Сернокислотное алкилирование. Назначение процесса
 Скачать 135.62 Kb. Скачать 135.62 Kb.
|

Назначение процессаНазначение процесса - производство высокооктанового изокомпонента бензинов алкилированием изобутана бутиленами и пропиленом. Целевой продукт процесса–алкилат, состоящий практически нацело из изопарафинов, имеет высокое октановое число (90-95 по моторному методу). Октановое число основного компонента алкилата – изооктана принято, как известно, за 100. СырьеС-алкилированию в нефтепереработке чаще всего подвергают изобутан и значительно реже изопентан (последний является ценным компонентом автобензина (его ОЧИМ = 93). Существенное влияние на показатели процесса оказывает состав алкенов. Этилен практически не алкилирует изобутан, но сульфатируется и полимеризуется. Пропилен легко вступает в реакцию с изобутаном, но октановое число мень-ше, чем при алкилировании бутиленами (табл. 1). Высшие алкены (С5 и выше) более склонны к реакциям деструктивного алкилирования с образованием низкомолекулярных и низкооктановых продуктов. Как видно из табл. 1, оптимальным сырьем для С-алкилирования изобутана являются бутилены. В нефтепереработке в качестве алкенового сырья обычно используют бутан-бутиленовую фракцию в смеси с пропан-пропиленовой с содержанием пропилена менее 50 % от суммы алкенов. Алканы нормального строения С3-С5 в реакцию алкилирования не вступают и являются инертными примесями. Диены, содержащиеся в сырье, образуют сложные продукты взаимодействия с серной кислотой и остаются в кислотной фазе, разбавляя кислоту, что увеличивает его расход. Поэтому диеновые углеводороды не должны содержаться в сырье. К сырью С-алкилирования предъявляются также повышенные требования по содержанию влаги и сернистых соединений. Если сырье каталитического крекинга не подвергалось предварительной гидроочистке, то бутан-бутиленовую фракцию крекинга - сырье С-алкилирования - обычно очищают щелочью или в процессах типа «Мерокс» от сернистых соединений. Таблица 1 - Зависимость показателей процесса сернокислотного алкилирования изобутана от состава алкенов. 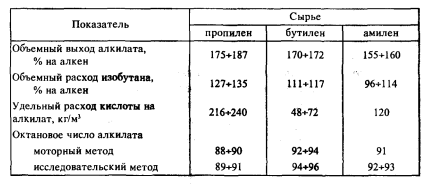 Технологические параметры проведения процесса и их влияние на выход и качество получаемого продуктаВажными оперативными параметрами, влияющими на материальный баланс и качество продуктов С-алкилирования, являются: давление, температура, объемная скорость сырья, концентрация кислоты, соотношения изобутан: олефин, кислота: сырье и интенсивность перемешивания сырья с катализатором. Давление. При сернокислотном жидкофазном С-алкилировании изменение давления не оказывает существенного влияния на процесс. Давление должно ненамного превышать упругость паров углеводородов сырья при температуре катализа. Обычно в реакторах с внутренней системой охлаждения при С-алкилировании изобутана бутиленами поддерживают давление 0,35…0,42 МПа. Если сырье содержит пропан-пропиленовую фракцию, то давление в реакторе несколько повышают. Температура. При повышении температуры снижается вязкость кислоты и углеводородов и создаются более благоприятные условия для их перемешивания и диспергирования. Это обусловливает большую скорость сорбции углеводородов кислотой и, следовательно, большую скорость всех протекающих реакций. При этом снижаются затраты энергии на перемешивание сырья и катализатора, что улучшает экономические показатели процесса. Однако повышение температуры выше 15 °С интенсифицирует побочные реакции деструктивного алкилирования, полимеризации и сульфирования углеводородов в большей степени, чем целевую реакцию. При этом увеличивается содержание малоразветвленных алканов, снижается избирательность реакций С-алкилирования, возрастает расход кислоты и ухудшается качество алкилата (рис.1).  Рисунок 1 – Влияние температуры на октановое число алкилата Снижение температуры в определенных пределах оказывает благоприятное влияние на селективность реакций, выход и качество алкилата. Лимитирующим фактором при снижении температуры реакции является чрезмерное повышение вязкости кислоты, что затрудняет создание эмульсий с высокой поверхностью раздела фаз. На практике оптимальный интервал температур при С-алкилировании изобутана бутиленами составляет 5-13 °С, а пропиленом – 10-22 °С. Фтористоводородное С-алкилирование наиболее экономично проводить при отводе тепла реакции охлаждением водой, что соответствует температурному интервалу 25-40 °С. Соотношение изобутан: олефин является одним из важнейших параметров С-алкилирования. Избыток изобутана интенсифицирует целевую и подавляет побочные реакции С-алкилирования. Таблица 2 - Влияние отношения изобутана к бутиленам на выходные показатели сернокислотного С-алкилирования  Чрезмерное повышение этого соотношения увеличивает капитальные и эксплуатационные затраты, поэтому поддерживать его выше 10: 1 нерентабельно. Концентрация кислоты. Для С-алкилирования бутан-бутиленовых углеводородов обычно используют серную кислоту, содержащую от 88 до 98 % моногидрата. Снижение ее концентрации в процессе работы происходит за счет накопления высокомолекулярных полимерных соединений и воды, попадающей в систему вместе с сырьем. Если концентрация кислоты становится ниже 88 %, усиливаются побочные реакции, приводящие к ухудшению качества алкилата (рис. 2).  Рисунок 2 - Влияние концентрации серной кислоты на октановое число алкилбензина Кривая зависимости ОЧММ дебутанизированного алкилбензина, полученного из фракции С4, от концентрации H2SO4 имеет четко выраженный максимум при концентрации 95-96 %. При С-алкилировании пропиленом лучше использовать более концентрированную – 100-101 %-ю кислоту. Разбавление H2SO4 водой более интенсивно снижает активность катализатора, чем разбавление высокомолекулярными соединениями. В этой связи рекомендуется тщательно осушать сырье и циркулирующие в системе углеводороды. Соотношение серная кислота: сырье характеризует концентрации катализатора и сырья в реакционной смеси. Скорость процесса С-алкилирования в соответствии с законом действующих поверхностей должна описываться как функция от произведения концентраций кислоты и углеводородов на границе раздела фаз (т. е. поверхностных концентраций). Соотношение катализатор: сырье должно быть в оптимальных пределах, при которых достигается максимальный выход алкилата высокого качества. Оптимальное значение этого отношения (объемного) составляет около 1,5. Объемная скорость подачи сырья выражается отношением объема сырья, подаваемого в единицу времени, к объему катализатора в реакторе. Влияние этого параметра на результаты С-алкилирования во многом зависит от конструкции реактора и, поскольку процесс диффузионный, от эффективности его перемешивающего устройства. Если перемешивание недостаточно эффективно, возможно, что не вся масса кислоты контактирует с углеводородным сырьем. Экспериментально установлено: при оптимальных значениях остальных оперативных параметров продолжительность пребывания сырья в реакторе - 200…1200 с, что соответствует объемной скорости подачи олефинов 0,3-0,5 ч-1. Катализаторы алкилированияИз всех возможных кислотных катализаторов в промышленных процессах алкилирования применение получили только серная и фтористоводородная кислоты, некоторые свойства которых приведены ниже (для 100%-ных кислот):  Наиболее важными для жидкофазного катализа показателями кислот являются растворимости в них изобутана и олефинов. Растворимость изобутана в H2SO4 невелика и приблизительно в 30 раз ниже, чем в HF. Олефины в этих кислотах растворяются достаточно хорошо и быстро. В этой связи концентрация изобутана на поверхности раздела фаз (эмульсии типа углеводород в кислоте) намного меньше концентрации олефинов, что обусловливает большую вероятность протекания реакций полимеризации олефинов. Это обстоятельство, а также высокие значения плотности, вязкости и поверхностного натяжения кислот, особенно H2SO4, обусловливает протекание реакций С-алкилирования в диффузионной области с лимитирующей стадией массопереноса реактантов к поверхности раздела фаз. Для ускорения химических реакций С-алкилирования в среде H2SO4 и HF необходимо интенсифицировать процессы перемешивания и диспергирования реакционной массы с целью увеличения поверхности раздела кислотной и углеводородной фаз. По совокупности каталитических свойств HF более предпочтителен, чем H2SO4. Процессы фтористоводородного С-алкилирования характеризуются следующими основными преимуществами по сравнению с сернокислотным: значительно меньший выход побочных продуктов, следовательно, более высокая селективность; более высокие выход и качество алкилата; значительно меньший расход кислоты (всего 0,7 кг вместо 100–160 кг H2SO4 на 1 т алкилата); возможность проведения процесса при более высоких температурах (25-40 °С вместо 7-10 при сернокислотном) с обычным водяным охлаждением; возможность применения простых реакторных устройств без движущихся и трущихся частей, обусловленная повышенной взаимной растворимостью изобутана и HF; небольшая металлоёмкость реактора (в 10-15 раз меньше, чем у сернокислотного контактора, и в 25-35 раз меньше, чем у каскадного реактора); лёгкая регенеруемость катализатора, что является одной из причин меньшего его расхода, и др. Однако большая летучесть и высокая токсичность фтороводорода ограничивают его более широкое применение в процессах С-алкилирования. В отечественной нефтепереработке применяются только процессы сернокислотного С-алкилирования. На НПЗ США около половины от суммарной мощности установок приходится на долю фтористоводородного С-алкилирования. Механизм превращения в процессе сернокислотного алкилирования изобутана бутиленомС-алкилирование изоалканов олефинами в общем виде описывается уравнением: Реакции синтеза высокомолекулярных углеводородов С-алкилированием являются обратными по отношению к крекингу алканов и потому имеют сходные механизмы реагирования и относятся к одному классу катализа - кислотному. Реакции С-алкилирования протекают с выделением 85-90 кДж/моль (20-22 ккал/ моль) тепла в зависимости от вида олефина и образующегося изопарафина, поэтому термодинамически предпочтительны низкие температуры, причем уже при 100 °С и ниже ее можно считать практически необратимой. Именно в таких условиях осуществляют промышленные процессы каталитического алкилирования. Из парафинов к каталитическому алкилированию способны только изопарафины, имеющие третичный атом углерода. Олефины могут быть различными (даже этилен), но чаще всего применяют бутилены, алкилирующие изобутан с образованием изо-, по температуре кипения наиболее пригодных в качестве компонента бензинов. С-алкилирование протекает, как и каталитический крекинг, по карбений-ионному цепному механизму. Рассмотрим механизм С-алкилирования на примере реакции изобутана с бутеном-2. Первой стадией процесса (возникновения цепи) является протонирование олефина: При высоком отношении изобутан: бутен бутильный карбений ион реагирует в основном с изобутаном с образованием третичного карбений иона:  2а. Возможна также изомеризация первичного бутильного катиона в третичный без обмена протонами:  Образовавшийся по реакциям 2 и 2а третичный бутильный карбениевый ион вступает в реакцию с бутеном:  Далее вторичный октильный карбкатион изомеризуется в более устойчивый третичный:  Изомеризованные октильные карбкатионы в результате обмена протоном с изоалканом образуют целевой продукт процесса - 2,2,4-, 2,3,3- и 2,3,4-триметилпентаны: Реакции 2, 3, 4 и 5 представляют собой звено цепи, повторение которого приводит к цепному процессу. Обрыв цепи происходит при передаче протона от карбкатиона к аниону кислоты: Наряду с основными реакциями С-алкилирования изобутана бутиленами, при которых на 1 моль изобутана расходуется 1 моль олефина, в процессе протекают и побочные реакции, приводящие к образованию продуктов более легких или более тяжелых, чем целевой продукт, или к потере активности и увеличению расхода катализаторов. К таковым относят реакции деструктивного алкилирования, самоалкилирование изобутана, С-алкилирование с участием и алканов и алкенов, полимеризацию алкенов, сульфирование олефинов с образованием сложных эфиров, кислого шлама и др. Деструктивное алкилирование происходит в результате β-распада промежуточных карбениевых ионов и приводит к образованию углеводородов -. Скорость этих реакций снижается с понижением температуры. Полимеризация алкенов, катализируемая также кислотами, дает продукты большей молекулярной массы, чем С8. Протекание этих реакций подавляется избытком изобутана. Реакции самоалкилирования, осуществляемые с Н-переносом, протекают при большом избытке изобутана и малой концентрации бутиленов: Эта реакция нежелательна, поскольку вызывает повышенный расход изопарафина и образование малоценного н-бутана. Продукты алкилирования изобутана бутиленомПродукцией процесса алкилирования являются лёгкий и тяжёлый алкилаты. Характеристика лёгкого алкилата (к.к. 180ºС), используемого как высокооктановый компонент бензинов: плотность 690-720 кг/м3, октановое число 91-95 (по моторному методу), иодное число менее 1%, содержание фактических смол менее 2. Тяжёлый алкилат, выкипающий в интервале температур 185-310 ºС, плотностью 790-810 кг/м3 применяется в качестве компонента дизельного топлива и растворителя для различных целей. |