивных двигателей, лопатки турбин, топливные и масляные трубопроводы и др. Пайка и склеивание является одним из основных видов соединения в приборостроении, в том числе и радиотехнике, где они являются преимущественно связующими, а не силовыми соединениями. Процессы пайки и склеивания сравнительно легко поддаются механизации и автоматизации. Во многих случаях применение пайки и склеивания приводит к значительному повышению производительности труда, снижению массы и стоимости конструкций. Эффективность применения паяных и клееных соединений, их прочность и другие качественные характеристики в значительной степени определяются качеством технологического процесса: правильным подбором типа припоя и клей, температурным режимом, очисткой поверхностей стыка, их защитой от окисления и др. Соединения пайкой Соединение образуется в результате химических связей материала деталей и присадочного материала, называемого припоем. Температура плавления припоя (например, олово) ниже температуры плавления материала деталей, поэтому в процессе пайки детали остаются твердыми. При пайке расплавленный припой растекается по нагретым поверхностям стыка деталей. Поверхности детали обезжиривают, очищают от окислов и прочих посторонних частиц. Без этого нельзя обеспечить хорошую смачиваемость поверхности припоем и заполнение зазора в стыке. Размер зазора в стыке деталей в значительной мере определяет прочность соединения. Уменьшение зазора до некоторого предела увеличивает прочность. Это связано, во – первых, с тем, что при малых зазорах появляется эффект капиллярного течения, способствующий заполнению зазора расплавленным припоем; во – вторых, диффузионный процесс и процесс растворения материалов деталей и припоя может распространяться на всю толщину паяного шва (диффузионный слой и слой раствора прочнее самого припоя). Чрезмерно малые зазоры препятствуют течению припоя. Размер оптимального зазора зависит от типа припоя и материала деталей. Для пайки стальных деталей тугоплавкими припоями (серебряными и медными) приближенно рекомендуется зазор 0,003 – 0,15 мм, при легкоплавких припоях (оловянных) - 0,05 – 0,2 мм. Необходимость малых и равномерно распределенных зазоров является одним из недостатков пайки, ограничивающим ее применение, в особенности для крупногабаритных конструкций. По сравнению со сваркой пайка требует более точной механической обработки и сборки деталей перед пайкой. Нагрев припоя и деталей при пайке осуществляется паяльником, газовой горелкой, ТВЧ, в термических печах, погружением в ванну с расплавленным припоем и др. Для уменьшения вредного влияния окисления поверхностей деталей применяют специальные флюсы (на основе буры, хлористого цинка, канифоли); паяют в среде нейтральных газов (аргона) или в вакууме. В качестве припоев применяют как чистые металлы, так и сплавы. Чаще других применяют сплавы на основе олова, меди, серебра. При соединении стальных деталей прочность материала деталей обычно больше прочности материала шва. В побочных случаях условие равнопрочности можно обеспечить только для нахлесточных соединений. Соединение склеиванием Конструкция клеевых соединений подобна конструкции паяных, только припой здесь заменен клеем, а образование соединения выполняют без нагрева деталей. Соединение осуществляется за счет сил адгезии (сил сцепления) в процессе затвердевания твердого клея. Имеются клеевые составы с избирательной адгезией к каким – либо определенным металлам – это специальные клеи (например, резиновые); с высокой адгезией к различным металлам (например, к металлам, керамике, дереву, пластмассам и др.) – это универсальные клеи. В процессе склеивания выполняют ряд последовательных операций: подготовку поверхностей деталей, нанесение клея, сборку соединения, выдержку при соответствующих давлении и температуре. Подготовка деталей обычно заключается в их взаимной пригонке, образовании шероховатости путем зачистки наждачной шкурки или пескойструнным аппаратом, удалении пыли и обезжиривании с помощью органических растворителей. Шероховатость увеличивает поверхность склеивания. Клей наносят кистью или пульверизатором. Сравнительно длительная выдержка, необходимая для полимеризации, является одним из недостатков клеевых соединений. Прочность клеевого соединения в значительной степени зависит от толщины слоя клея, которую рекомендуется назначать в пределах 0,05-0,15 мм. Толщина слоя клея зависит от его вязкости и давления при склеивании. Клеевые соединения лучше работают на сдвиг, хуже на отрыв. Поэтому предпочтительны нахлесточные соединения. Для повышения прочности применяют комбинацию клеевого соединения с резьбовым, сварным или заклепочным. Качество клеевого соединения характеризуется не только его прочностью, но и водостойкостью, теплостойкостью и другими показателями. Клеммовые соединения Применяют для закрепления деталей на осях и валах, цилиндрических колоннах, кронштейнах и т.д. По конструктивным признакам различают два типа клеммовых соединений: а) со ступицей, имеющей прорезь; б) с разъемной ступицей. Разъемная ступица несколько увеличивает массу и стоимость соединения, но при этом становится возможным устанавливать клемму в любой части вала независимо от формы соседних участков и других расположенных на валу деталей. При соединении деталей с помощью клемм используют силы трения, которые возникают от затяжки болтов, но клеммовые соединения не рекомендуют применять для больших нагрузок. Достоинство клеммового соединения: простота монтажа и демонтажа, самопредохранение от перегрузки, а также возможность перестановки и регулировки взаимного расположения деталей как в осевом, так и в окружном направлениях. Наличие больших зазоров в соединении может привести к разрушению клеммы от напряжений изгиба. Практически конструкция с большим зазором считается дефектной. Шпоночные и зубчатые (шлицевые) соединения Служат для закрепления деталей на осях и валах. Такими деталями являются шкивы, зубчатые колеса, муфты, маховики, кулачки и т.д. Соединения в основном нагружаются вращающим моментом. Шпоночные соединения Все основные виды шпонок можно разделить на клиновые и призматические. Первая группа шпонок образует напряженные (в соединении образуется напряжение до приложения внешней нагрузки), а вторая – ненапряженные соединения. 1. Соединение клиновыми шпонками (например, врезной клиновой шпонкой) характеризуется свободной посадкой ступицы на вал (с зазором); расположением шпонки в пазе с зазорами по боковым граням (рабочими являются широкие грани шпонки); передачей вращающегося момента от вала к ступице в основном силами трения, которые образуются в соединении от запрессовки шпонки. Запрессовка шпонки смещает центры вала и ступицы на величину ∆, равную половине зазора и деформации деталей. Это смещение вызывает дисбаланс и неблагоприятно сказывается на работе механизма при больших частотах вращения. Клиновая форма шпонки может вызвать перекос детали, при котором ее торцовая плоскость не будет перпендикулярна оси вала. Обработка паза в ступице с уклоном шпонки, создает дополнительные технологические трудности и часто требует индивидуальной пригонки шпонки по пазу. Такая пригонка совершенно недопустима в условиях массового производства. Эти недостатки послужили причиной того, что применение клиновых шпонок резко сократилось в условиях современного производства. Значительное сокращение применения клиновых шпонок позволяет не рассматривать в настоящем курсе их конструктивные разновидности и расчет на прочность. 2. Соединение призматическими шпонками ненапряженное. Оно требует изготовление вала и отверстия с большой точностью. Во многих случаях посадка ступицы на вал производиться с натягом. Момент передается с вала на ступицу боковыми узкими гранями шпонки. При этом на них возникает напряжение смятия σ см, а в продольном сечении шпонки – напряжение среза τ. Параллельность граней призматической шпонки позволяет осуществлять подвижные в осевом направлении соединения ступицы с валом (коробки скоростей и др.). силы трения, возникающие при перемещении ступицы в подвижном соединении могут нарушить правильное положение шпонки, поэтому ее рекомендуют крепить к валу винтами. В некоторых конструкциях подвижных соединений целесообразно применять короткие шпонки, прикрепленные к ступице. Оценка соединений призматическими шпонками и их применение Призматические шпонки широко применяют во всех отраслях машиностроения. Простота конструкции и сравнительно низкая стоимость – главные достоинства этого вида соединений. Отрицательные свойства: соединение ослабляет вал и ступицу шпоночными пазами; концентрация напряжения в зоне шпоночной канавки снижает сопротивление усталости вала; прочность соединения ниже прочности вала и ступицы, в особенности при переходных посадках или посадках с зазором. Поэтому шпоночные соединения не рекомендуют ля быстроходных динамически нагруженных валов. Технологическим недостатком призматических шпонок является трудность обеспечения их взаимозаменяемости, т.е. необходимость пригонки или подбора шпонки по пазу, что ограничивает их применение в крупносерийном и массовом производстве. Пригонкой стремятся обеспечить устойчивое положение шпонки в пазах, так как перекос (выворачивание) шпонки значительно ослабляет соединение. Сегментная шпонка с глубоким пазом в этом отношении обладает преимуществом перед простой призматической шпонкой. Ее предпочитают применять при массовом производстве. Зубчатые (шлицевые) соединения Зубчатые соединения образуются при наличии наружных зубьев на валу и внутренних зубьев в отверстии ступицы. Размеры зубчатых соединений, а также допуски на них стандартизованы. Зубья на валах получают фрезерованием, строганием или накатыванием. Протягивание – высокопроизводительный способ и широко применяется в массовом производстве. Для отделочных операций используют шлифование, дорнирование и др. Стандартом предусмотрены три серии соединений: · Легкая; · Средняя; · Тяжелая. Они отличаются высотой и числом зубьев, число зубьев изменяется от 6 до 20. У соединений тяжелой серии зубья выше, а их число больше, что позволяет передавать больше нагрузки. По форме профиля различают зубья · Прямобочные - соединения с прямобочными зубьями выполняют с центрированием по боковым граням, по наружному или внутреннему диаметрам. · Эвольвентные - соединения с эфольвентными зубьями предпочтмтельны для больих диаметров валов, когда для нарезания зубьев в отверстии и на валу могут быть использованы весьма совершенные технологические способы, применяемые для зубчатых колес. Для сравнительно малых и средних диаметров преимущественно применяют соединения с прямобочными зубьями, так как эвольвентные протяжки дороже прямобочных. (это связано с трудностями образования режущих кромок на боковых поверхностях фасонных профилей эвольвентных зубьев протяжки). Соединения деталей посадкой с натягом Соединение двух деталей по круговой цилиндрической поверхности можно осуществить непосредственно без применения болтов, шпонок и др. Для этого достаточно при изготовлении деталей обеспечить натяг посадки, а при сборке запрессовать одну деталь в другую. Натягом N называется положительная разность диаметров вала и отверстия: N = B – A. После сборки вследствие упругих и пластических деформаций диаметр d посадочных поверхностей становится общим. При этом на поверхности возникают удельное давление р и соответствующие ему силы трения. Силы трения обеспечивают неподвижность соединения и позволяют воспринимать вращающий момент в осевую силу. Защемление вала во втулке позволяет, кроме того, нагружать соединение изгибающим моментом. Нагрузочная способность соединения, прежде всего, зависит от натяга, величину которого устанавливают в соответствии с нагрузкой. Практически натяг не очень невелик, он измеряется микрометрами и не может быть выполнен точно. Неизбежные погрешности приводят к рассеиванию натяга,а следовательно и к рассеиванию нагрузочной способности соединения. Сборку соединения выполняют одним из трех способов: прессованием, нагревом втулки, охлаждением вала. Прессование – распространенный и несложный способ сборки. Однако этому способу свойственны недостатки: смятие и частичное срезание (шабровка) шероховатостей посадочных поверхностей, возможность неравномерных деформаций деталей и повреждения от торцов. Шабровка и смятие шероховатостей приводят к ослаблению прочности соединения до полутора раз по сравнению со сборкой нагревом или охлаждением. Для облегчения сборки и уменьшения шабровки концу вала и краю отверстия рекомендуется придавать коническую форму. Шабровка поверхностей контакта устраняется полностью при сборке по методу нагревания втулки (200 - 400˚С) или охлаждения вала (твердая углекислота -79 ˚С). Недостатком метода нагревания является возможность изменения структуры металла, появления окалины и коробления. Метод охлаждения свободен от этих недостатков. Задание 2. Заполните таблицу.
Задание 3. Ответить на контрольные вопросы. 1. Какие виды соединений вы знаете? Дайте их характеристики. 2. Приведите примеры разъемных соединений. 3. Методы получения не разъемных соединений. 4. Отличия болтового и винтового соединения. 5. Заклепочные соединения-это…. ПРАКТИЧЕСКАЯ РАБОТА №18 |