|
|
технологическая карта на изготовление и контроль фундаментный болтов. ТЕХ. карта на болты оконч 2. Наименование технологической операции Технологическая оснастка и инструмент
Наименование технологической операции
|
Технологическая оснастка и инструмент
|
Контролируемый параметр. Нормативный документ.. Способ контроля. Ответственное лицо
|
Допускаемые значения параметра. Требования качества. Примечания.
|
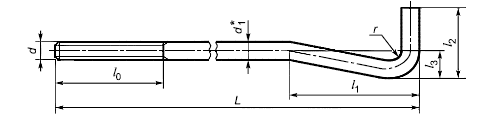
Болты изогнутые тип 1.1 и тип 1.2 по ГОСТ 24379.1 предназначаются для крепления строительных конструкций и технологического оборудования в тех случаях, когда высота фундамента не зависит от глубины заделки болтов в бетон.
Чертеж на фундаментный болт разрабатывается согласно требованиям проекта ,заказа, ГОСТа 24379.0 . В рабочем чертеже на болт должны быть отражены все позиции, входящие в состав комплекта, согласно таблице № 2 ГОСТа 24379.0. (приложение 1настоящей технологической карты)
|
1. Подготовка материалов
|
1.1 Входной контроль
|
|
Входной контроль качества металла осуществляется путем визуального и измерительного осмотра металлопроката, соответствия маркировки и наличия документа о качестве, удостоверяющие соответствие металла требованиям нормативно- технической документации. Проверка сортамента и марки стали на соответствие рабочим чертежам по химическому составу и механическим свойствам проката. ГОСТ 2590-2006 прокат круглый.
Кладовщик. Контролёр ОТКиЛ.
|
Предельные отклонения по размерам и форме принимают и проверяют согласно ГОСТ и ТУ на металлопрокат указанный в документе качества на металлопрокат. При выявлении в процессе входного контроля несоответствия установленным требованиям материал, бракуют и возвращают в УПТК с составлением рекламации. Использование марки стали не соответствующей марки стали указанной в проекте не допускается.
|
1.2 Подготовительные операции
|
|
Подача металла со склада. Проверка , очистка. Отбраковка и правка необходимого заказа металла. Полученный металл очистить от грязи, окалины, льда, ржавчины и других загрязнений.
Проверить маркировку, качество и количество металла. Мастер. Контролёр ОТК.
|
|
2. Заготовительные операции.
|
2.1 Шпилька
|
Маятниковая пила
Ленточнопильный станок. Рулетка ГОСТ 7025. Линейка ГОСТ 8026
| Прокат круглого сечения разметить и нарубить согласно чертежа и заготовительной карты L-развёртки. Ø12-Ø30 на маятниковой пиле Ø32-Ø48 на ленточнопильном станке | Длина развёртки шпильки рассчитывается конструктором. технологом. Отклонение по длине не должно превышать ±IT17(приложение 3 таблица 1 настоящей тех карты)
|
2.2 Нарезка резьбы
|
Токарный станок
| Нарезать метрическую резьбу на шпильках с М12 по М48 с одной стороны шпильки. Длинна и шаг резьбы шпильки должна соответствовать точно чертежу и ГОСТ 24379.1. Токарь. Мастер.
|
По согласованию между потребителем и предприятием-изготовителем допускается изготовление шпилек с увеличенной длиной резьбовой части
|
2.3 Гибка шпильки
|
Гибочный станок. Тиски слесарные. Рычаг ручной. Оправка. Кузнечный горн. Кокс по ГОСТ 3340-88.Штангенциркуль по ГОСТ8.113-85. Угольник по ГОСТ 3749.Линейка по ГОСТ 8026-92.
| Шпильки М12-М48согнуть на гибочном станке по оправке, радиусом равным диаметру болта, согласно рабочего чертежа и ГОСТ 24379.1. При гнутье беречь резьбу от заминания. Слесарь. Мастер. |
Шпильки М12-М14 разрешается гнуть по оправке, в слесарном приспособлении при помощи рычага. Угол загиба 90°±5°.
Шпильки с Ø24 по Ø48 допускается гнуть на прессе по оправке.
Шпильки сØ24 по Ø48 разрешается гнуть по оправке перед загибом нагревая в кузнечном горне до красноты.
Заминание резьбы не допускается.
|
2.4 Изготовление шайбы
|
Токарный станок. Плазма
|
Шайбы малого диаметра изготавливаются из проката круглого сечения на токарном станке с последующей нарезкой и обработкой на токарном станке. Шайбы большего диаметра изготавливаются на плазме. Конструкция и размеры шайб должны соответствовать ГОСТ 24379.1 таблице 16., чертежу, заказу.
|
|
3. Контроль фундаментного болта
|
3.1 Контроль шайб фундаментного болта
|
|
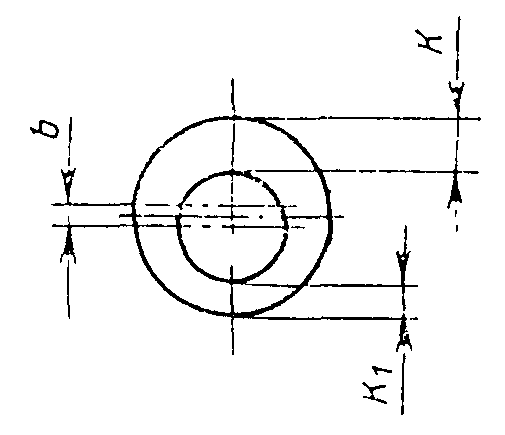
При приемке шайб главными геометрическими параметрами следует считать: диаметр отверстия, наружный диаметр, толщину, соосность». Внешний вид шайб проверяют визуально. Допускается использовать лупу с увеличением 3х. Шороховатость обработанной поверхности должна соответствовать ГОСТ 24379.1 и составлять 50Ra- растачивание, обтачивание предварительное.

|
Допуски на указанные размеры ГОСТ 24379.1 таблица 16, таблица 2, настоящей технологической карты. Отклонение от соосности bдиаметра отверстия относительно наружного диаметра определяют по разности размеров К и К1 (см. чертеж), измеряемых универсальным измерительным инструментом. Допуск по соосности 2IT16 (таблица 1 настоящей технологической карты.) ГОСТ 18123-82
|
3.2. Контроль изогнутых шпилек фундаментного болта. Контроль внешнего вида
|
Визуально
|
Для контроля болтов на соответствие чертежа, заказа и ГОСТ 24379.1 отбирают три образца от партии. Если при проверке отобранных болтов хотя бы один болт не соответствует требованиям настоящего стандарта или ГОСТ 24379.1, следует отобрать удвоенное число болтов от той же партии и провести их повторную проверку. В случае неудовлетворительных результатов повторной проверки партию бракуют. При контроле внешнего вида определяют наличие дефектов поверхности и дефектов конструкции (невыполнение отдельных элементов), их количество и размеры. Визуальный контроль должен проводиться для выявления трещин напряжения, рванин, штамповочных трещин, трещин сдвига, складок, следов от инструмента, раскатанных пузырей и рябизны на опорной поверхности, а также повреждений вершин резьбы. Визуальный контроль следует проводить без применения увеличительных приборов.

|
. Критические дефекты - трещины напряжения и складки в местах изменения поперечного сечения изделия. Значительные дефекты - раскатанные пузыри, штамповочные трещины и повреждения резьбы. Остальные дефекты относят к малозначительным.
Шероховатость обработанной поверхности должна соответствовать ГОСТ 24379.1 и составлять 12.5Ra резьба и 25Ra места обрубки металла.
25Ra-строгание: черновое.(с заметными следами обработки)
12.5Ra- обтачивание: черновое, получистовое(с заметными следами обработки).
|
3.3. Контроль геометрических параметров
|
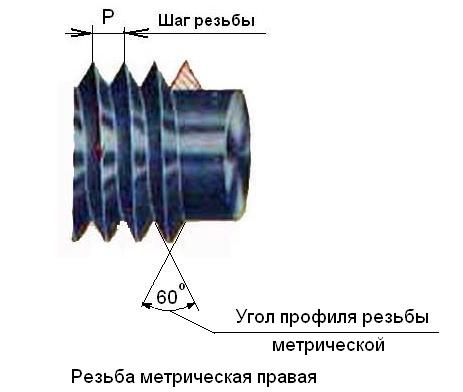
Рулетка ГОСТ 7502, штангенциркульГОСТ 8.113-85, угольник ГОСТ 3749, набор резьбовых шаблонов тип М60°ГОСТ 519.
|
При контроле геометрических параметров измеряют главные параметры изделий: угол профиля метрической резьбы 60°, шаг резьбы Р, длина болтов L, l1, l2,l3, диаметр резьбы d, длину резьбы lo , угол загиба 90°±5°). Контролёр ОТК.
|
Допуски на указанные размеры ГОСТ 24379.1 таблица 2 (приложение5), таблица 1(приложение 3) и таблица 2(приложение 4), настоящей технологической карты. Размеры, не ограниченные предельными отклонениями, не контролируют, соблюдение их гарантируется технологическим процессом(R и r- радиус загиба).
Партию изделий считают принятой, если при проверке установлено соответствие всех параметров болтов требованиям чертежа, заказа и ГОСТ 24379.1.
Допускается изготовление шпилек другой длины по соглашению между потребителем и предприятием-изготовителем.
По согласованию между потребителем и предприятием-изготовителем допускается изготовление шпилек с увеличенной длиной резьбовой части
|
4. Маркировка
|
|
Марку болтов наносить на бирку, прикрепляемую проволокой к комплекту. На бирке указать: № заказа, тип болта, исполнение, диаметр резьбы, длину, количество в связке. Пример: «Заказ №355 Болт 1.1 24*400=50шт».Мастер. Контролёр ОТК
|
Дополнительная маркировка согласно заказа.
|
5. Упаковка
|
Кисть. Смазка ПВК по ГОСТ 19537. Бумага упоковочная по ГОСТ 515. Лак БТ-99 по ГОСТ 8017
|
Перед упаковыванием резьбовые части болтов должны быть покрыты смазкой ПВК по ГОСТ 19537 и обернуты бумагой по ГОСТ 515. Мастер. Маляр. Контролёр ОТК
|
По требованию заказчика шпильки болтов (кроме резьбы) могут быть покрыты лаком БТ-99 по ГОСТ 8017.Дополнительные требования по упаковке по требованию заказчика.
|
6. Условия хранения
|
|
Болты должны храниться на складах рассортированными по типам, исполнениям и размерам и должны быть защищены от загрязнения. Воздух в помещении не должен содержать примесей агрессивных газов, вызывающих коррозию болтов
|
Условия хранения фундаментных болтов (изделий) при воздействии климатических факторов должны соответствовать условиям 2 по ГОСТ 15150. (Закрытые или другие помещения с естественной вентиляцией без искусственно регулируемых климатических условий, где колебания температуры и влажности воздуха существенно меньше, чем на открытом воздухе (например, каменные, бетонные, металлические с теплоизоляцией и другие хранилища), расположенные в макроклиматических районах с умеренным и холодным климатом).
|
8. Условия транспортировки
|
|
Транспортирование болтов и их деталей допускается любым видом транспорта. При этом должны быть обеспечены надежное закрепление и сохранность их от механических повреждений.
|
Транспортирование изделий в контейнерах без упаковки в тару не допускается. Условия транспортирования фундаментных болтов (изделий) при воздействии климатических факторов должны соответствовать условиям 7, по ГОСТ 15150 (Открытые площадки в макроклиматических районах с умеренным и холодным климатом в условно-чистой атмосфере)
|
Приложение 1(таблица №2 ГОСТа 24379.0)
Тип болта
|
Исполнение
|
Наименование болта
|
Детали и сборочные единицы комплекта
|
Число
|
1
|
1
|
Болты изогнутые
|
1 Шпилька (поз.1)
|
1
|
|
|
|
2 Шайба
|
1
|
|
|
|
3 Гайка по ГОСТ 5915
|
2
|
|
2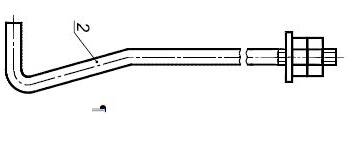
|
|
1 Шпилька (поз.2)
|
1
|
|
|
|
2 Шайба
|
1
|
|
|
|
3 Гайка по ГОСТ 5915
|
2
|
Приложение 2 (таблица №16 ГОСТа 24379.1) Размеры в миллиметрах
Номинальный диаметр резьбы шпильки 
|

Предельное отклонение по 
|

Предельное отклонение по 
|

|
Предельное радиальное биение
|
Теоретическая масса шайбы, кг
|
12
|
13
|
36
|
3
|
0,5
|
0,021
|
16
|
17
|
42
|
4
|
0,6
|
0,050
|
20
|
21
|
45
|
8
|
0,6
|
0,076
|
24
|
25
|
55
|
8
|
0,6
|
0,120
|
30
|
32
|
80
|
10
|
0,7
|
0,330
|
36
|
38
|
90
|
10
|
0,7
|
0,410
|
42
|
44
|
95
|
14
|
0,7
|
0,610
|
48
|
50
|
105
|
14
|
0,7
|
0,740
|
56
|
60
|
115
|
16
|
0,8
|
0,950
|
64
|
68
|
130
|
16
|
0,8
|
1,210
|
72
|
76
|
140
|
18
|
0,8
|
1,530
|
80
|
85
|
160
|
20
|
0,9
|
2,270
|
90
|
95
|
180
|
20
|
0,9
|
2,880
|
100
|
105
|
190
|
22
|
0,9
|
3,400
|
110
|
115
|
200
|
22
|
0,9
|
3,630
|
125
|
130
|
240
|
25
|
1,0
|
6,300
|
140
|
145
|
270
|
25
|
1,0
|
7,990
| |
|
|
 Скачать 311.5 Kb.
Скачать 311.5 Kb.