Практические работы. 1. МУ ПР мдк 0103. Методические указания для практических занятий по мдк. 01. 03 Технология сварочных работ при сооружении нефтегазовых объектов для обучающихся по специальности 22. 02. 06 Сварочное
 Скачать 2.85 Mb. Скачать 2.85 Mb.
|

|
Тема 2.4 Механизированная сварка Практическая работа № 10 «Определение причин возникновения дефектов при механизированной сварке трубопровода» Цель занятия: Получение первичных практических навыков определения причин возникновения дефектов при механизированной сварке трубопроводов. Проверяемые результаты обучения: ДК 1.2, 1.3. ОК 2 Оборудование и материалы: 1. Образцы Контрольных сварные соединений (КСС), выполненные способом частично механизированной сваркой в среде защитных газов; 2. Штангенциркуль ЩЦ-1; 3. Универсальный шаблон сварщика УШС-2; 4. Лупа-линза КУРС 67553 75х3 6. Комплект нормативной документации: РД 03-606-03 «Инструкция по визуально измерительному контролю», ГОСТ Р ИСО 6520-1-2012 Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением. Основные теоретические положения: Особенности возникновения дефектов сварочных швов при механизированной сварке. Неравномерность формы шва (рис.10.1 а) при механизированной сварке могут возникнуть по причине: проскальзывании сварочной проволоки в подающем механизме, перепаде напряжения в питающей сети, неудовлетворительной подготовкой кромок свариваемых соединений, а также неравномерным перемещением сварочной дуги вдоль изделия.  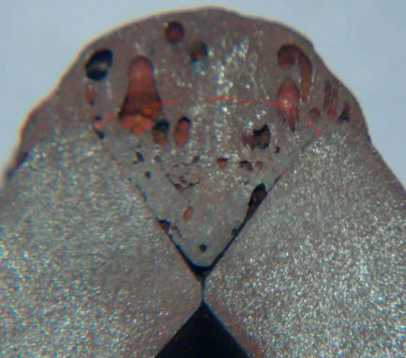  а) б) в) Рисунок 10.1 Дефекты сварочного шва: а-неравномерность формы, б-внутренние поры, в- подрезы. Внутренние поры в сварных швах (рис.10.1 б) образуются при быстром остывании расплавленного металла из-за того, что газы, присутствующие в сварочной ванне, не успевают выйти из неё наружу и остаются в застывшем металле в виде пузырьков. Поры могут быть как внутренними сварными дефектами так и и наружными выходящими на поверхность. Наружные поры называются свищами. Причинами образования газовых пор в сварных швах могут стать присутствие ржавчины, окалины, масляных плёнок и другие загрязнений на сварных кромках, на сварочной проволоке или на присадочных материалах. Причинами образования пор могут служить недостаточная чистота защитных газов и присутствие в ней вредных примесей. Также поры возникают при очень большой скорости сварки, из-за чего газовая защита зоны сварки может стать менее неэффективной. Поры в сварных швах появляются и при повышенном содержании углерода в составе свариваемого металла и при неверно подобранной марки сварочной проволоки. В особенности, если сварка производится в среде углекислого газа. Подрезы при полуавтоматической сварке (рис. 10.,в) чаще всего возникают при неправильном угле наклона горелки. Наплывы ((рис. 10.2 а) образуются при натекании жидкого расплавленного электродного металла на не нагретую поверхность свариваемого изделия. Наплывы ухудшают внешний вид швов и снижают их работоспособность, Наплывы возникают при автоматической и полуавтоматической сварке при пониженной силе тока. Трещины (рис.10.2 б) возникают в основном в кратерах при сварке прерывистых швов полуавтоматами. Иногда трещины образуются при жестком закреплении конструкций, не дающих свободной усадки свариваемых кромок.  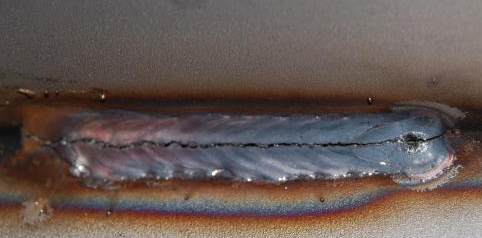 а) б) Рисунок 10.2 Дефекты сварочных швов: а- наплыв, б - трещина Порядок выполнения работы: 1.Ознакомиться с теоретическими положениями МУ, нормативных документов. 2.выполнить задание. Задание №1 В рабочей тетради нарисовать эскиз и описать наружные дефекты сварочного шва предложенного КСС. Определить причины их возникновения. Тема 2.10 Разработка технологии сварки Практическая работа № 11 «Разработка технологии сварки трубного узла» Цель занятия: формирование навыков разработки и использования технологии сварки трубных узлов при сооружении нефтегазовых объектов Проверяемые результаты обучения: ДК 1.2, 1.3. ОК 2 Оборудование и материалы: Нормативная документация: Технологические инструкции по сварке .Р Нострой 2.10.12-2014 «Сварочные работы» Основные теоретические положения: Технология сварки – это комплекс операций, материалов и оборудования, который позволяет изготовить сварной стык в соответствии с требованиями действующих нормативных документов – ГОСТов, ОСТов, руководящих документов (РД). В общем случае технология сварки стыкового соединения включает в себя: 1. Характеристику свариваемого основного материала; 2. Характеристику выбранного способа сварки; 3. Эскиз подготовки кромок и сварного соединения согласно ГОСТ; 4. Расчет (подбор) режима сварки; 5. Подбор сварочных материалов и их характеристику; 6. Подбор сварочного оборудования и его характеристику; 7. Расчет температуры предварительного подогрева и описание вида последующей термообработки. Порядок выполнения работы: 1.Ознакомиться с теоретическим материалом МУ и нормативной документации. 2.Выполнить задание. Задание № 1: В рабочей тетради нарисовать эскиз трубного узла труба + фланец (рис.11.1), согласно варианта задания таблица 11.1. 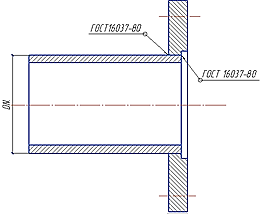 Рисунок 11.1 Сварной узел труба + фланец Таблица 11.1 Варианты задания*
*Все размеры по ГОСТ 31447-2012 «Трубы стальные сварные для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов. Технические условия (с Поправкой)» Задание № 2 Выбрать марку стали (на Ваше усмотрение), обосновать выбор. Задание № 3 Для предложенной марки стали выбрать способ сварки и задать режимы сварки; Задание № 4 Предложить сварочные материалы и сварочное оборудование Задание № 5 Ответить на вопросы: 1.Структура технологического процесса сборки и сварки трубного узла; 2.Принцып выбора сварочного оборудования и сварочных материалов для сварки магистральных трубопроводов. 3. Методы контроля сварных стыков магистральных трубопроводов. Тема 3.4 Подготовительные работы Практическая работа № 12 «Классификация сборочных приспособлений для монтажа трубопровода» Цель занятия: Получение первичных практических навыков классификации сборочных приспособлений для монтажа трубопроводов в зависимости от их технологических параметров Проверяемые результаты обучения: ДК 1.2, 1.3. ОК 2 Основные теоретические положения: Основное назначение сборочного приспособления – обеспечение базирования деталей узлов, панелей в сборочном положении и соединение их в сборочную единицу. Общие требования к сборочному приспособлению: - сохранение точности размеров в процессе сборки; - обеспечение свободных подходов для установки деталей и сборочных единиц (узлов, панелей) и выполнения соединений; - рациональные размеры приспособлений для лучшего использования производственных площадей; - использование в конструкции приспособления наибольшего количества стандартизованных элементов для удешевления и сокращения сроков проектирования и изготовления приспособлений; - обеспечение загрузки деталей, сборочных единиц и выема собранной сборочной единицы; - обеспечение безопасности работы на приспособлении. Особенность технологии сборки трубопроводов заключается в том, что элементы и узлы трубопроводов имеют разнообразные конструкции и размеры. Чтобы получить размеры элементов и узлов указанной в чертеже точности, необходимо их сборку по разметке заменять сборкой с помощью специальных приспособлений. Порядок выполнения работы: 1.Ознакомиться с теоретическим материалом МУ. 2.Выполнить задание. Задание № 1 Используя материалы лекций и ресурсы интернета, в рабочей тетради составить перечень сборочных приспособлений для монтажа трубопроводов различного: назначения, диаметра, способа прокладки Задание № 2 Составить структурную схему классификации сборочных приспособлений для монтажа трубопроводов. Список литературы 1.Дедюх, Р. И. Технология сварочных работ: сварка плавлением : учебное пособие для СПО [Текст : Электронный ресурс] : Учебное пособие / Р. И. Дедюх. - Электрон. дан.col. - М : Издательство Юрайт, 2018. - 169 с. - (Профессиональное образование). 2. Кусков, В. Н. Технология и оборудование физико-технической и механической обра- ботки [Текст] : учебное пособие. Т. 1. Сварочное производство / В. Н. Кусков, Р. А. Мама- далиев, Р. Ю. Некрасов. - Тюмень : ТИУ, 2017. - 161 с. 3. Оботуров, В. И. Сварка трубопроводов из полимерных материалов : учебное пособие / В. И. Оботуров, М. Н. Попова. — Москва : Московский государственный строительный университет, Ай Пи Эр Медиа, ЭБС АСВ, 2014. — 166 c. — ISBN 978-5-7264-0818-7. — Текст : электронный // Электронно-библиотечная система IPR BOOKS : [сайт]. — URL: http://www.iprbookshop.ru/22250.html (дата обращения: 26.08.2019). — Режим доступа: для авторизир. пользователей. 4. Черепахин, А. А. Технология сварочных работ : учебник для СПО [Текст : Электрон- ный ресурс] : Учебник / А. А. Черепахин. - 2-е изд., испр. и доп. - Электрон. дан.col. - М : Издательство Юрайт, 2018. - 269 с. - (Профессиональное образование). 5. Шестель, Л. А. Производство сварных конструкций [Электронный ресурс] : Учебное пособие / Л. А. Шестель, В. Ф. Мухин, Д. А. Куташов. - Омск : Омский государственный технический университет, 2017. - 171 с. Книга находится в премиум-версии ЭБС IPR BOOKS. Практические занятия по МДК.01.03 Технология сварочных работ при сооружении нефтегазовых объектов Учебное издание . Методические указания по выполнению лабораторно-практических работ Составитель: Копысов Андрей Георгиевич, Ответственный редактор А.И. Гаскарова, председатель цикловой комиссии ЭГН и СП отделения СОНХ В авторской редакции Подписано в печать _________ 2019. Формат 60×90 1/16. Усл.печ.л. 3 Тираж экз. Заказ №_____. Библиотечно-издательский комплекс федерального государственного бюджетного образовательного учреждения высшего профессионального образования «Тюменский индустриальный университет». 625000, Тюмень, ул. Володарского, 38. Типография библиотечно-издательского комплекса. 625039, Тюмень, ул. Киевская, 52. |