оқу құралы. Научнопопулярное издание
 Скачать 1.84 Mb. Скачать 1.84 Mb.
|

АЖУРНАЯ СКУЛЬПТУРА ИЗ МЕТАЛЛАНас всегда восхищают вещи, созданные умелыми руками художника из самых простых материалов. Художник, используя для своей работы стальную проволоку, находит бесконечное разнообразие выразительных линий, изображая животных, птиц или создавая оформление бытовых предметов. Вот фантазия художника представила забавную фигурку ослика, везущего повозку с нагруженной на ней подставкой для цветка. Художник берет лист бумаги и делает набросок задуманного им изображения, а затем терпеливо гнет малоподатливую проволоку (в холодном виде) согласно рисунку на бумаге. Вначале под его руками образуется смешная головка ослика с печальными глазами, далее выгибает в виде волны гриву и соединяет на концах пайкой. Навивает ноги на туловище, выгибает кольца колес в спираль, поддерживающую кашпо. Фигурка готова, ее скупые, но выразительные линии, оживленные воображением художника, покоряют нас, доставляя удовольствие. 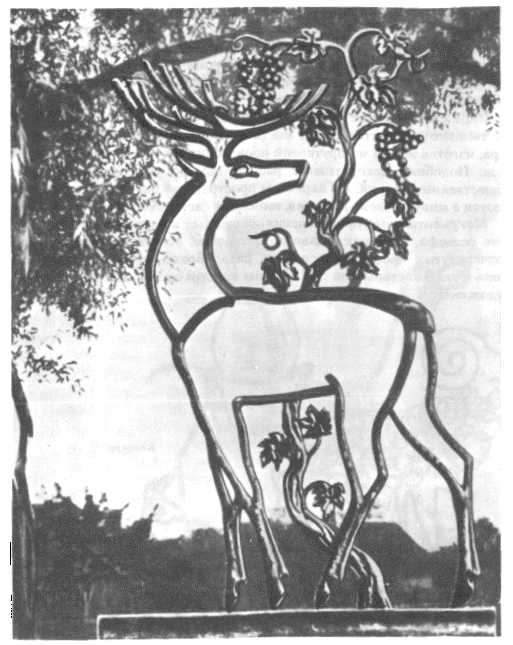 62. И. С. Ефимов. Олень. Кованая медь, 1950 год Не менее интересно художник создает и вторую свою работу — верблюд. Одной линией он рисует плавную шею и горделивую голову животного. Вместо туловища с горбом образует кольцо, в которое помещает керамическую вазочку для хранения кистей. Наконец, придав характерную изогнутость ногам, художник добивается спокойной и величественной осанки, столь свойственной «кораблю» пустыни. Но, пожалуй, самой образной и лаконичной можно считать третью «графическую скульптуру», выполненную художником Виктором Ци-галем, — кенгуру. Здесь изображение сведено к трем основным линиям (кусочкам проволоки), из которых образуется характер и внешнее сходство с животным. А маленькая головка зверя с торчащими ушами придает фигурке живость и постоянную настороженность. Секрет удачи художника объясняется не только его талантом, но и совершенным знанием материала, что и позволяет ему свободно и точно воспроизводить задуманное. Он не боится условности, обнажает, оголяет конструкцию своих вещей, не скрывает мест скрепления проволоки. Вместо тела животного художник укрепляет керамический сосуд или просто обозначает его одной линией; все это усиливает выразительность фигуры и дает толчок нашему воображению, и оно как бы дорисовывает всю фигуру в целом. Хорошо и то, что художник каждый раз находит практическое применение своим проволочным скульптурам: кенгуру держит керамическую пепельницу, верблюд — подставку под кисти, а ослик везет в тележке кактус. Возможности в этом виде творчества велики. По примеру изделий художника Цигаля, если подумать, пофантазировать, можно создать еще десятки декоративных вещей, где с успехом можно применить проволоку. Определенный интерес в этом виде творчества для любителей художественного мастерства может иметь и монументальная ажурная скульптура, изготовленная из прутковой проволоки или узкого полосового железа. Подобные декоративные работы обычно украшают помещения общественных зданий, а в парковом пространстве они органически вплетаются в живую зелень деревьев, выполняя свою декоративную функцию. Монументальные произведения, решенные в плане ажурного, сквозного рельефа, восходят к давним традициям. Музыкальность контуров, подчеркнутых просветами силуэта, разнообразие ритма, органическая связь с гладью стены или с уходящим пространством всегда привлекали художника. 63. И. С. Ефимов. Баран Проволока 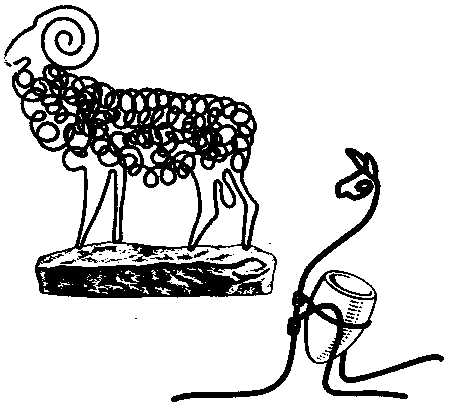 63. Кенгуру Чрезвычайно интересны сквозные рельефы скульптора-анималиста Ивана Ефимова. Он, развивая и совершенствуя принцип ажурного рельефа, достиг такого искусства, где полностью господствуют свет и воздух. Скульптор словно рисует по воздуху, смело и легко очерчивая бронзовые контуры птиц и животных (порхающие голуби, жирафы, олени, грациозные антилопы, бараны). Они одновременно и украшают природу, и сливаются с ней в одно целое. Легкость и динамичность пластики И. С. Ефимова — все это подсказано скульптору голосом живой природы с ее вечным движением, воздушными, пронизанными светом просторами. Благодаря тому, что металлические контуры животного пластически, рельефно проработаны, «скульптурная графика» художника не кажется плоскостной. Она по-своему объемна, просветы внутри контура воспринимаются не как пустое пространство, а как живая реальность скульптурного образа. Декоративные изделия могут быть изготовлены и из монтажной проволоки. Из нее можно делать предметы не только гнутых форм, но и выполненные способами плетения и навивки. Пользуясь различными видами витых и плетеных деталей и применяя проволоку с цветной изоляцией, можно изготовить красивые вещи. Материалы и инструменты. Глядя на рисунки, помещенные в книге, мы видим, с какой легкостью и свободой решены ажурные скульптуры как в мелкой пластике, так и в крупных изделиях. Это говорит не только о талантливости их создателей, но и совершенном знании материала, технологии и приемов обработки металла. Скульптор И. С. Ефимов говорил: «...Приходится всегда очень подумать, чтобы скульптура из кованой меди сразу говорила о себе, что она легкая...» Поэтому надо подходить к этому материалу с особой осторожностью, надо изучать его свойства, его изобразительные возможности. 64. Верблюд 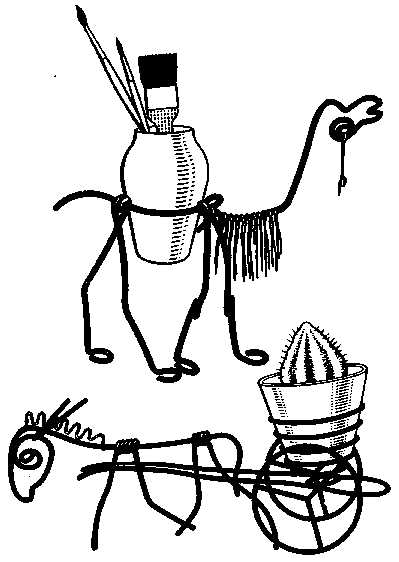 64. Ослик Для изготовления скульптуры малых форм потребуется стальная, медная или железная проволока диаметром 1 — 3 миллиметра: для крупной декоративно-орнаментальной скульптуры — прутковый металл, при изготовлении мелких ажурных вещиц — мягкая монтажная проволока в разноцветной пластмассовой изоляции или покрытая цветной эмалью (белой, желтой, зеленой, голубой, красной, серой). Указанные материалы различны по своим свойствам и декоративным возможностям, каждый из них требует своих особых приемов обработки, своей технологии изготовления и инструмента. Выполняя скульптуру малых форм или предметы мелкой пластики из цветной монтажной проволоки, Вы можете ограничиться небольшим набором инструментов и сравнительно несложными техническими приемами обработки металлов; при изготовлении же садовой скульптуры крупных форм понадобятся знания слесарных и особенно — кузнечных работ. Для работы с проволокой нужны молоток, киянка (деревянный молоток), плоскогубцы, кусачки, острогубцы, круглогубцы, штангенциркуль для измерения диаметра проволоки, ручные или настольные тиски и паяльник. Правка проволоки. Проволока, особенно медная и железная, легко гнется. Чтобы сделать какую-нибудь вещь из проволоки, ее прежде всего надо выпрямить. Выпрямление или правку проволоки производят обычно волочением: проволоку зажимают между двумя деревянными брусками и протягивают один-два раза. Тонкую проволоку для выпрямления достаточно протянуть, сильно натягивая, вокруг металлического или деревянного стержня. Можно сделать очень простое приспособление. Берут дощечку, проводят на ней прямую линию и по обе стороны этой линии вбивают на некотором расстоянии друг от друга поочередно по пять — восемь гвоздей достаточных размеров так, чтобы по линии между ними был промежуток. В этот промежуток проволока должна войти туго. Проволоку протягивают, захватывая конец ручными тисками, или наматывают на палочку и тянут. Таким способом можно хорошо выпрямить длинные куски проволоки. Короткие отрезки проволоки можно выправить на куске железа. Сначала простукивают молотком все изгибы, а затем проводят молотком по всей длине проволоки взад и вперед, прижимая ее к поверхности железки. Толстую стальную проволоку правят на стальной плите ударами молотка или киянки. Но если положить проволоку на наковальню, то она будет расклепываться под ударами, поэтому лучше проволоку править молотком на деревянной подложке, а на наковальне — киянкой. Совершенно не помнется проволока, если ее выпрямлять киянкой на деревянной подкладке. Резка и гнутье проволоки. Режут тонкую железную и медную проволоку кусачками, острогубцами, пассатижами, сжимая их руками. Стальную проволоку в месте разреза предварительно нагревают на огне, благодаря чему она становится мягче. Иначе твердую стальную проволоку откусить трудно, и кусачки при этом портятся (на острых губках их получаются зазубрины). Откусывать стальную проволоку надо краями губок, а не серединой. Если получится зазубрина, то на краю она не так страшна. Случается, что кусачки «не берут» проволоку; в таких случаях нельзя бить по кусачкам молотком, так легко испортить и даже сломать их. Толстую или твердую проволоку можно разрубить зубилом или же подпилить острой гранью напильника (трехгранного) и затем сломать руками, согнув и разогнув несколько раз в этом месте. Проволоку под прямым углом загибают в плоскогубцах, более толстую проволоку изгибают в тисках. Чтобы угол был острее, проволоку, зажатую в плоскогубцах или тисках, поколачивают киянкой или молотком. Понятно, что и тут надо не забывать измерить нужный размер. При гнутье нельзя ударять по тискам металлическим молотком, так как их можно разбить. Стальная проволока очень упругая. После сгибания она несколько разгибается. Поэтому, чтобы получить сгиб стальной проволоки под прямым углом, ее надо согнуть немного больше. Железную проволоку выпускают разной твердости, иногда ее бывает трудно сгибать. Трудно сгибаемую проволоку предварительно отжигают на огне, а затем дают ей остыть на воздухе, чтобы сделать гибкой; остывшую проволоку, покрывшуюся окалиной, зачищают шкуркой; согнутую проволоку можно закалить (снова сделать твердой). Для этого ее накаляют на огне и сейчас же опускают в холодную воду. Соединение деталей. Отдельные куски проволоки и другие металлические детали соединяют, сгибая или припаивая. В первом случае скручивают концы проволоки, делая несколько витков. Пайка — простой и надежный способ соединения двух деталей. Для пайки нужны припой, паяльная жидкость, нашатырь и паяльник. В качестве припоя используют сплав свинца и олова в различных пропорциях. Обычный припой «третник» состоит из двух частей свинца и одной части олова. Приготовление припоя несложно, но требует осторожности. Берут свинец и олово в нужных пропорциях, измельчают и кладут в металлическую посуду, нагревают на огне до образования однородного сплава. Паяльная жидкость или паяльная кислота является водным раствором хлористого цинка. Она препятствует образованию на спаиваемых поверхностях пленки окиси, мешающей прочной пайке. Чтобы приготовить паяльную жидкость, растворяют в соляной кислоте металлический цинк, нарезанный мелкими кусочками. Эту операцию лучше проводить на открытом воздухе или у открытого окна и обязательно подальше от огня. Полученный таким образом раствор разбавляют равным количеством дистиллированной или дождевой воды и фильтруют. Хранить паяльную жидкость следует в хорошо закупорившейся стеклянной бутылке. Нашатырь служит для очистки паяльника от образующегося на нем при нагревании слоя окиси. Нашатырь обычно продается в виде порошка. Более удобен нашатырь в виде бруска. А теперь расскажем об устройстве паяльника и опишем приемы работы с ним. Паяльник представляет собой небольшой стержень из красной меди прямоугольного, круглого или овального сечения. Один конец стержня заострен в виде клина, другой укреплен стальными прутком или проволокой. На свободном конце стержня может быть надета деревянная ручка. При нагревании паяльника над пламенем следует разогревать только тыльную часть (обушок медного стержня). Убедившись, что паяльник хорошо нагрет, опустите в канавку, образовавшуюся на брусочке нашатыря, возьмите небольшой кусочек припоя и разотрите его жалом паяльника. Припой, расплавившись, покроет тонким блестящим слоем рабочие грани паяльника. Приложите жало к месту пайки и ведите им вдоль шва до тех пор, пока шов не покроется равномерным и прочным слоем припоя. Окончив пайку, промойте место пайки водой и протрите насухо тряпочкой. Перед пайкой следует тщательно подготовить спаиваемые детали. Прежде всего очистите их от грязи, жира, краски, так как к зажиренной или загрязненной поверхности припой плохо пристает или вовсе не пристает. Удалить с поверхности места грязь и жир можно мыльной водой или чистым бензином. Краску удаляют ацетоном или нитрорастворителем. Выполнение работ из полосового и пруткового металла. При выполнении декоративных работ из пруткового металла или узкого полосового железа потребуется знание кузнечно-слесарного дела (ковки, процесса гнутья, перерубки и резки металла), сварки и способов соединения. Ковка представляет собой рабочую операцию, при которой путем нагрева и размягчения металла придают желаемую форму изготовляемому изделию или сваривают отдельные детали в целое изделие. Железные полосы нагревают до температуры 1100 — 1200°С и ковку прекращают при температуре 650 — 700 °С. Одним из процессов является ковка в штампах или матрицах, которые представляют собой молотки с цилиндрическими углублениями. Нижнюю матрицу вставляют квадратным хвостом в квадратное отверстие наковальни, а верхний штамп, снабженный ручкой, устанавливают сверху на обрабатываемую поковку и по нему бьют молотком. Ковку делят на следующие отдельные операции: вытягивание, укорачивание, расплющивание, загибание (гнутье) и закручивание. Процесс вытягивания заключается в удлинении полосы; это выполняют молотком-ручником или кувалдой в зависимости от сечения железа. Нагретую полосу ударом молотка расплющивают и удлиняют, а затем выравнивают молотком-гладилкой с широкой поверхностью бойка. Укорачивание и увеличение сечения производят ударами ручника или кувалдой. При местном утолщении нагревают только то место, которое должно быть осажено и утолщено. Гнутье поковок выполняют различным путем. Полосовое железо загибают на ребре наковальни, тонкие и небольшие куски его можно выгибать с помощью тисков. Можно выгибать железный пруток вокруг рога наковальни. Перерубкой и обрубкой делят полосы на более мелкие части. Перерубку производят на наковальне или какой-либо другой прочной и твердой подставке с помощью кузнечного или слесарного зубила. Перепиливают или разрезают полосы ножовкой или рычажными ножницами. Соединения различных частей изделия могут быть разъемными (свинчиванием и соединением шипами) и неразъемными (сваркой). Соединение шипами основано на свойстве железа расширяться при нагревании и сжиматься при остывании. Для его выполнения одну часть в горячем состоянии насаживают на другую в холодном состоянии; остывая, одна часть настолько сжимается, что получается достаточно прочное соединение. При работе в прутковом или узком полосовом материале иногда необходимо сделать внутреннюю или наружнюю резьбу. Стержень цилиндрической, реже конической формы с винтовой поверхностью и головкой для завинчивания или захвата называют винтом. Крепежную деталь, обычно цилиндрической формы с головкой квадратной, чаще шестигранной, имеющую на части длины резьбу, на которую навинчивают крепежную гайку, называют болтом. Иногда требуется крепежная деталь в виде стержня, имеющего на обоих концах резьбу. Такую деталь называют шпилькой. На болтах, винтах и шпильках резьбу покатывают или нарезают специальным инструментом — плашкой. Для нарезания внутренней резьбы в изделиях используют металлорежущий инструмент — метчик. Плашки и метчики изготовляют из специальной инструментальной стали. Заключение Прочитав эту книгу, Вы увидели, какое большое место занимает декоративное искусство в культурной жизни Советской страны. Как и другие виды искусства, оно воспитывает человека, обогащая его духовный мир, развивая эстетическое восприятие и вкус. Характерной особенностью наших дней является совместное существование промыслов, возникших еще в конце XVI — начале XVII веков, и новых художественных производств, а также смелое сочетание в творчестве мастеров традиционных черт и новаторства. Это явление свидетельствует о возрастающем творческом подъеме, вызывающем к жизни новые художественные формы. В книге не рассказано о всех промыслах, занимающихся художественной обработкой металла, а упомянуты лишь предприятия наиболее значительные, в практике которых до сих пор совершенствуются исторически сложившиеся формы и приемы труда, и предприятия, которые сформировались в новых районах в советское время и для которых характерны новые ярко выраженные черты художественного стиля и приемов исполнительского мастерства. В наше время производственный характер народных промыслов представляет собой новый вид самобытно развивающегося художественного производства, в котором коллективные формы труда являются творческой основной деятельностью большого числа мастеров и художников. Преемственность мастерства и развитие коллективных форм творчества способствуют созданию ярких и значительных декоративных произведений молодыми художниками и мастерами — исполнителями промыслов. Об этом свидетельствуют выставки декоративно-прикладного искусства последних лет. Здесь следует отметить, что изделия народных художественных промыслов занимают все более значительное и важное место в экспозициях изобразительного искусства. На юбилейной Всероссийской выставке в Москве, посвященной 60-летию Октября, в разделе декоративно-прикладного искусства можно было видеть основные направления работы известных старейших мастеров, а также молодых художников и мастеров-исполнителей, сравнительно недавно пришедших на производство. Их художественное мастерство компоновки форм, построения цветовых отношений, использования пластических свойств материалов заслуживает самой высокой оценки. Выставка — свидетельство огромной работы по подготовке молодого поколения мастеров, способных поддержать высокие традиции художественного мастерства. Металл, исстари являющийся одним из основных материалов в художественном народном творчестве, на юбилейной выставке занимал почетное место. Особенно ярко художественные качества металла проявились в ювелирных изделиях. Ни в одном виде прикладного искусства не достигнуты такая удивительная тонкость орнаментации и изящество отделки, как в ювелирном мастерстве. Коллекция разнообразных работ, представленная на выставке молодыми ювелирами России, радует зрелостью мысли, серьезностью, внутренней ответственностью перед таким сложным видом искусства, как ювелирное дело. Успехи молодых ювелиров объясняются не только сохранением в их творчестве высоких традиций и постоянной заботой коллектива о молодом пополнении, но и хорошо поставленным обучением и воспитанием молодежи в местных художественных профессионально-технических училищах. Если раньше молодежь главным образом приобретала навыки в ремесле в домашних условиях, учась у своих дедов, отцов и матерей, то сейчас на промысел приходят молодые люди из специальных художественных училищ, которые созданы почти при всех основных традиционных промыслах по обработке металла. В училищах за годы их существования накоплен большой опыт профессиональной подготовки молодых специалистов. Здесь обучение практическим навыкам, мастерству сочетается с более широким эстетическим воспитанием. За 3 — 4 года обучения учащиеся помимо производственных навыков и изучения учебных дисциплин по специальной технологии и материаловедению получают знания по изобразительным дисциплинам: академическому рисунку, живописи, орнаментальной композиции, а также изучают историю промысла и современное производство. Молодежь, пришедшая в профессиональные художественные училища, может без отрыва от производства продолжить свое образование в вечерней общеобразовательной школе. Молодые мастера, окончившие училища и получившие знания и навыки от наиболее опытных специалистов, тесно связаны с творческими традициями коллектива, с ведущими направлениями современного искусства своего промысла. Так закладываются коллективные основы творчества и единой профессиональной системы обучения и воспитания молодых специалистов в соответствии с современным уровнем культуры. Для повышения профессионального мастерства молодежи на производствах организовано индивидуальное обучение наиболее опытными мастерами, созданы молодежные творческие бригады, семинары и конкурсы на создание новых образцов изделий. На промыслах существуют экспериментальные лаборатории, где художники создают образцы для серийного и массового изготовления изделий, но творчество любого мастера-исполнителя неизменно проявляется в повседневной работе. Каждое изделие, выходящее из его рук, — это не механическое повторение образца, созданного художником, не точная его копия, это оригинальное, неповторимое произведение, наделенное творческой фантазией исполнителя. Именно к такой работе готовят молодежь на предприятиях художественных промыслов по обработке металла. Иллюстрации в этой книге в основном воспроизводят образцы, хранящиеся в Музее народного искусства в Москве. С достаточной полнотой представлены изделия русского прикладного искусства и искусства народных художественных промыслов в Историческом музее, в Оружейной палате в Кремле, в Загорском государственном историко-художествен-ном музее-заповеднике, Эрмитаже, Этнографическом и Русском музеях в Ленинграде и краеведческих музеях областных центров. Ознакомление с ними позволит глубже познать красоту и особенности национального декоративного искусства. Декоративные работы из металла, представленные в книге, помогут не только освоить ремесло, но и лучше понять труд и творчество людей, посвятивших себя любимому делу на промыслах. Список литературы1. Глинкин М. Д. Златоустовская гравюра на стали. Челябинск: Южноуральское книжное издательство, 1967. 95 с. 2. Гольдберг Т. Г. Черновое серебро Великого Устюга. Труды Государственного исторического музея. 1952. вып. 5. 44 с. 3. Кильчевская Э. В., Иванов А. С. Художественные промыслы Дагестана. М.: Всесоюзное кооперативное издательство, 1959. 176 с. 4. Левинсон Н. Р., Гончарова Л. Н. Русская художественная бронза. М.: Советская Россия, 1958. 87 с. 5. Павловский Б. В. Касли. Свердловское книжное издательство, 1957. 88 с. 6. Павловский Б. В. Декоративно-прикладное искусство промышленного Урала. М.: Искусство, 1957. 131 с. 7. Прокопьев Д. В. Художественные промыслы Горьковской области. Горь-ковское обл. издательство, 1939. 298 с. 8. Пупарев А. А. Художественная эмаль. М.: КОИЗ, 1948. 82 с. 9. Разина Т. М. Евстафий Павлович Шильниковский. М.: КОИЗ, 1959. 24 с. 10. Разина Т. М. Русская эмаль и скань. М.: Госместпромиздат, 1961. 37 с. 11. Рехачев М. И. Северная чернь. Архангельское обл. книжное издательство, 1952. 84 с. 12. Русский художественный металл. /Т. М. Разина, И. М. Суслов, Е. Н. Хох-лова, Н. С. Гореликов. М.: КОИЗ, 1958. 178 с. 13. Суслов И. М. Ростовская эмаль. Ярославль: Книжное издательство, 1959. 45 с. 14. Уткин П. И. Русские ювелирные украшения. М.: Легкая индустрия, 1970. 164 с. 15. Флеров А. В. Художественная обработка металлов. М.: Высшая школа, 1976. 223 с. 16. Художественные промыслы РСФСР: Справочник. М.: Легкая индустрия, 1973. 302 с. СодержаниеВведение 3 Виды художественных работ Ювелирные работы Художественное литье из чугуна Декоративные работы по металлу Условия овладения мастерством Металлы и их свойства Приемы художественной обработки металлов Технология художественной обработки металлов Чеканка Гравирование резцом по металлу Инкрустация металлом Ажурная скульптура из металла Заключение Список литературы НАУЧНО-ПОПУЛЯРНОЕ ИЗДАНИЕ Лямин Иван Васильевич ХУДОЖЕСТВЕННАЯ ОБРАБОТКА МЕТАЛЛОВ Редактор Н. П. Гурвич Художественный редактор А. С. Вершинкин Технические редакторы Н. М. Харитонова, Л. А. Макарова Корректор Л. Е. Сонюшкина ИБ № 5871 Сдано в набор 20.01.88. Подписано в печать 18.07.88. Т-11289. Формат 60X90/16. Бумага офсетная № 1. Гарнитура «тайме». Печать офсетная. Усл. печ. л. 7,0. Усл. кр.-отт. 25,24. Уч.-изд. л. 7,16. Тираж 50000 экз. Заказ 3839. Цена 40 к. Ордена Трудового Красного Знамени издательство «Машиностроение» 107076, Москва, Стромынский пер., 4 Предприятие малообъемной книги дважды ордена Трудового Красного Знамени Ленинградского производственного объединения «Типография имени Ивана Федорова» Союзполиграфпрома при Государственном комитете СССР по делам издательств, полиграфии и книжной торговли. 192007, Ленинград, ул. Боровая, 51. ББК 85.12 Л97 УДК 621.7.74 Оформление и макет А. Вершинкина Рецензент канд. искусствоведческих наук Л. Н. Гончарова Лямин И. В. Л97 Художественная обработка металлов. — 3-е изд., доп. — М.: Машиностроение, 1988. — 112 с.: ил. — (Кем быть?). ISBN 5-217-00234-4 Рассказано о народном творчестве людей, работающих в художественных промыслах, об уникальных вещах, созданных художниками и мастерами, о значении декоративно-прикладного искусства в жизни советского человека. Книга знакомит молодого читателя с приемами и технологией изготовления простейших художественных изделий из металла. В третье издание (2-е изд. 1984 г.) добавлен иллюстративный материал. Для молодежи, оканчивающей среднюю школу и стоящей перед выбором профессии. Книга переиздается по просьбе книготорговых организаций. 2704010000 — 216 ББК 85.12 Л------------------------216 — 88038(01) — 88 ISBN 5-217-00234-4 |