Контактная сварка. Василий контактная сварка. Наиболее прогрессивен вид нового сварочного оборудования, выполняемого в настоящее время по инверторной схеме. В большинстве случаев оборудование неразрывно связано с конкретным типом проволокоподающего устройства
 Скачать 273.2 Kb. Скачать 273.2 Kb.
|

|
3 Расчет сварных соединений, выполненных контактным швом Расчет стыкового шва, работающего на растяжение или сжатие, производится по уравнению: где Допустимая растягивающая или сжимающая сила: Расчет стыкового шва, работающего на изгиб осуществляется по формуле: где: М - изгибающий момент Н/мм; Wc – момент сопротивления расчетного сечения. Напряжения, возникающие от изгибания момента М и растягивающей или сжимающей силы Р, определяются из выражения:  Расчет сварных соединений внахлестку. Сварные соединения внахлестку выполняются угловыми швами. Расчет угловых швов всех типов унифицирован и производится по единым формулам. Напряжение, среза определяется из уравнения где Р - нагрузка, Н; Допустимая (сдвигающая) нагрузка: При нагружении простого углового шва только моментом условие прочности шва на изгиб запишется так: где М - изгибающий момент, Н/мм; Wc - момент сопротивления опасного сечения шва. При нагружении простого углового шва моментом М и продольной силой Р напряжение на срез составит где Fc = 0,7kl - площадь опасного сечения шва, мм2. Комбинированные сварные швы применяются в том случае, селя про стой угловой шов (лобовой, косой, фланго вый) не обеспечивает необходимую прочность сварного соединения (рис. 49). Условие прочности комбинированных швов, нагруженных моментом в плоскости стыка, при приближенном расчете выразится уравнением а при уточненном расчете  , ,где ρmax - наибольший радиус от центра тяжести площади опасных сечений шва; 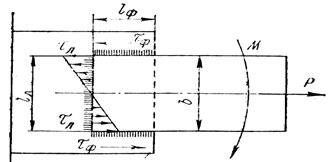 Рис.9. Схема к расчету комбинированного сварного соединения при сложном нагружении Условие прочности комбинированных швов, нагруженных моментом М и сдвигающей силой Р в плоскости стыка (рис. 50), записывается следующим образом: где 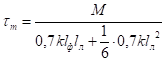 ; ; Расчет пробочных, прорезных и проплавных соединений и соединений втавр. Прочность пробочных, прорезных и проплавных соединений, работающих обычно на срез, определяется формулой При выполнении соединений втавр без подготовки кромки соединяемых элементов допускаемая растягивающая нагрузка допускаемая сжимающая нагрузка При выполнении соединений с подготовкой кромок или автоматической сваркой с глубоким проплавом металла соединяемых элементов Условие прочности соединения втавр, выполненного стыковым швом при действии растягивающей силы Р и момента запишется так: при выполнении угловым швом Условие прочности соединения втавр, нагруженного крутящим и изгибающим моментами Расчет соединений, выполненных контактной сваркой. При выполнении соединения стыковым швом расчетное сечение принимается равным сечению свариваемых элементов. При статической нагрузке стык принимают равнопрочным цельному металлу и поэтому на прочность не проверяется. Прочность соединений точечной сваркой, работающей в основном на срез, где z - число сварных точек; i - число плоскостей среза; d - диаметр сварной точки, мм. Прочность соединений линейной сваркой где b - ширина линии сварки; Прочность сварного шва встык оценивается коэффициентом прочности φ,  Рис.10 Соединение точечной сваркой 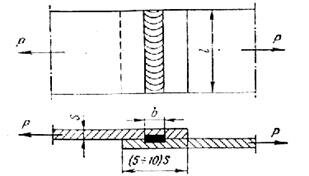 Рис. 11 Соединение роликовой сваркой т. е. отношением допускаемого напряжения сварного шва  Расчетные значения коэффициентов прочности φ стыковых швов следующие: - двусторонний, выполненный автоматической сваркой под слоем флюса - 1.00 - двусторонний, выполненный вручную с полным проваром - 0.95 - двусторонний, выполненный вручную с неполным проваром (в зависимости - от относительной глубины провара) - 0.80 - односторонний на подкладке - 0.90 - односторонний без подварки и подкладок, продольный - 0.70 - односторонний без подварки и подкладок, поперечный (кольцевой) - 0.80 - внахлестку - 0.80 Расчету сварных котлов и других сосудов высокого давления. Расчет, сводится к определению толщины стенки s. Прочность сварных швов обеспечивается введением коэффициента прочности швов φ2 D - диаметр сосуда, мм; р - давление в сосуде, Н/мм2; φ - коэффициент прочности шва; [σ]p - допускаемое напряжение растяжения, Н/мм2. Выбор допускаемых напряжений. Допускаемые напряжения и сварных швах из мало - и среднеуглеродистых сталей, а также низколегированных сталей при статической нагрузке можно выбрать по табл.7.1. Допускаемое напряжение основного металла в металлических конструкциях выбирают с коэффициентом безопасности по отношению к пределу текучести: для низкоуглеродистых сталей при расчете по основным нагрузкам n=1,35 - 1,6, а по основным и дополнительным нагрузкам n=1,2 - 1,3; для низколегированных сталей соответственно 1,5 - 1,7 и 1,3 - 1,4. Нижние значения относятся к строительным и крановым конструкциям при легких режимах работы, верхние - к крановым конструкциям при тяжелых режимах. Допускаемые напряжения основного металла при переменных нагрузках определяются умножением допускаемых напряжений для основного металла при статических нагрузках на коэффициент: где r - характеристика цикла напряжений где Определяем максимальную нагрузку, которую может выдержать сварное соединение из условия равнопрочности основному металлу, Принимаем коэффициент прочности стыкового шва одностороннего без подкладки и подварки φ=0,7, тогда допускаемое напряжение на растяжение для шва 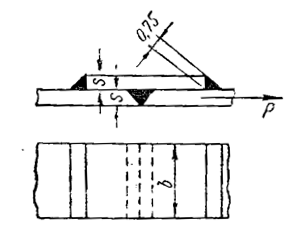 Рис. 12 Схема к расчету сварного соединения с накладкой Нагрузка, которую может воспринять стыковой шов длиной, равной ширине основного листа, составит Учитывая непровар в начале и кратер в конце шва, длину сварного шва уменьшаем на 40мм. Тогда нагрузка, воспринимаемая стыковым швом Из приведенного расчета следует, что прочность стыкового шва недостаточна и поэтому необходимо поставить накладку с использованием лобового шва. Нагрузка, которая должна быть воспринята лобовым швом Допускаемое напряжение на срез для лобового шва, выполненного электродуговой сваркой вручную электродом Э42, равно Определяем необходимую длину лобового шва для передачи нагрузки Рл = 23·104Н при s = 0,01м  Как следует из расчета, необходимо установить одностороннюю накладку толщиной s = 10мм. Сварное однодисковое зубчатое колесо (рис. 57) передает мощность N=154,5·103Вт при n=145об/мин. Материал диска 2 и ребер 3 - сталь Ст. 3. Материал ступицы 1 и обода 4 - сталь 35. Сварка выполнена вручную электродами Э42. Проверить прочность швов, соединяющих диск с ободом и диск со ступицей. Толщина швов k=8мм; Dст=200мм; Dд=747мм; Dе=765мм; b=180мм; Dо=675мм; d=130мм. 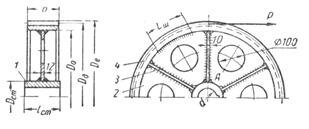 Рис. 13 Решение. Допускаемое напряжение на срез сварных швов выбираем, исходя из основного допускаемого напряжения на растяжение для стали Ст.3: швы у обода проверяются на срез по формуле где Р - окружное усилие; Lш =30k - условная длина сварных швов, воспринимающих усилие. Момент, передаваемый колесом, Окружное усилие на ободе  Швы у ступицы рассчитываются на совместное действие крутящего момента и поперечной силы, при этом условно принимается, что в передаче усилия участвует Окружное усилие на ступице Напряжение от поперечной силы  где  Напряжение от крутящего момента  Полярный момент сопротивления для тонкостенного кольца с достаточной точностью определяется как произведение площади кольца на его средний радиус.  В точке А направления напряжений τQ и τМ совпадают: 4 Безопасные приемы работы и организация труда на рабочем месте Техника безопасности при работе с газосварочным оборудованием заключается в выполнении следующих требований: Запрещается устанавливать оборудование и производить сварочные работы вблизи огнеопасных материалов. Подвижные ацетиленовые генераторы должны устанавливаться не ближе 10 м от очагов огня. Во время работы запрещается оставлять генератор без надзора. Сварка внутри резервуаров, котлов, цистерн должна производиться с перерывами при непрерывной вентиляции и низковольтном освещении в присутствии постоянного наблюдающего. Перед производством работ необходимо убедиться в отсутствии в указанных емкостях взрывоопасных смесей. Карбид кальция необходимо хранить только в герметически закрытых барабанах в сухих и хорошо проветриваемых помещениях. Вскрывать барабаны разрешается только специальным ножом, при этом крышку на участке резания покрывают маслом (можно просверлить отверстие, а затем сделать вырез ножницами). Запрещается пользоваться стальным зубилом и молотком. Эти меры предупреждают;; образование искр, опасных для ацетиленовоздущных смесей. Опасно применять также медные инструменты, так как при наличии влаги ацетилен образует с медью ацетиленовую медь, которая легко взрывается от незначительных ударов. Ацетиленовые генераторы должны быть установлены строго вертикально и заправлены водой до установленного уровня. Разрешается применять карбид кальция только той грануляции, которая установлена паспортом генератора. После загрузки карбида следует произвести продувку генератора от остатков воздуха. При работе на открытом воздухе и при низких температурах следует пользоваться ватным чехлом. Во избежание замерзания генератора после прекращения работ необходимо слить воду. Отогревать замерзший генератор открытым пламенем категорически запрещается. Отогревать его можно только ветошью, смоченной горячей водой, или паром. Ил следует выгружать только после полного разложения карбида и только в иловые ямы с надписью о запрещении курения и предупреждения о взрывоопасное. Важным условием безопасности работы генератора являются наличие, исправность и заправленность водяного затвора. При температуре воздуха ниже 0СС затворы заправляются незамерзающей смесью. Перед началом работы необходимо обязательно проверять уровень воды или незамерзающей смеси в затворе через его контрольный кран. Баллоны допускаются к эксплуатации только исправные, прошедшие установленные по срокам освидетельствования. Их хранят закрепленными в вертикальном положении в помещениях или на открытом воздухе, но при обжа тельной защите от воздействия солнечных лучей. Перепек ка баллонов допускается при навернутых предохранитель ных колпаках. Перевозка на большие расстояния производится на машинах и подрессоренных повозках, а на небольшие расстояния — при помощи специальных носилок или тележек. Для укладки баллонов пользуются деревянными подкладками с гнездами, обитыми войлоком или другим мягким материалом. Совместная транспортировка ацетиленовых и кислородных баллонов запрещена. При эксплуатации баллон закрепляют хомутиком в вертикальном положении на расстоянии не менее 5 м от рабочего места. Перед началом работы необходимо продуть выходное отверстие баллона. Крепление редуктора к вентилю баллона должно быть надежным и плотным. Открывать вентиль следует медленно и плавно. Расходовать газ следует до остаточного давления кислорода не менее 0,05 МПа, а ацетилена — 0,05—0,1 МПа. После окончания работ необходимо плотно закрыть вентиль баллона, выпустить газ из редуктора и шлангов, снять редуктор, надеть заглушку на штуцер и навернуть колпак. Необходимо своевременно проводить освидетельствование баллонов; сроки освидетельствования для баллонов — 5 лет, а для пористой массы ацетиленовых баллонов — 1 год. 5 Охрана окружающей среды Современное производство предусматривает использование различных технологических приемов, связанных с обработкой различных материалов, сборкой и сборкой изделий. В процессе производства возникают негативные факторы, которые могут оказать воздействие непосредственно на лицо, осуществляющее производственный процесс (например, электрический ток, световые огни, вращающиеся части оборудования), а также на окружающую среду (например, шумы, пыль, загрязнение воздуха химически активными веществами). В общем случае в производственном процессе могут возникнуть опасные физические, химические, психофизиологические, биологические и производственные факторы. К физико-вредным факторам относятся образование движущихся частей оборудования, стружки материалов и обломков инструментов, повышенная температура поверхности деталей и инструментов, повышенное напряжение в цепях электроснабжения различного оборудования. При механической обработке могут образовываться запыленность и загазованность воздуха рабочей зоны, высокий уровень шума, а при выполнении сварки, резки, сварки металлов — искровые выбросы и разбрызгивание расплавленного металла, ровный и отраженный блеск, повышенная пульсация светового потока. К химически вредным факторам относятся газовыделения при переработке полимерных материалов. Кислоты и щелочи, используемые при обработке печатных плат, а также аэрозоли нефтяных масел, входящих в состав смазочно-охлаждающих жидкостей, могут вызывать раздражение слизистой оболочки верхних дыхательных путей, снижать иммунные функции организма. К психофизиологическим вредным факторам относятся монотонные трудовые и физические перегрузки. Микроорганизмы, вызывающие заболевания, возникающие при работе с химически активными веществами. К производственным вредным факторам относятся наличие УФ-видимого и излучения при сварочных работах, появление ионизирующего излучения (например, рентгеновского излучения на телевизионной и лазерной аппаратуре), появление электромагнитных полей (при высокочастотной сварке), дополнительных шумов при погрузочно-разгрузочных работах. В общих условиях при производстве оборудования и различной аппаратуры для охраны окружающей среды необходимо предусмотреть технологические процессы, в которых должны соблюдаться установленные нормы по охране окружающей среды.: вредных производственных помещениях; выбросы вредных веществ в атмосферу, сточные воды и почву; тепло и влажность в рабочих помещениях; шум и вибрация; косвенные электромагнитные и электростатические; оптическое, рентгеновское и ионизирующее излучение. В современных технологиях производства используются процессы, отрицательно влияющие на окружающую среду, такие как литье, механическая, термическая и гальваническая обработка, резка, сварка, пайка и окраска. При решении проблем экологизации производства в настоящее время используют пассивные методы защиты, суть которых приводит к ограничению количества выбросов, загрязняющих окружающую среду, т. е. сдерживанию выбросов пыли в атмосферу, очистке сточных вод от примесей. Современное состояние биосферы характеризуется несовместимостью действий человека с природными силами природы. Таким образом, накопление углекислого газа в атмосфере в результате сжигания топлива происходит более интенсивно из-за его поглощения растениями и водами океанов и морей. Объем атмосферного кислорода уменьшается тем, что к середине следующего века может возникнуть ряд опасных проблем. Антропогенное распыление атмосферы приближается к числу изверженной вулканами пыли и золы, а антропогенное загрязнение морей нефтью превышало объем ее поступления через естественные обломки и трещины на поверхности Земли. Охрана окружающей среды связана, прежде всего, с всесторонним исследованием биосферы и ее эволюции, разработкой методологии биологического и экологического прогнозирования. Наиболее опасным видом непреднамеренного воздействия на природную среду является ее загрязнение. Метеорологические и гидрологические процессы транспортируют, распространяют и распространяют промышленные загрязняющие вещества. Биологические процессы способствуют их отбору и концентрации. В каждом процессе взаимодействия химических элементов со средой обитания и живыми организмами могут возникнуть нестабильные условия и цепные реакции, а влияние продуктов загрязнения на отдельный организм или популяцию может быть только началом цепи событий в биосфере. С другой стороны, любая производственная деятельность должна быть максимально безопасной для человека, что в первую очередь зависит от безопасности производственного оборудования. Основные требования безопасности технологических процессов: устранение непосредственного контакта работающих с исходными материалами, заготовками, полуфабрикатами, готовой продукцией и отходами производства, оказывающими вредное воздействие; замена технологических процессов и операций, связанных с возникновением опасных и вредных факторов, процессами и операциями, в которых отсутствуют указанные факторы или менее интенсивности; комплексная механизация и автоматизация производства, применение дистанционного управления процессами и операциями при наличии опасных и вредных производственных факторов; разработка и применение наиболее усовершенствованных средств защиты работающих; рациональная организация труда и отдыха, предупреждение монотонности и гиподинамии, ограничение тяжести труда; автоматизация процессов получения информации о возникновении вредностей и угроз; внедрение систем контроля и управления технологическими процессами, обеспечивающими защиту работающих и аварийную отключение производственного оборудования; Вокруг предприятия должна быть санитарно-защитная зона шириной не менее 50 м. Зеленые насаждения обогащают воздух кислородом, поглощают углекислый газ, шум, очищают воздух от пыли и регулируют микроклимат. Вредные производства, по возможности, концентрируются в филиалах на окраине города. В АТП предусматривают предварительную очистку вентиляционных и технологических выбросов с целью поддержания чистоты атмосферного воздуха в пределах норм, которые в последующем рассеиваются в атмосфере. Для очистки воздуха, удаляемого из сушильных камер, применяется обжиг или каталитический обжиг. Воздух очищается от древесной пыли, образующейся в деревообрабатывающих цехах и абразивной пыли заточных и шлифовальных станков с помощью циклонов. Для очистки воздуха от сварочного аэрозола, выделяемого при сварке, используются влажные пылеуловители, например, загрязненный воздух в виде пузырьков проходит через слой жидкости и очищается, эффективность очистки составляет 95%. Благоприятное воздействие на атмосферу приземного слоя имеет искусственные водоемы, поглощающие пыль, увлажняющие, охлаждающие и ионизирующие воздух. Список литературы 1. Рама Р.С. Основы силовой электроники/ Рама Р.С. : перев. с англ. Масалова В.В. – Москва: Техносфера, 2006. – 288.:ил. – (Мир электроники); 2. Готтлиб И.М. Источники питания. Инверторы, конверторы, линейные и импульсные стабилизаторы/ И.М. Готтлиб; перев. с англ.: А.Л. Ларина, С.А. Лужанского, - Москва.: Постмаркет, 2000, - 552с.: ил. – (Б-ка современной электроники); 3. Малешин В.И. Транзисторная преобразовательная техника/ В.И. Мелешин, - Москва.: Техносфера, 2005, - 632с.: ил. – (Мир электроники); 4. Миронов С. Инверторные источники питания для дуговой сварки// Сварочное производство. 2003. № 4. Стр. 41-43.; 5. Гецкин О.Б., Кудров И.В., Яров В.М. Особенности работы сварочных инверторов от автономных источников питания// Сварочное производство. 2004. № 4. Стр. 53-55.; 6. Гецкин О.Б., Кудров И.В., Яров В.М. Инверторный аппарат ДС 250.33 для сварки покрытыми электродами// Сварочное производство. 2004. № 2. Стр. 19-21.; 7. Иоффе Ю.Е., Можайский В.А. Универсальный сварочный инверторный источник общего назначения Invertec V300-1// Сварочное производство. 1998. № 1. Стр. 44-46.; 8. Паспортные данные некоторых инверторных сварочных аппаратов имеющихся в продаже магазина «ИнтерСварка». |