Метод указ. метод указ - ТОР. Методы оценки свойств машиностроительных материалов определение твердости металлов по Бринеллю, по Роквеллу, по Виккерсу
 Скачать 5.46 Mb. Скачать 5.46 Mb.
|

|
Тема: Разметка и резка заготовок. Цель: научиться определять последовательность выполнения работы и выбирать инструмент при разметке и резки. Оборудование, материалы и вспомогательные средства: - слесарный верстак - линейка металлическая - чертилка - циркуль - кернер - штангенциркуль - металлические пластины - шаблон Ход работы Задание 1. Внимательно изучите общие сведения о разметке и резке металлов 1.1 Разметка линейная применяется при раскрое фасонного проката, подготовке заготовок для изделий из проволоки, прутка, полосовой стали и т.д., т.е. тогда, когда границы указывают только одним размером – длинной. 1.2 Разметка плоскостная применяется для геометрических построений на плоских поверхностях листов, заготовок или деталей. 1.3 Разметка пространственная применяется для графических построений, осуществляемых на поверхностях заготовок и деталей, расположенных в разных плоскостях под различными углами друг к другу. 2.Последовательность выполнения разметки плоской поверхности заготовки с помощью линейки и чертилки - Найти на чертеже крайние точки детали. - Найти расстояние между крайними точками детали на чертеже. - Наметить начальную точку отсчета на базовой стороне заготовки. Базой называется поверхность или специально подготовленные риски, от которых производят измерения и отсчеты размеров в процессе разметки. На базовой стороне размечаемой плоскости отложить вторую точку. -Отложить на размечаемой плоскости все габаритные размеры детали. - Отметить рисками отложенные размеры. Риски обычно наносят в следующем порядке: сначала все горизонтальные риски, затем вертикальные, после этого наклонные и в последнюю очередь – окружности, дуги и закругления. -Соединить чертой нанесенные риски. - Накернить разметочные линии (слегка наклонив кернер «от себя», установить его острие точно на риске, затем кернер расположить к перпендикулярно размечаемой плоскости и нанести по его ударной части (боек) несильный удар слесарным молотком; в такой же последовательности делать остальные керновые углубления). 3.Типичные дефекты при выполнении разметки металла, причины их возникновения и способы предупреждения
Задание 2. Ознакомьтесь с инструментами и приспособления, применяемые при разметке 2.1 Чертилки служат для нанесения линий (рисок) на разметочную поверхность заготовки. 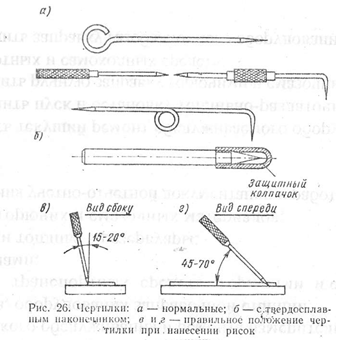 2.2 Кернеры применяются для нанесения углублений (кернов) на предварительно размеченных линиях. Это делается для того, чтобы линии были отчетливо видны и не стирались в процессе обработки. 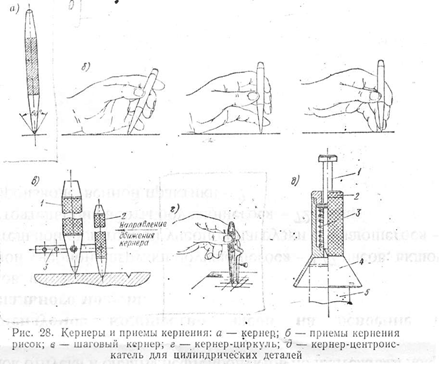 2.3 Разметочные циркули используют для разметки окружностей и дуг, деление окружностей и отрезков на части и других геометрических построений при разметке заготовки. 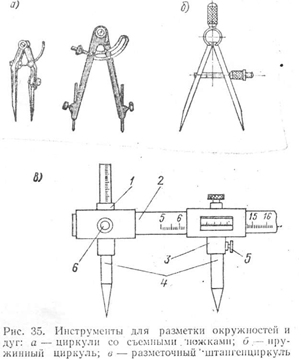 2.4 Шаблоном называется приспособление, по которому изготавливают детали и проверяют их после обработки. 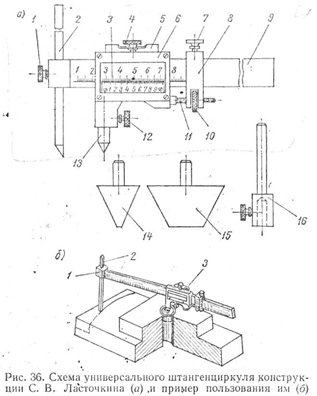 Резка механическая металла, назначение Резка металла – это разделение металла на части режущим инструментом. Инструмент, применяемый при резке При резке металла пользуются различными инструментами: кусачками, ножницами, ножовками, труборезами. Применение того или иного инструмента зависит от материала, профиля и размеров обрабатываемой заготовки или детали. Например, для резки проволоки применяют кусачки (рис, 1,а), которые изготовляют из инструментальной стали марки У7 или У8. Губки кусачек подвергаются закалке с последующим низким (нагрев до 200° С и медленное охлаждение) отпуском. 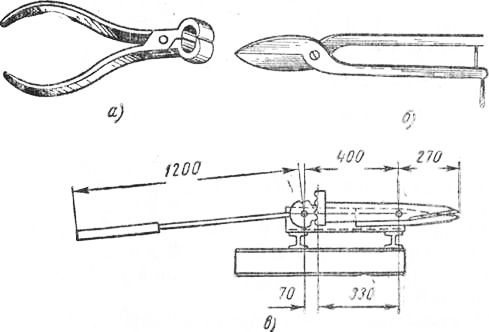 Рис. 1. Инструменты для резки металла: а — кусачки, б — стуловые ножницы, в — рычажные ножницы Для резки листового материала используют ручные, стуловые, рычажные, электрические, пневматические, гильотинные, дисковые ножницы. Тонкий листовой материал (до 3 мм) обычно режут ручными или стуловыми ножницами (рис. 1, б), а толстый (от 3 до 6 мм) — рычажными (рис. 1, в). Такие ножницы изготовляют из углеродистой инструментальной стали У8, У10. Режущие кромки ножниц закаливают. Угол заострения режущих кромок ножниц обычно не превышает 20—30°. При резке ножницами предварительно размеченный металлический лист располагают между лезвиями ножниц с таким расчетом, чтобы разметочная линия совпадала с верхним лезвием ножниц. Для резки небольших заготовок или деталей применяют ручные и электромеханические ножовки. Ручная ножовка (рис. 3) представляет собой стальную раздвижную рамку, называемую станком, в которой укреплено стальное ножовочное полотно. Ножовочное полотно имеет форму пластины длиной до 300 мм, шириной от 3 до 16 мм и толщиной от 0,65 до 0,8 мм. Зубья ножовочного полотна разводятся в разные стороны с таким расчетом, чтобы ширина пропила, образующегося при резке, получалась на 0,25—0,5 мм больше толщины ножовочного полотна. 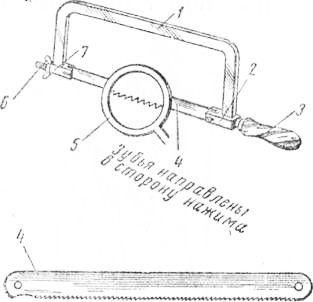 Рис. 3. Ножовка: 1 — станок, 2 — неподвижная серьга, 3 — рукоятка, 4 — ножовочное полотно, 5 — лупа, 6 — барашек, 7 — подвижная серьга Ножовочные полотна бывают с мелкими и крупными зубьями. При разрезании деталей с тонкими стенками, тонкостенных труб и тонкого профильного проката применяют полотна с мелкими зубьями, а для резки мягких металлов и чугуна — с крупными зубьями. Ножовочное полотно устанавливают в станке зубьями вперед и натягивают так, чтобы оно во время работы не перекашивалось. Перед началом работы разрезаемую заготовку или деталь устанавливают и зажимают в тисках так, чтобы разметочная линия (линия разреза) была расположена как можно ближе к губкам тисков. Во время работы слесарь должен держать ножовку за рукоятку правой рукой, а левая рука должна лежать на переднем конце станка. При перемещении ножовки от себя совершается рабочий ход. При этом ходе нужно делать нажим, а при обратном перемещении ножовки, т. е. при перемещении на себя, происходит холостой ход, при котором нажима не следует делать. Работа ручной ножовкой малопроизводительная и утомительна для рабочего. Применение электромеханических ножовок резко повышает производительность труда. Устройство электромеханической ножовки показано на рис. 4. В корпусе ножовки имеется электродвигатель, приводящий во вращение вал, на котором насажен барабан. 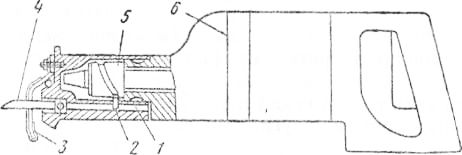 Рис. 4. Электромеханическая ножовка На барабане имеется спиральный паз, по которому перемещается палец, закрепленный в ползуне. К ползуну прикреплено ножовочное полотно. При работе электродвигателя барабан вращается, а ножовочное полотно, прикрепленное к ползуну, совершая возвратно-поступательное движение, режет металл. Планка предназначена для упора инструмента при работе. Для резки труб применяется труборез. Он состоит из скобы (рис. 5) с тремя дисковыми резцами, из которых резцы неподвижны, а резец подвижный, и рукоятки, установленной на резьбе. При работе труборез надевают на трубу, поворотом рукоятки придвигают подвижный диск до соприкосновения с поверхностью трубы, затем, вращая труборез вокруг трубы, разрезают ее. 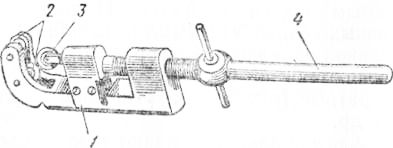 Рис. 5. Труборез Типичные дефекты при резке металла, причины их возникновения и способы предупреждения Резка металла слесарной ножовкой
Задание 3. Выберите инструмент и приспособления для разметки детали «конус усеченный». Выберите способ разметки детали и обоснуйте выбор.   Ø30 Ø30           Ø 50 Ø 50Рис 1. Конус усеченный Задание 4. Опешите последовательность работы при разметке. Задание 5. Разметьте плоскую поверхность заготовки с помощью линейки и чертилки, по чертежу Задание 6. Укажите, какие дефекты могут возникнуть в процессе разметки. Задание 7. Проставьте рядом с цифрами буквенные обозначения названий инструментов. После них в скобках укажите размеры измеряемых деталей. а — кронциркуль, б — линейка, в — микрометр, г — шаблон, д — нутромер, е — штангенциркуль. 1 – 2 – 3 – 4 – 5 – 6 – 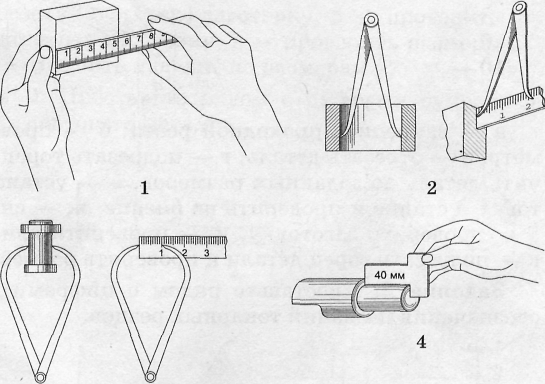 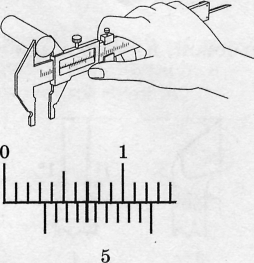 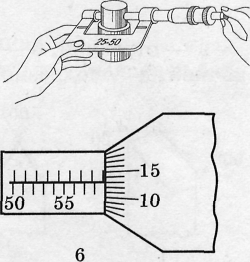 Задание 8. Контрольный опрос 1. Что такое разметка? 2. Для чего размечают заготовки 3. Какие различают виды разметки и в каких случаях они применяются? 4. Какие инструменты используют при разметке заготовок? 5. Что представляет собой чертилка и для чего она служит? 6 . Какие бывают Кернеры? Практическое занятие №14. Тема: Гибка заготовки. Цель работы: 1.Рассмотреть правила и последовательность выполнения гибки 2.Научить выбирать инструмент при выполнение гибки металла. Основные понятия: Гибка. Методические рекомендации. 1.Отчёт оформляется на отдельном листе формата А 4 (если выполнен в электронном виде) или в тетради для практических занятий. Все отчёты хранятся в одном электронном документе и дополняются титульным листом. Отчёт о практическом занятии должен содержать: Тему занятия (работы). Цель работы. Задание для исполнения. Выполненные задания. Ответы на контрольные вопросы (если требуется выполнить их письменно). Выводы, если предусмотрены особенностями практического занятия. Ход работы Задание 1. Внимательно изучите общие сведения о гибки заготовок. Гибка это слесарная операция, которая применяется для придания заготовке изогнутой формы по заданному контуру: под углом, по радиусу и по фасонным кривым. Ручную гибку часто производят в тисках с помощью слесарного молотка, используя при этом различные приспособления. Гибку можно выполнять по образцу, по месту, по разметке и по шаблону. При изготовлении деталей из тонкого полосового металла и проволоки методом гибки применяют плоскогубцы для захвата, зажима и удержания мелких деталей (рис. 16) Приемы гибки тонкого полосового металла и проволоки  (Рис.16) Окончательное формирование хомутика производят на оправке в тисках с помощью молотка. Круглогубцами пользуются при загибании проволоки . Их губки имеют круглую конусную форму. Отрезку проволоки в процессе изготовления пружин и стержней сечением до 3мм производят острогубцами. В условиях современного производства применяется главным образом механизированная гибка, выполняемая в основном на гибочных прессах, листогибочных вальцах. Гибка труб производится в холодном и горячем состоянии. Чтобы при гибке не помять трубу., ее предварительно набивают наполнителем (песком). Трубы с наполнителем обычно гнут на стальных оправках, шаблонах и роликовых приспособлениях. Гибка труб в холодном состоянии производится с наполнителями или без них, а в нагретом состоянии – преимущественно с наполнителями. Трубы небольшого диаметра (примерно до 20мм) при радиусе загиба до 50мм можно гнуть в холодном состояние без наполнителей.  (Рис.17) Гибку трубы холодным способом с наполнителем – песком осуществляют следующим образом: - отжигают место гибки; - изготовляют две деревянные пробки длиной, равной 2-3 диаметром трубы; - забивают пробку в один конец трубы; - насыпают совком сухой песок в трубу и при этом постукивают по ней для уплотнения песка; - забивают деревянную пробку в другой конец трубы; - закладывают конец трубы в приспособлении так, чтобы сварной шов 9если труба цельнотянутая) находился сверху; - взяв обеими руками трубу за длинный конец, осторожно сгибают ее на требуемый угол. После этого трубу снимают, вынимают пробки и высыпают песок. Гибка труб без нагрева производится на ручных и приводных трубогибочных станках разных типов. Приспособление для гибки труб  (Рис.18) На рис. 18 показано приспособление для гибки труб оно имеет опорную планку 5, с помощью которой крепится болтами к верстаку. Рабочими органами приспособления являются неподвижный ролик 3 с хомутиком 4, укрепленный на стержне 6, скоба 7, подвижный ролик 2 и рукоятка 1. Изгибаемую трубу концом закладывают в хомутик между роликами, затем вращают скобу вокруг оси неподвижного ролика до получения требуемого изгиба, возвращают скобу в исходное положение и вынимают трубу. Вальцовка труб. Эта операция заключается в раскатывании (расширении) концов труб изнутри особым инструментом – вальцовкой. Вальцевание применяют с целью укрепления труб во во фланцах паропроводов и для других целей. Навивка пружин. Пружины небольшого диаметра навивают в тисках на цилиндрической оправке. Диаметр оправки должен быть меньше внутреннего диаметра пружины, т.к. пружина после снятия ее с оправки немного расходится, т.е. увеличивается в диаметре. На конце оправки сверлят отверстие диаметром на 0,1-0,2мм больше диаметра проволоки, из которой навивается пружина. Конец пружинной проволоки заправляют в отверстие и загибают под углом, чтобы она при навивке не соскочила с оправки. Оправку со вставленной в ее отверстие проволокой зажимают в тисках между деревянными нагубниками.  Задание 2. Дайте определение основным понятиям. Задание 3. Определите последовательность выполнения работы при гибки полосового металла. Задание 4. Заполните таблицу
Задание 5. Вывод Задание 6. Дайте письменный ответ на контрольный опрос. 1. Что произойдёт, если губку тонколистового металла выполнять слесарным молотком без применения деревянного бруска? 2. Какие приспособления применяют при гибки? 3. Как согнуть толстую проволоку? 4. Перечислите, виды гибки металлов. 5. Каким образом производят гибку труб? Практическое занятие №15 |