Цэ Украiна. отчет. Однако профессия слесарь не потеряла своего значения, так как и в настоящее время высоко ценится ручное мастерство
 Скачать 462.5 Kb. Скачать 462.5 Kb.
|

1 2 2 ВИД СЛЕСАРНЫХ РАБОТ И ИХ ХАРАКТЕРИСТИКА 2.1 Правка и гибка металла Правкой называют метод обработки заготовок слесарными молотками или с помощью специальных устройств в целях устранения отклонения формы и расположения поверхностей. Основное назначение правки заключается в уменьшении припусков на последующую обработку. К устраняемым отклонениям относят коробление, вмятины, выпучины, изгибы, скручивание [4]. В месте дефекта на заготовке возникают вогнутая и выпуклая стороны. Волокна материала на вогнутой стороне сжаты, а на выпуклой — растянуты. Правку производят для того, чтобы выровнять длины волокон выпуклой и вогнутой сторон, растягивая вогнутую сторону или сжимая выпуклую. Вогнутую сторону растягивают целенаправленным ударным воздействием на нее молотка. В центре удара материал пластически деформируется (сжимается). По краям ударной зоны частицы материала смещаются в стороны и происходит удлинение материала, т. е. его вытяжка. Более значительная вытяжка достигается ударами узкого носка молотка, так как при этом увеличивается давление на поверхность заготовки. При обработке плоским бойком молотка степень вытяжки меньше, а упрочнение поверхностного слоя выше. В слесарном деле применяют холодную и реже горячую правку (ручную и механизированную), осуществляемую растяжением, раскручиванием, гибкой и рихтовкой. Инструмент и приспособления для правки. Основным инструментом при ручной правке являются молотки. Наиболее часто используют слесарные молотки с круглым бойком и выпуклой сферой. Квадратный боек может оставлять на заготовке вмятины. Боек должен быть отшлифован, а при выполнении особо ответственных работ — отполирован. Для правки стальных закаленных листовых заготовок применяют специальные молотки с узкой закругленной стороной закаленного бойка или с твердыми высокопрочными вставками. Правку заготовок из мягкого, тонкого и чисто обработанного листового материала осуществляют молотками со вставками из дерева твердых пород, меди, алюминия, свинца, резины, полиуретана. В качестве прочной недеформируемой опоры для заготовки используют правильные (стальные или чугунные) плиты с ровной поверхностью. Их устанавливают на прочном и устойчивом основании. Последовательность и приемы выполнения работ при правке. Сначала визуально определяют выпуклую часть заготовки и отмечают ее границы мелом или карандашом. Затем выбирают способ правки, необходимые инструмент и приспособления, намечают схему правки, места и последовательность нанесения ударов, их силу. Чем толще заготовка, прочнее ее материал и больше отклонение, тем сильнее должны быть удары. По мере выправления заготовки силу ударов следует уменьшать. В процессе правки необходимо постоянно оценивать результаты каждого удара и вносить необходимые коррективы в намеченную схему обработки [4]. Закаленные заготовки при ручной правке размещают на правильной плите. Затем носком молотка наносят равномерные удары по краю вогнутой стороны. Постепенно силу ударов уменьшают и наносят их как бы в промежутках между местами первых ударов. Материал «разгоняется» в стороны, вогнутая сторона удлиняется, и заготовка становится прямолинейной. Несколько последовательных ударов по одному месту могут вызвать появление новых выпуклостей, повышенный наклеп, трещины и изломы. При правке листового материала самым сложным видом работы является устранение выпуклостей. Попытки устранить их ударами по самой выпуклости приведут к ее увеличению. Обработку ведут плоским бойком молотка так, чтобы растягивать слои материала, примыкающие к выпуклости. Если выпуклость находится в середине заготовки, то удары наносят от края к выпуклости, постепенно уменьшая силу ударов и меняя их места. При наличии выпуклости на краю заготовки удары наносят от ее середины к выпуклости. Правку заготовки с несколькими выпуклостями начинают с ударов в промежутках между выпуклостями в направлении к выпуклостям. При больших отклонениях формы и большой толщине и прочности материала заготовки силы удара молотка недостаточно для правки. В этом случае правку проводят на прессах. Гибкой называют метод слесарной размерной обработки, при котором геометрическая форма заготовки изменяется в результате ее пластического деформирования в холодном или горячем состоянии. Гибкой получают детали сложной пространственной формы (хомуты, скобы, элементы трубопроводов сложной формы), а также изделия из тонких листовых материалов для последующего соединения сваркой или пайкой. Исходными материалами для гибки являются листы, полосы, ленты, прутки, трубы из пластичных материалов. В процессе гибки к заготовке прикладывают силы, которые вызывают напряжения, превышающие предел упругости материала заготовки. Это обусловливает начало пластических деформаций, которые носят необратимый характер и придают заготовке новую форму. В процессе гибки в заготовке возникают и упругие деформации. Поэтому после снятия приложенной силы произойдет незначительное упругое восстановление первоначальной формы заготовки. На внешней стороне заготовки в месте изгиба в волокнах возникают напряжения растяжения; они удлиняются и одновременно сужаются в поперечном направлении, так как объем материала остается неизменным. На внутренней стороне в волокнах возникают напряжения сжатия; они укорачиваются и одновременно растягиваются в поперечном направлении. В средней части заготовки имеется слой материала, в котором напряжения отсутствуют. Его называют нейтральной линией, которая и после гибки сохраняет свои первоначальные размеры. В силу описанных явлений поперечное сечение заготовки в месте гибки искажается [4]. В слесарном деле гибку чаще выполняют в холодном состоянии заготовки, реже — в горячем. Листовые, полосовые, трубные и прутковые заготовки небольшого размера обычно гнут в холодном состоянии. Гибку труб и прутков большого диаметра проводят с подогревом места гибки газовыми горелками или в горнах. Широко используется и гибка труб с наполнителями. При слесарной гибке применяют слесарные стальные молотки с квадратным бойком и плоской ударной частью. В качестве приспособлений используют слесарные тиски, оправки, соответствующие форме, размерам и радиусу изгиба. В некоторых случаях применяют простейшие приспособления. Гибку труб осуществляют на ручном винтовом прессе, ручном трубогибном станке, в деревянных нагубниках. Подогрев места гибки проводят газовыми горелками или в горнах. При гибке труб с наполнителями используют заглушки. В качестве вспомогательных материалов при гибке применяют речной мелкий песок, канифоль, кусковой мел [4]. Последовательность и приемы выполнения работ при гибке. Сначала определяют размеры заготовки. Для этого используют специально разработанные таблицы и номограммы, а также аналитические зависимости. Затем выбирают способ гибки. При этом учитывают физико-механические свойства материала заготовки, ее размеры, требуемый радиус гибки. Чтобы уменьшить искажение поперечного сечения в месте гибки, применяют наполнители (речной мелкий просушенный песок, канифоль, масло под высоким давлением), а также гнут трубы в приспособлениях, оснащенных роликами и шаблонами, имеющими желоба, радиус которых равен радиусу трубы. У труб большого диаметра из высокопрочного материала место гибки подогревают газовыми горелками или в горнах. Наименьшие допустимые радиусы изгиба заготовок при различных способах гибки приведены в справочниках. Затем заготовку подготовляют для гибки (например, трубу заполняют наполнителем и забивают в нее пробки). На подготовленной заготовке намечают место первого изгиба, устанавливают ее в приспособлении и производят гибку. После этого намечают следующее место гибки. При гибке на оправке промежуточную разметку не делают, так как длина гнутого участка определяется размерами оправки. После окончания гибки контролируют правильность ее выполнения с помощью шаблонов или универсальных измерительных средств. Затем, предварительно выбив пробки, освобождают трубы от песка (или, подогревая трубу, выплавляют канифоль). Качество гибки в значительной степени определяется правильностью ее выполнения. Так, чтобы избежать возникновения складок при гибке полки под углом 90°, гибку проводят в два приема: сначала под углом 30— 40°, а затем под углом 90°. В целях предотвращения разрушения сварного шва при гибке сварных труб его следует располагать в нейтральном слое или с наружной стороны изгиба. 2.2 Резка металла Резкой металла называется разрезание (разделение) металла на части. Резка может производится ручной и механической ножовкой, а также ножницами - ручным и механическими, рычажным, параллельными, дисковым (круглыми). Резка обычно осуществляется острогубцами, слесарными ножницами или ножовками по металлу в зависимости от формы и размеров материала заготовки. Острогубцы служат главным образом для разрезания проволоки. Угол заострения режущих кромок острогубцев может быть различным в зависимости от твёрдости разрезаемого материала. У многих острогубцев он равен 55...60°. Ручные слесарные ножницы применяют для разрезания стальных листов толщиной 0,5...1,0 мм и из цветных металлов - до 1,5 мм. При разрезании листового металла ручными ножницами их держат правой рукой, охватывая рукоятки четырьмя пальцами и прижимая их к ладони. Мизинец (или указательный палец) помещают между рукоятками; им и отводят при резании нижнюю рукоятку на необходимый угол. Раскрывать лезвия ножниц нужно примерно на 2/3 их длины, т.к. при более полном раскрытии они будут выталкивать, а не резать металл. Удерживая лист левой рукой, подают его между режущими кромками, направляя верхнее лезвие по середине разметочной линии. Затем сжимают рукоятки пальцами, осуществляя резание. Иногда при разрезании листового металла одну из ручек ножниц зажимают в тиски [4]. Разрезание листового металла по внешним линиям разметки - прямым или криволинейным без резких поворотов - осуществляется пряморежущими ножницами для фигурной резки. При разрезании заготовку держат так, чтобы хорошо была видна разметочная линия. Пользоваться можно как левыми, так и правыми ножницами; при работе левыми заготовку поворачивают по часовой стрелке, при работе правыми - против часовой стрелки. Для разрезания листового металла по внутренним криволинейным линиям разметки сначала зубилом вырубают в заготовке отверстие для прохода лезвий ножниц, а затем по разметке вырезают заготовку [4]. Ручная слесарная ножовка применяется для разрезания сравнительно толстых листов металла, а также прутков и металлических профилей. Приступая к работе ножовкой, заготовку прочно закрепляют в тисках так, чтобы место разреза было как можно ближе к губкам тисков, что исключает вибрацию заготовки при разрезании. На месте разреза напильником намечают риску, затем принимают необходимую рабочую позу для работы с ножовкой. Рукоятку ножовки охватывают пальцами правой руки; конец рукоятки при этом должен упираться в середину ладони, а большой палец лежать на рукоятке сверху вдоль неё. Левой рукой берут рамку ножовки так, чтобы большой палец находился внутри рамки, а остальные охватывали барашек и натяжной винт. Резание начинают с плоскости (с некоторым наклоном ножовки), а не с ребра, так как в последнем случае зубья полотна могут выкрошиться. Перемещая ножовку от себя (рабочий ход), делают нажим, при обратном (холостом) ходе ножовку ведут без нажима, чтобы полотно не затупилось. При разрезании тонких листов и медных трубок их зажимают между деревянными брусками и разрезают вместе с ними, при этом трубка не мнётся, а лист не вибрирует. Для выполнения длинных разрезов ножовочное полотно поворачивают на 90°. При разрезании металла следует соблюдать следующие правила безопасности: нельзя разрезать металл ножовкой со слабо или слишком сильно натянутым полотном, так как это может привести к поломке полотна и ранению рук; оберегать руки от порезов о зубья ножовки и заусенцы на металле; не сдувать опилки и не удалять их руками во избежание засорения глаз или пореза рук, а пользоваться щёткой-сметкой; заканчивая резание ножовкой, следует поддерживать отрезаемую часть заготовки, так как, падая, она может повредить ноги; при разрезании листового металла ножницами следует осторожно поддерживать лист левой рукой; чтобы избежать порезов руки об острые кромки, рекомендуется пользоваться рукавицами [4]. 2.3 Опиливание металла Опиливанием называют метод размерной обработки заготовок напильником. Опиливание предназначено для получения необходимой формы, размера, шероховатости и расположения поверхности. Опиливают такие поверхности заготовок, обработка которых на станках технически невозможна или экономически нецелесообразна (рабочие полости штампов, пресс-форм и т. п.). Опиливание применяют и для подгонки сопряженных поверхностей деталей на месте сборки изделия. Виды опиливания. Опиливание бывает ручное и машинное. Опиливание с целью повысить качество поверхности иногда называют зачисткой. Опиливание основано на разрушении поверхностного слоя материала заготовки режущими элементами инструмента (напильника), выполненными в виде клина. Каждый режущий клин срезает с заготовки слой материала и превращает его в стружку, которая размещается в стружечном пространстве. При опиливании напильник двигают вручную вперед (от себя). Горизонтальную силу прикладывают как при рабочих, так и при холостых ходах, а вертикальную (двумя руками) — только при рабочих ходах. Чтобы напильник всегда был параллелен обрабатываемой поверхности, в начале рабочего хода на напильник сильнее нажимают левой рукой, а по мере его движения нажим левой рукой уменьшают, а правой — увеличивают [4]. 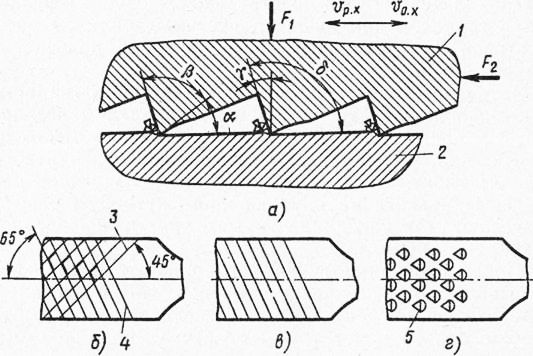 Рисунок 2. Режущие элементы различных типов напильников: а — процесс опиливания, б, в; г — двойная, одинарная и точечная (рашпильная) насечки соответственно; 1 — напильник, 2 — заготовка, 3 — вспомогательная насечка, 4 — основная насечка, 5 — режущая кромка; у — передний угол, а — задний угол, fi — угол заострения, 6 — угол резания Режущий инструмент для опиливания (рис. 2). Напильник представляет собой многолезвийный режущий инструмент, у которого зубья расположены на поверхностях стальных закаленных брусков, имеющих различные профиль поперечного сечения и длину. Напильник имеет рабочую часть и хвостовик. Оттянутую часть называют носком. На рабочей части различают узкую сторону, широкую сторону и ребро. Зубья напильника получают насеканием, фрезерованием; шлифованием и другими технологическими методами. Наибольшее распространение получило насекание зубьев на насекальных станках специальными зубилами. Насеченные зубья более прочны [4]. Напильники изготовляют с различными по длине и форме режущими кромками. Короткую кромку в виде неправильного треугольника получают двойной насечкой, длинную (прямую или радиусную) кромку— одинарной насечкой. Короткую кромку получают также рашпильной (точечной) насечкой. Слесарные напильники общего назначения обычно имеют двойную насечку — основную (под углом 65°) и вспомогательную (под углом 45°). Последняя делит основную насечку на многочисленные зубья, что позволяет при одинаковой затрате сил увеличить количество снимаемой стружки. Шаг основной и вспомогательной насечек делают разным. В результате этого каждый последующий зуб смещен относительно предыдущего в направлении, перпендикулярном оси напильника. Без такого смещения каждый последующий зуб следовал бы строго за предыдущим и на обрабатываемой поверхности образовывались бы канавки. Перекрытие зубьев обеспечивает низкую шероховатость обрабатываемой поверхности. Величина стружечного пространства оказывает большое влияние на качество и производительность опиливания. Объем стружечного пространства определяется шагом насечки, т. е. числом основных насечек на длине 10 мм. Это число определяется номером насечки. Слесарные напильники общего назначения имеют шесть номеров насечек — от нуля (наибольший шаг) до 5 (наименьший шаг). По форме поперечного сечения напильники общего назначения бывают: плоские, плоские остроносые, квадратные, трехгранные, круглые, полукруглые, ромбические и ножовочные. Напильники общего назначения изготовляют длиной 100; 125; 150; 200; 250; 300; 350 и 400 мм. Напильники маленьких размеров называют надфилями. Выпускаемые надфили имеют десять номеров насечки: 00; 0; 1; 2; 3; 4; 5; 6; 7 и 8. Формы поперечного сечения надфилей такие же, как напильников общего назначения. Кроме того, выпускают надфили трехгранные односторонние, овальные и пазовые. Каждый тип надфиля выпускают трех типоразмеров. Общая длина соответственно 100; 120 и 160 мм; длина рабочей части соответственно 50; 60 и 80 мм. Слесарные напильники общего назначения и надфили делают из сталей У12, У12А, У13 и У13А. Допускается изготовление напильников из сталей 13Х и ШХ15. Напильники закаливают до твердости 54 HRQ [4]. Напильники для труднообрабатываемых материалов изготовляют из сталей 14ХФ и 13Х, а также из быстрорежущей стали. Они отличаются от напильников общего назначения числом и углами наклона насечек. Их широкие поверхности имеют радиусную форму, благодаря чему в работе одновременно участвует меньшее число зубьев. При машинном опиливании применяют стержневые напильники и борфрезы. Стержневой напильник в отличие от слесарного имеет хвостовик, с помощью которого он крепится в машине. При опиливании штампов и пресс-форм широко применяют концевые и насадные борфрезы (диаметром 3 — 32 мм) цилиндрической, угловой, дисковой и другой формы. Изготовляют борфрезы из быстрорежущей стали или из инструментальной стали У12А и закаливают до твердости 66 HRCs. Борфрезы делают с особо крупным, крупным, средним, мелким и особо мелким зубом. Оборудование и приспособления для опиливания. Опиливание вручную обычно производят за слесарным верстаком. Заготовку устанавливают в слесарных тисках, оснащенных алюминиевыми или медными нагубниками и деревянными прокладками, предохраняющими обработанные поверхности от повреждений. Обработку заготовки борфрезами выполняют с помощью электрической машины с гибким валом. Опиливание стержневыми напильниками осуществляют на стационарных опиловочных станках. Использование приспособлений типа копиров позволяет повысить производительность опиливания, так как при этом в процессе работы не надо контролировать отклонение формы и расположения обрабатываемых поверхностей. Последовательность и приемы выполнения работ при опиливании. Поверхность заготовки очищают от грязи, масла и окалины. Твердую поверхностную корку отливок и поковок предварительно удаляют старым напильником или зубилом. Затем заготовку размечают [4] При выборе напильника необходимо учитывать физико-механические свойства обрабатываемого материала, размеры, форму обрабатываемой поверхности и ее расположение относительно других поверхностей заготовки, величину припуска на обработку, требуемую точность и шероховатость поверхности. Плоские и плоские остроносые напильники применяют для обработки плоских и выпуклых поверхностей, канавок. Квадратные и прямоугольные пазы и отверстия опиливают квадратными напильниками. Трехгранные напильники удобны при обработке острых углов в пазах, а также трехгранных и многогранных отверстий. Круглые и овальные отверстия, вогнутые поверхности опиливают круглыми напильниками; вогнутые и плоские — полукруглыми; узкие фасонные поверхности, прорези и канавки — ромбическими. Длину напильника рекомендуется выбирать на 150— 200 мм больше длины опиливаемой поверхности. Для очень точной обработки небольших поверхностей и твердых материалов используют надфили. Грубое опиливание мягких материалов, пластмасс и дерева рационально проводить рашпилями. Опиливание производят последовательно каждым типом напильника (начиная с наиболее грубого и кончая наиболее точным). Заготовку устанавливают в тисках так, чтобы разметочная риска была хорошо видна, а опиливаемая поверхность располагалась горизонтально. Для повышения производительности и качества обработки применяют перекрестное опиливание: сначала всю поверхность опиливают косым штрихом слева направо; потом — прямым штрихом; затем — косым штрихом справа налево. В результате неправильной эксплуатации напильники теряют режущие свойства. Если на рабочую часть напильника попало масло или частицы стружки забили его впадины, то он становится непригодным для работы. Засаленные напильники очищают твердым куском древесного угля. От стружки напильник очищают заостренной лопаточкой из мягкого железа (или латуни) и стальной жесткой щеткой. Очистку ведут в направлении верхней насечки. Перед опиливанием алюминиевых сплавов напильник следует натереть стеарином в целях уменьшения его засаливания [4] При опиливании контролируют шероховатость, форму, размеры и расположение поверхности. Шероховатость, как правило, контролируют по эталонным образцам. Отклонение от плоскостности (наиболее распространенный вид брака при опиливании) контролируют поверочной линейкой (на просвет). Взаимное расположение поверхностей контролируют угольниками, шаблонами и угломерами; линейные размеры проверяют штангенциркулями. 2.4 Сверление, зенкерование и развертывание отверстий Сверление является одной из часто выполняющихся операций при сборочных и слесарно-ремонтных работах. Для этого используют ручные, пневматические и электрические дрели, трещотки, сверлильные головки с приводом от гибкого вала, а также сверлильные станки, если позволяют условия для их использования. Основными ручными немеханизированными инструментами для сверления являются коловорот, винтовая дрель, ручная дрель и трещотка. 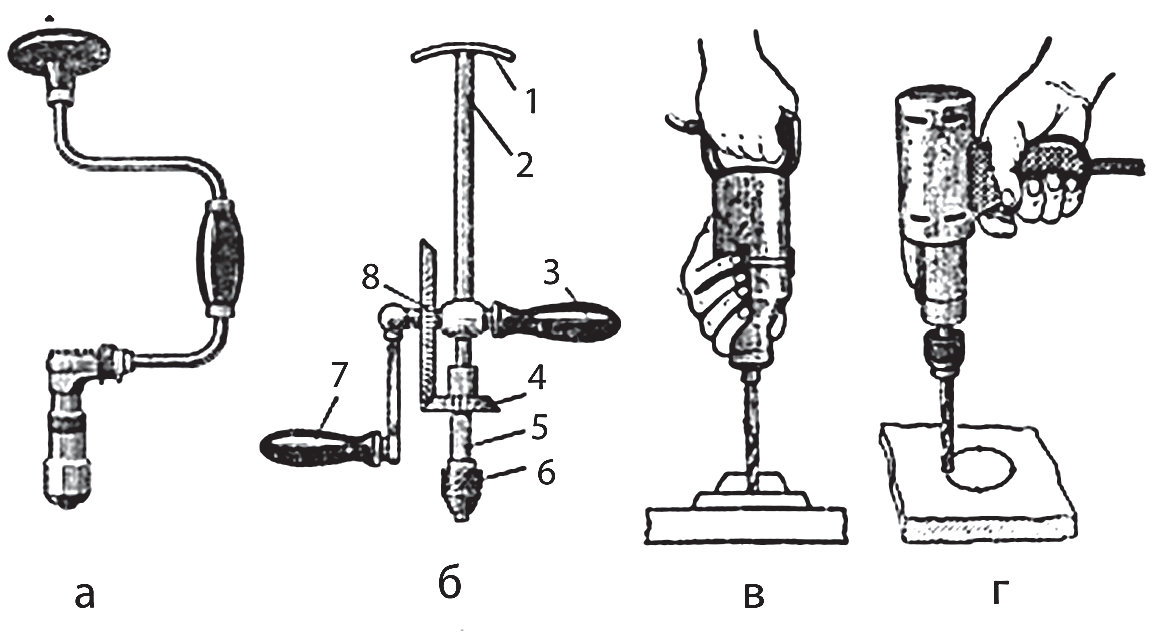 Рисунок 3. Устройства для сверления: а — коловорот; б — ручная дрель для отверстий до 8 мм; в — электродрель для отверстий от 10 до 20 мм; г — электродрель пистолетного типа для отверстий до 8-10 мм Коловорот (рис. 3, а) применяют для сверления мелких отверстий в дереве, фибре и мягких металлах, а также для отвинчивания и завинчивания шурупов и винтов, гаек, притирки клапанов [5]. Коловорот состоит он из изогнутого стального стержня, на верхнем конце которого имеется свободно вращающаяся упорная шляпка, а на нижнем конце укреплен патрон. На колене посажена свободно вращающаяся деревянная ручка. При работе коловоротом нажимают на упор левой рукой или грудью (создают усилие подачи сверлу), а правой рукой за ручку вращают коловорот. Ручная дрель с конической передачей. Эту дрель (рис. 3, б) используют для сверления отверстий диаметром до 8 мм. Состоит она из стального стержня 2, на котором неподвижно укреплены рукоятки 3 и 7 и шляпка 1. При вращении рукоятки 7 движение передается большой конической шестерне 8, свободно сидящей на оси, а от нее к малой конической шестерне 4, неподвижно сидящей на втулке 5, и патрону 6, в котором закреплено сверло. При работе дрель удерживают левой рукой за рукоятку 3, правой вращают рукоятку 7. При сверлении отверстий большого диаметра при необходимости можно нажать грудью на шляпку 1. Дрель с зубчатой передачей может сделать до 300 об/мин. Электрические сверлильные машины. Эти электрические дрели питаются постоянным или переменным током нормальной частоты и переменным током повышенной частоты (высокочастотные дрели). Электрические машины выпускают трех типов: тяжелого (для отверстий диаметром 20–32 мм), среднего (для отверстий диаметром 10-20 мм) и легкого (для отверстий диаметром до 8–10 мм). Тяжелые сверлильные машины обычно имеют на корпусе две боковые рукоятки или две рукоятки и упор; средние — одну замкнутую рукоятку на задней части корпуса (рис. 3, в), легкие — рукоятку пистолетной формы (рис. 3, г). Пневматические дрели. В заводских условиях находят применение пневматические сверлильные машины (пневматические дрели). Пневматические дрели по своим возможностям и по форме (эргономике) исполнения во многом совпадают с ручными электрическими машинами (рис. 3, г). Ремонтные работы в зависимости от трудоемкости могут выполняться на сверлильных станках (в основном при изготовлении деталей при ремонте). Для этой цели используются настольно-сверлильные и одношпиндельные вертикальносверлильные станки [5]. Наиболее распространенным методом получения отверстий в сплошном материале является сверление ручной дрелью или с помощью настольного сверлильного станка. Движение резания при сверлении — вращательное, движение подачи — поступательное. Перед сверлением отверстия определяют положение его центра на заготовке. На пересечении линий, проведенных чертилкой, керном пробивают положение центра отверстия. 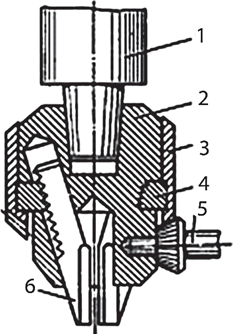 Рисунок 4. Сверлильный кулачковый патрон Для крепления сверл с цилиндрическими хвостовиками (диаметром до 16 мм) применяют сверлильные кулачковые патроны (рис. 4). Сверло закрепляется кулачками 6, которые могут сводиться и разводиться, перемещаясь в пазах корпуса 2. На концах кулачков выполнены рейки, которые находятся в зацеплении с резьбой на внутренней поверхности кольца 4. От ключа 5, через коническую передачу приводится во вращение втулка 3 с кольцом 4, по резьбе которого кулачки 6 перемещаются вверх или вниз и одновременно в радиальном направлении. Для установки патрона на конический хвостовик 1 шпинделя дрели или станка патроны снабжаются коническим отверстием [5]. Перед началом сверления дрелью сверло приводится во вращение. Сверло плавно (без удара) подводят к закрепленной заготовке и производят совмещение сверла с накерненным центром отверстия и сверлят на небольшую глубину (надсверливают). Затем отводят инструмент, останавливают сверло и проверяют точность расположения надсверленного отверстия. Для того, чтобы сверло не сместилось, рекомендуют произвести предварительно сверловку заготовки сверлом небольшого диаметра 2–5 мм. Благодаря этому при окончательном рассверлении отверстия поперечная кромка сверла не работает, что уменьшает смещение сверла относительно оси отверстия на заготовке при окончательном сверлении. При сверлении отверстия, глубина которого больше его диаметра, сверло периодически выводят из обрабатываемого отверстия и очищают канавки сверла и отверстие заготовки от накопившейся стружки. Для уменьшения трения инструмента о стенки отверстия сверление производят с подводом смазочно-охлаждающей жидкости (СОЖ), особенно при обработке стальных и алюминиевых заготовок. Чугунные, латунные и бронзовые заготовки можно сверлить без охлаждения. Применение СОЖ позволяет повысить скорость резания в 1,4–1,5 раза. В качестве СОЖ используются раствор эмульсии (для конструкционных сталей), компаундированные масла (для легированных сталей), раствор эмульсии и керосин (для чугуна и алюминиевых сплавов). Если на станке охлаждение не предусмотрено, то в качестве СОЖ используют смесь машинного масла с керосином, в которую окунают сверло или поливают сверло из масленки. При сверлении напроход в момент выхода сверла из заготовки необходимо резко снизить подачу во избежание поломки сверла. Для сохранности инструмента при сверлении следует работать с максимально допустимыми скоростями резания и с минимально допустимыми подачами. У правильно заточенного сверла работают обе режущие кромки и стружка сходит по двум спиральным канавкам [5]. Размеры отверстия при сверлении получаются больше заданных, если режущие кромки сверла имеют разную длину, хотя и заточены под одинаковыми углами; режущие кромки имеют разную длину и заточены под разными углами; режущие кромки имеют равную длину, но заточены под разными углами. При неправильно и недостаточно заточенном сверле получается косое отверстие с большой шероховатостью поверхности. Кроме того, при работе недостаточно заточенным (тупым) сверлом у выходной части отверстия образуются заусенцы. Неодинаковая длина режущих кромок и несимметричная их заточка, эксцентричное расположение перемычки и различная ширина ленточек вызывают защемление сверла в отверстии, что увеличивает силы трения (по мере углубления сверла в заготовку) и, как следствие, приводят к поломке инструмента. Обрабатываемое отверстие называется глубоким, если его глубина в 5 раз больше его диаметра. При сверлении глубокого отверстия применяют длинное спиральное сверло с обычными геометрическими параметрами, которое периодически выводят из обрабатываемого отверстия для охлаждения и удаления накопившейся в канавках стружки. Для повышения производительности обработки применяют сверла с принудительным отводом стружки. Установка и закрепление заготовок на столе сверлильного станка могут быть выполнены по-разному. Это зависит от размеров, конфигурации и массы заготовки, а также от диаметра обрабатываемого отверстия и др. Мелкие детали при сверлении в них отверстий диаметром до 10 мм обычно закрепляют в ручных тисках или удерживают от проворота плоскогубцами. При обработке отверстий большего диаметра заготовка должна закрепляться более надежно, например в машинных тисках. Перед установкой машинных тисков на столе станка тщательно освобождают его от стружки, очищают поверхность стола от загрязнений, протирают и смазывают маслом опорные плоскости. После выверки тисков относительно шпинделя станка крепят их к поверхности стола станочными болтами, заведенными в Т-образные пазы стола. При сверлении отверстий малого диаметра тиски можно не крепить [5]. Заготовки, не помещающиеся между губками тисков, закрепляют прижимными планками к поверхности стола или приспособления. При обработке сквозных отверстий необходимо учитывать возможность выхода режущего инструмента из отверстия без повреждения поверхности стола или приспособления, или самого инструмента. При сверлении ось сверла должна быть перпендикулярна к поверхности, на которой сверлят отверстие. Если это не обеспечено, то ось отверстия будет расположена косо и возможна поломка сверла. Перед началом работы стол станка и опорные поверхности приспособлений нужно очищать от стружки и других посторонних предметов. Под деталь при сверлении сквозных отверстий (рис. 3, а) следует подкладывать деревянную подкладку, а для точных деталей — стальное кольцо или плитку с отверстием для прохода сверла. Сверление по разметке. Центр отверстия накернивают кернером с углом заострения, примерно равным углу при вершине сверла. Обрабатываемую заготовку закрепляют так, чтобы центр отверстия и вершина сверла совпадали. Вначале при небольшой ручной подаче просверливают отверстие на глубину, равную примерно 1/4 диаметра сверла, и затем осматривают полученную окружность. Если полученная окружность не сместилась относительно центра разметки, то сверление продолжают. Если же центр сверления сместился, то слесарным канавочником с полукруглым лезвием прорубают канавку от центра сверления в сторону, куда нужно сместить центр сверла. После этого вновь накернивают в прорубленной канавке смещенный центр отверстия и начинают сверление. При сверлении глубоких отверстий спиральным сверлом следует периодически, не останавливая станка, выводить сверло из отверстия и удалять стружку из канавок [5]. При сверлении необходимо охлаждать стальное сверло. Для этого достаточно окунать сверло малого диаметра в охлаждающую жидкость, когда его выводят из отверстия для освобождения от стружки. При сверлении отверстий большого диаметра охлаждающую жидкость подают в зону сверления. Точность сверления можно повысить примерно на 50%, если сначала просверлить отверстие сверлом меньшего диаметра, а затем — сверлом требуемого диаметра. При втором сверлении давление подачи уменьшается на 70–80%. В конце сверления сквозного отверстия во избежание поломки и заедания сверла следует выключить автоматическую подачу и вручную аккуратно закончить сверление. Прежде чем остановить станок, необходимо вывести сверло из отверстия. Сверление по сопрягаемой детали или по кондуктору. По разметке сверлят отверстие только в одной детали. Затем через просверленные отверстия размечают и затем накернивают отверстия в другой сопрягаемой детали, как по шаблону, либо непосредственно просверливают отверстия в другой сопрягаемой детали [5]. После наложения (закрепления) кондуктора на детали сверло пропускают последовательно через каждую кондукторную втулку и сверлят отверстия. Этот способ обеспечивает более полное совпадение осей отверстий, чем при разметке. 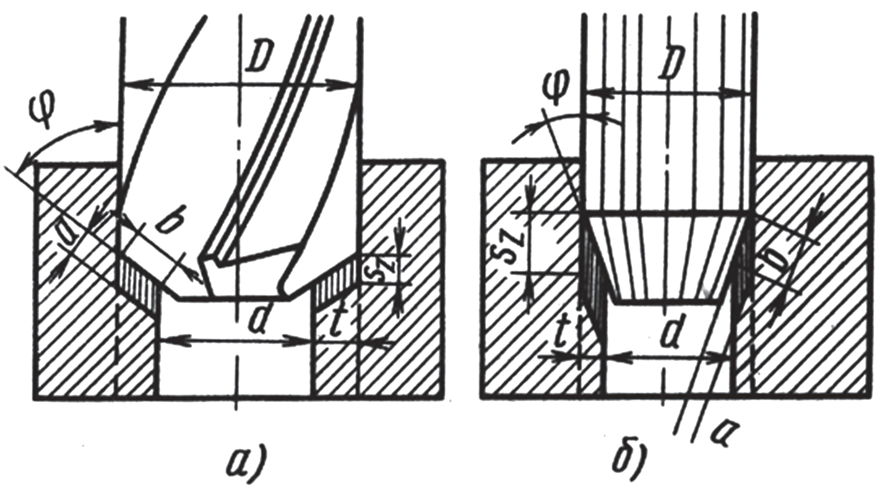 Рисунок 5. Элементы резания при зенкеровании (а) и развертывании (б): а и b — толщина и ширина среза, S — подача, t — глубина резания Зенкерованием обрабатывают отверстия, предварительно штампованные, литые или просверленные (рис. 5, а). Припуск под зенкерование (после сверления) равен 0,5–3 мм на сторону. Зенкеры выбирают в зависимости от обрабатываемого материала, вида обрабатываемого отверстия (сквозное, ступенчатое, глухое), диаметра отверстия и заданной точности. Отверстие, обработанное зенкером, получается более точным, чем обработанное сверлом. Зенкер имеет три и более режущие кромки, он прочнее сверла, поэтому сечение стружки при зенкеровании получается тоньше, а подача в 2,5– 3 раза больше, чем при сверлении. Зенкерование может быть как предварительным (перед развертыванием), так и окончательным. Зенкерование применяют также для обработки углублений и торцовых поверхностей. Для уменьшения увода зенкера от оси отверстия (особенно при обработке литых или штампованных глубоких отверстий) предварительно его растачивают (резцом) до диаметра, равного диаметру зенкера на глубину, примерно равную половине длины рабочей части зенкера. Для обработки высокопрочных материалов (σв>750 МПа) применяют зенкеры, оснащенные пластинками из твердого сплава. При работе твердосплавными зенкерами скорость резания в 2–3 раза больше, чем зенкерами из быстрорежущей стали. При обработке материалов высокой прочности и отливок по корке скорость резания твердосплавных зенкеров следует уменьшать на 20–30%. Развертывание применяют в тех случаях, когда необходимо получить точность и качество поверхности выше, чем это может быть достигнуто зенкером. Развертка имеет больше режущих кромок, чем зенкер, поэтому при развертывании уменьшается сечение стружки и повышается точность отверстия. Отверстия диаметром до 10 мм развертывают после сверления, отверстия большего диаметра перед развертыванием обрабатывают, а торец подрезают. Припуск под развертывание равен 0,15–0,5мм для черновых разверток и 0,05–0,25 мм для чистовых разверток (рис. 5, б). При работе чистовыми развертками на токарных станках применяют качающиеся оправки, которые компенсируют несовпадение оси отверстия с осью развертки. Чтобы обеспечить высокое качество oбpаботки, сверление, зенкерование (или растачивание) и развертывание отверстий производят за одну установку заготовки на станке. Подача при развертывании стальных деталей равна 0,5–2 мм/об, чугунных — 1–4 мм/об. Скорость резания при развертывании 6–16м/мин. Чем больше диаметр обрабатываемого отверстия, тем меньше должна быть скорость резания при одинаковой подаче; при увеличении подачи скорость резания снижают [5]. 2.5 Нарезание резьбы метчиками и плашками Нарезание резьбы – это образование винтовой поверхности на наружной или внутренней цилиндрической или конической поверхностях детали. Нарезание винтовой поверхности на болтах, валиках и других наружных поверхностях деталей можно выполнять вручную или машинным способом. К ручным инструментам относятся: круглые разрезные и неразрезные плашки, а также четырех– и шестигранные пластинчатые плашки, клуппы для нарезания резьбы на трубах. Для крепления плашек используются плашкодержатели и клуппы. Круглая плашка используется также для машинного нарезания резьбы. Нарезание наружной резьбы машинным способом может производиться на токарных станках резьбовыми резцами, гребенками, резьбонарезными головками с радиальными, тангенциальными и круглыми гребенками, вихревыми головками, а также на сверлильных станках резьбонарезными головками, на фрезерных станках резьбонарезными фрезами и на резьбошлифовальных станках однониточными и многониточными кругами [5]. Получение наружной резьбовой поверхности может быть обеспечено ее накатыванием плоскими плашками, круглыми роликами на резьбонакатных станках. Применение резьбонакатных головок с осевой подачей позволяет накатывать наружные резьбы на сверлильном и токарном оборудовании. 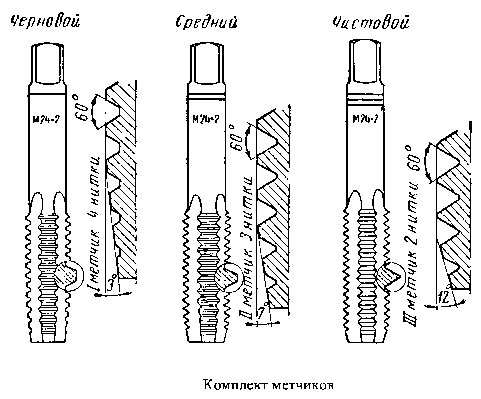 Рисунок 6. Метчики ручные слесарные: а – черновой; б – средний; в – чистовой Нарезание резьбы в отверстиях выполняют метчиками вручную и машинным способом. Различают цилиндрические и конические метчики. Ручные метчики бывают одинарные, двухкомплектные и трех-комплектные. Обычно используют комплект, состоящий из трех метчиков: чернового, обозначенного одной черточкой или цифрой 1; среднего, обозначенного двумя черточками или цифрой 2; и чистового, обозначенного тремя черточками или цифрой 3 (рис. 6). Имеются специальные метчики: для плашек (плашечные метчики с длинной режущей частью), для гаек, для труб, для легких сплавов, а также с конической рабочей частью. Метчиками можно нарезать резьбу в сквозных и глухих отверстиях или калибровать маточными метчиками ранее нарезанную резьбу. На хвостовик ручного метчика, заканчивающийся квадратной головкой, надевается вороток с постоянным или регулируемым квадратным отверстием. В ряде случаев применяются комбинированные метчики, которыми можно производить сверление и нарезание резьбы. Машинные метчики применяются для нарезания внутренней резьбы на сверлильных и токарных станках всех типов. Ими можно нарезать резьбы за один или несколько проходов. За один проход нарезают резьбу с шагом до 3 мм, а за 2–3 прохода – резьбы с более крупным шагом, особо длинные резьбы, а также гладкие резьбы в труднообрабатываемых материалах независимо от шага. Для нарезания резьбы в гайках на станках применяются гаечные метчики. Они работают без реверсирования и при нарезании гайки нанизываются на хвостовик. Различают гаечные метчики с прямым и изогнутым хвостовиком. Для нарезания внутренней резьбы большого диаметра применяются резьбонарезные головки с регулируемыми гребенками или сходящимися плашками [5]. Элементы метчика: рабочая часть, состоящая из режущей и калибрующей частей, и хвостовик. На рабочей части нанесены спиральная нарезка и продольные канавки для удаления стружки. Режущие кромки получаются на пересечении спиральной нарезки и продольных канавок для удаления стружки. Хвостовая часть заканчивается квадратной головкой для установки в патрон. Метчики изготавливают из углеродистой инструментальной стали У12 и У12А, быстрорежущей стали Р12 и Р18, легированной стали Х06, ХВ, ИХ. Винтовая поверхность – это поверхность, описываемая кривой-образующей, равномерно вращающейся вокруг оси и одновременно совершающей равномерное поступательное движение вдоль этой оси. Применительно к резьбовой поверхности образующей является треугольник (для метрических и дюймовых резьб), трапеция (для трапецеидальных резьб) и прямоугольник (для прямоугольных резьб, например, в ходовых винтах домкратов). Профиль резьбы – это контур, полученный путем рассечения винтовой поверхности плоскостью, проходящей через ось винта. Профиль резьбы состоит из выступов и впадин витков. Ось вала является осью винтовой поверхности. Профиль резьбы делится на две части: выступы и впадины. Резьбы могут быть однозаходные и многозаходные. Под шагом резьбы следует понимать поступательное перемещение средней точки образующей профиля, соответствующее одному ее полному обороту относительно оси резьбы. Шаг резьбы определяется расстоянием между осями двух идентичных точек следующих один за другим одноименных витков или расстоянием, на которое перемещается гайка по винту при выполнении одного полного оборота для однозаходной резьбы [5]. Винтовую поверхность многозаходной резьбы можно рассматривать как несколько винтовых канавок, имеющих один номинальный диаметр (следовательно, и один номинальный шаг, который в многозаходной резьбе называется ходом) и образованных на одной гладкой цилиндрической поверхности с равномерно расположенными по окружности заходами. Резьбы бывают однозаходные и многозаходные, а также правые и левые. Резьба многозаходная, если на один ход нарезки попадает два или более профиля резьбы. В зависимости от конфигурации резьбы бывают метрические (нормальные и мелкие), дюймовые, трубные, трапецеидальные, симметричные и несимметричные, закругленные, прямоугольные. Они могут быть цилиндрические и конические. Угол профиля метрических резьб – 60°, дюймовых цилиндрических – 55°, дюймовых конических – 60°, трубной цилиндрической и конической – 55°, трапецеидальной – 30°. В зависимости от профиля резьбы делятся на треугольные, трапецеидальные симметричные и несимметричные, прямоугольные и закругленные. Резьба М4 имеет шаг 0,7 мм; М6 – 1 мм; М8 – 1,25 мм; М10 – 1,5 мм; М12 – 1,75 мм; М14 – 2 мм; М16 – 2 мм; М18 – 2,5 мм; М20 – 2,5 мм; М22 – 2,5 мм; М24 – 3 мм; М27 – 3 мм; М30 – 3,5 мм. Раньше чаще применялись дюймовые резьбы, сейчас – метрические, реже – дюймовые [5]. В метрических резьбах различают 3 класса точности: точный (обозначение полей для наружных резьб 4п, для внутренних – 4Н5Н), средний (обозначение полей допусков для наружных резьб 6h, 6g, 6е и 6d, для внутренних – 5Н6Н, 6Н, 6G), грубый (обозначение полей допусков для наружных резьб 8h, 8g, для внутренних–7Н, 7G). Для трапецеидальных резьб имеются два класса точности: средний (обозначение поля допуска длинной наружной резьбы 7п, 7е, и 8е, внутренней 7Н и 8Н); грубый (обозначение поля допуска длинной наружной резьбы 8е, 8с, 9с, внутренней 8Н и 9Н). В резьбе различают номинальный диаметр резьбы, который чаще всего является наружным диаметром винтовой поверхности d, внутренний диаметр d1, средний диаметр d2 винта и внутренний диаметр отверстия гайки D1 , диаметр резьбы гайки D, средний диаметр резьбы гайки D2 чаще всего равный d2. Перед нарезанием резьбы пруток должен быть очищен от ржавчины; на его торцевой поверхности должна быть снята заходная фаска.При нарезании резьбы в деталях из углеродистых и легированных конструкционных сталей применяют следующие СОЖ: для метчиков – сульфофрезол или 5 %-ный раствор эмульсии Э-2 или ЭТ-2, для плашек, гребенок, резьбонарезных головок – сульфофрезол, масло «Индустриальное 20». Для нержавеющих и труднообрабатываемых сталей применяется сульсрофрезол, олеиновая кислота или жидкость следующего состава: сульфофрезол – 60 %, керосин – 25 %, олеиновая кислота – 15 %. Для серого чугуна при нарезании метчиками применяется керосин или масло «Индустриальное 200». Для алюминия и его сплавов применяется 5 %-ный раствор эмульсии Э-2, ЭТ-2 или жидкость следующего состава: масло «Индустриальное 20» – 50 %, керосин – 50 %. Для меди и ее сплавов применяется 5 %-ный раствор эмульсии Э-2, ЭТ-2 или масло «Индустриальное 20». Смазка уменьшает трение, охлаждает инструмент, удлиняет срок службы инструмента и облегчает отвод стружки. Основные причины брака при нарезании резьбы следующие: несоответствие диаметров отверстий или стержней нарезаемой резьбе, повреждение инструмента, нарезание резьбы без применения смазки, тупой инструмент, плохое закрепление или плохая установка инструмента, а также недостаток профессиональных навыков. При нарезании резьбы существует опасность ранения рук острой кромкой детали или инструмента. Не следует пальцами очищать ручные инструменты от стружки; категорически запрещается очищать пальцами рук инструменты, находящиеся в движении на станках [5]. 2.6 Заклепочные соединения Клепкой называют метод получения неразъемного неподвижного соединения с помощью заклепок. Клепку применяют в тех же случаях, что и вальцевание. Клепаные соединения надежно работают в условиях вибраций и ударных нагрузок, при высоких и низких температурах и давлениях, обеспечивая герметичность соединения [6]. Заклепку (в холодном или горячем состоянии) из пластичного материала устанавливают в совмещенные отверстия соединяемых деталей. Перед установкой заклепка имеет одну головку, называемую закладной. Под действием приложенных сил стержень заклепки пластически деформируется и образуется замыкающая головка заклепки, которая стягивает соединяемые детали. В стыке соединяемых деталей возникают силы трения, которые воспринимают внешнюю нагрузку (или ее часть). Стержень заклепки также может воспринимать внешнюю нагрузку. Клепаные соединения делят на свободные и прочные. В свободном соединении заклепка выполняет роль оси вращения (например, у угломера, циркуля). 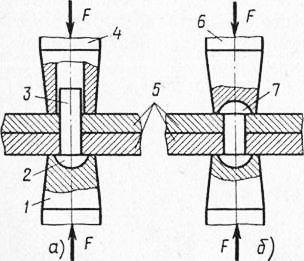 Рисунок 7. Схема клепки: 1 — поддержка, 2 — закладная головка, 3 — стержень заклепки, 4 — натяжка, 5 — соединяемые детали, 6 — обжимка, 7 — замыкающая головка Прочные соединения выполняют внахлестку, с одной и двумя накладками. По числу рядов заклепок различают однорядные и многорядные соединения. Заклепки могут располагаться в шахматном порядке и параллельными рядами (шахматный шов обеспечивает большую плотность соединения). Минимальный шаг заклепок определяется удобством клепки, а максимальный — плотностью и прочностью соединения. Схема клепки изображена на рисунке 7. Во избежание электрохимической коррозии материал заклепок должен быть таким же, как материал соединяемых деталей. Заклепки изготовляют из углеродистой и легированной стали, меди, латуни, алюминия и его сплавов. Наибольшее распространение имеют заклепки с полукруглой и потайной головкой. Применяют также заклепки с конической полупотайной головкой, а также взрывные заклепки, содержащие взрывчатое вещество. Инструмент и оборудование для клепки. При ручной ударной клепке используют молотки с квадратным бойком, поддержки, обжимки и натяжки. Обжимка представляет собой цилиндрический стержень, имеющий на одном конце углубление для образования замыкающей головки заклепки. Обжимки изготовляют из инструментальной стали У8 или У8А, твердость их рабочей части 56—58 HRQ. Натяжка представляет собой цилиндрический стержень, на одном конце которого выполнено глухое отверстие, диаметр которого больше диаметра стержня заклепки на 0,3 мм. С помощью натяжки осаживают склепываемые детали вокруг заклепки (перед ее расклепыванием). Поддержка удерживает заклепку в рабочем положении и позволяет плотно прижать закладную головку к склепываемым деталям. Масса поддержки, используемой при ручной клепке, должна в 3—5 раз превышать массу молотка [6]. Для механизации клепки применяют пневмомолотки, клепальные гидравлические и пневматические пресс-скобы, прессы и клепальные машины. При горячей клепке заклепки нагревают в угольных, газовых и электрических печах. Последовательность работ при клепке. Сначала размечают, а потом обрабатывают отверстия под заклепки. Для ответственных (высоконагруженных) соединений отверстия под заклепки сверлят; для менее ответственных — пробивают, для весьма ответственных — совместно сверлят и развертывают. Диаметр отверстий на 0,1—0,5 мм больше диаметра стержня заклепки. Ударную ручную клепку выполняют следующим образом: в совмещенные отверстия соединяемых деталей вставляют заклепку; ударами молотка по натяжке склепываемые детали плотно прижимают друг к другу; затем осаживают стержень заклепки до полного заполнения им всего пространства отверстия; далее с помощью обжимки образуют замыкающую головку. В процессе клепки закладная головка все время находится на поддержке. Стальные (диаметром до 8 мм), а также медные, латунные и алюминиевые заклепки можно расклепывать в холодном состоянии. При горячем процессе стальные заклепки нагревают до температуры 1050— 1100 °С. Во время процесса каждую заклепку выдерживают под давлением рабочего инструмента для предупреждения ее вытяжки. Клепку ведут вразброс (через две-три, а иногда и через большее число заклепок), чтобы предотвратить выпучивание и смещение отверстий. Контроль: внешним осмотром выявляют дефекты замыкающей головки; простукиванием обнаруживают плохо затянутые головки; шаблонами выявляют головки, размеры которых меньше допустимых; щупами проверяют плотность прилегания головок. Заклепки, в которых обнаружены какие-либо из указанных дефектов, высверливают, а вместо них ставят новые [6]. Среди неразъемных соединений большое место занимают такие соединения, в которых скрепление деталей осуществляется заклепками. В машиностроении заклепочные соединения все чаще заменяют сварными либо резьбовыми соединениями. Однако заклепочные соединения широко применяют в металлических конструкциях (мостовых балках, фермах и пр.). Наибольшее распространение имеют заклепки со сплошными, трубчатыми и полутрубчатыми стержнями. Материал заклепок — сталь, медь, латунь и алюминиевые сплавы. Наиболее распространены заклепки с полукруглой, потайной и полупотайной головками. При соединении деталей заклепками отверстия для них, как правило, должны быть подготовлены заранее. Сверление отверстий под заклепки одновременно в обеих деталях в процессе сборки применяют лишь в тех случаях, когда требуется повышенная точность в совпадении отверстий. Сверлят обычно по кондуктору. Диаметр сверла под заклепку должен быть на 0,1—0,2 мм больше диаметра заклепки. Если отверстие готовится под заклепку с потайной головкой, то его зенкуют [7]. Метод образования головок заклепок при сборке соединений может быть прямым и обратным. При прямом методе клепки удары для получения головки наносят со стороны этой замыкающей головки, а при обратном методе клепки — со стороны закладной головки. Для получения плотного соединения деталей при прямом методе клепки необходимо тщательное обжатие; при обратном способе плотность достигается одновременно с образованием головки, и, следовательно, промежуточная операция затяжки устраняется. В процессе работы наиболее часто встречаются следующие погрешности заклепочных соединений: 1) смещение оси заклепки получается при неправильном совмещении осей отверстий под заклепки; 2) изгиб стержня заклепки в отверстии возникает при чрезмерном увеличении диаметра отверстия по сравнению с диаметром заклепки; 3) сдвиг стержня заклепки в отверстиях сопрягаемых деталей объясняется не только увеличенным диаметром отверстий в сопрягаемых деталях, но и несовпадением осей отверстий сопрягаемых деталей или плохой фиксацией деталей; 4) выпучивание стержня заклепки между поверхностями склепываемых деталей получается при слабом сжатии деталей перед клепкой или плохой зачистке торцов отверстий. Неправильно поставленные заклепки удаляют (срубают или высверливают) и заменяют новыми. В месте соединения деталей заклепками образуются заклепочные швы, которые могут быть однорядными и многорядными (обычно двух- и трехрядными). По расположению соединяемых листов различают швы внахлестку и встык с накладками (одной или двумя). В месте заклепочных швов заклепка подвергается деформациям смятия и сдвига (среза). В зависимости от числа плоскостей, по которым возможен срез, швы делят на односрезные (внахлестку и встык с одной накладкой) и двухсрезные (встык с двумя накладками). Прочность заклепочного соединения в значительной мере зависит от размеров и формы замыкающей головки заклепки. Если головка сферическая, то ее размеры и форма зависят от размеров и формы лунки обжимки. Правильность установки заклепок с полукруглой или полупотайной головкой контролируют по высоте шаблоном-высотомером, а с потайной головкой — линейкой и щупом, вставляемым в зазор между поверхностью заклепок и линейкой. В зависимости от конструктивных форм узла, размеров заклепок и масштаба производства клепку осуществляют вручную или с использованием пневматических приспособлений. Выбирая инструмент или оборудование для клепки, следует учитывать, что при применении маломощных клепальных машин или молотков клепка получается некачественной и экономически невыгодной вследствие повышенного расхода воздуха и времени на операцию. Чрезмерно мощный молоток или пресс также недопустимы, так как при их использовании заклепки будут разрушаться. Если при клепке применяют пневматические молотки, то для защиты от шума используют противошумные наушники ПН-2К Для клепальщиков. Наушники ПН-2К состоят из чашечки, изготовленной из алюминия толщиной 1,5 мм, звукопоглощающего материала, уплотнителя из бестканевой окантовочной пленки толщиной 0,3—0,4 мм, заполненного дистиллированным глицерином, обжимного кольца, выполненного из той же пленки и служащего для крепления уплотнения к наушникам. Наушники надевают на голову работающего [7]. 2.8 Паяние, лужение, склеивание Пайка - это процесс получения неразъёмного соединения материалов с нагревом ниже температуры их автономного расплавления путём смачивания, растекания и заполнения зазора между ними расплавленным припоем и сцепления их при кристаллизации шва. Пайку широко применяют в различных отраслях промышленности. К преимуществам пайки относятся: незначительный нагрев соединяющихся частей, что сохраняет структуру и механические свойства металла; сохранения размеров и форм детали; прочность соединения. Современные способы позволяют паять углеродистые, легированные и нержавеющие стали, цветные металлы и их сплавы. Припои - это качество, прочность и эксплуатационная надёжность паяльного соединения. Припои должны обладать следующими свойствами: 1) иметь температуру плавления ниже температуры плавления спаиваемых материалов; 2) обеспечивать достаточно высокую сцепляемость, прочность, пластичность и герметичность паяного соединения; 3) иметь коэффициент термического расширения, близкий к соответствующему коэффициенту паяемого материала. Легкоплавкие припои широко применяют в различных отраслях промышленности и быта; они представляют собой сплав олова со свинцом. Легкоплавкие припои служат для пайки стали, меди, цинка, свинца, олова и их сплавов серого чугуна, алюминия, керамики, стекла и др. Для получения специальных свойств к оловянно-свинцовым припоям добавляют сурьму, висмут, кадмий, индий, ртуть и другие металлы. При слесарных работах чаще применяют припой ПОС 40. Тугоплавкие припои представляют собой тугоплавкие металлы и сплавы, из них широко применяют медно-цинковые и серебряные. Добавка в небольших количествах бора повышает твёрдость и прочность припоя, но повышает хрупкость паяных швов [7]. Согласно ГОСТу медно-цинковые припои выпускают трёх марок: ПМЦ-38 для паяния латуни с 60…68% меди; ПМЦ-48 - для паяния медных сплавов, меди свыше 68%; ПМЦ-54 - для паяния бронзы, меди, томпака и стали. Медно- цинковые припои плавят при 700…950 градусах. Флюсы применяют для удаления оксида химических веществ. Флюсы улучшают условия смачивания поверхности, растворяя имеющиеся на поверхности паяемого металла и припоя оксидные плёнки. Различают флюсы для мягких и твёрдых припоев, а также для пайки алюминиевых сплавов, нержавеющих сталей и чугуна. Паяльники. Особую группу составляют паяльники специального назначения: ультразвуковые с генератором ультразвуковой частоты (УП-21); с дуговым обогревом; с вибрирующими устройствами и др. Паяльники периодического подогрева подразделяются на угловые, или молотковые, и прямые, или торцовые. Первые применяют наиболее широко. Паяльник представляет собой определённой формы кусок меди, закреплённый на железном стержне с деревянной рукояткой на конце. К паяльникам непрерывного подогрева относят газовые и бензиновые. Электрические паяльники применяют широко, так как они просты по устройству и удобны в обращении. При их работе не образуются вредные газы, и нагреваются быстро - в течение 2…8 мин., что повышает качество пайки. В зависимости от предъявляемых к спаиваемым изделиям требований паяные швы разделяют на три группы: 1) прочные, обладающие определённой механической прочностью, но не обязательно герметичностью; 2) плотные - сплошные герметичные швы, не допускающие проникновения какого-либо вещества; 3) плотнопрочные, обладающие и прочностью и герметичностю. Соединяемые детали должны хорошо подгоняться одна к другой [7]. Пайка мягкими припоями делится на кислотную и бескислотную. При кислотной пайке в качестве флюса употребляют хлористый цинк или техническую соляную кислоту при бескислотной - флюсы, не содержащие кислот: канифоль, терпентин, стеарин, паяльную пасту и др. Бескислотной пайкой получают чистый шов; после кислотной пайки не исключена возможность появления коррозии. Пайку твёрдыми припоями применяют для получения прочных и тер-мостойких швов и осуществляют следующим образом: 1) поверхности подгоняют друг к другу припиливанием и тщательно очищают от грязи, оксидных плёнок и жиров механическим или химическим способом; 2) подогнанные поверхности в месте спая покрывают флюсом; на место спая накладывают кусочки припоя - медные пластинки и закрепляют их мягкой вязальной проволокой; подготовленные детали нагревают паяльной лампой; 3) когда припой расплавится, деталь снимают с огня и держат в таком положении, чтобы припой не мог стекать со шва; 4) затем деталь медленно охлаждают (охлаждать в воде деталь с напаянной пластинкой нельзя, так как это ослабит прочность соединения). Покрытие поверхности металлических изделий тонким слоем соответствующего назначению изделий сплава (олова, сплава олова со свинцом и др.) называется лужением. Лужение, как правило, применяют при подготовке деталей к пайке, а также для предохранения изделий от коррозии, окисления. Процесс лужения состоит из подготовки поверхности, приготовления полуды и её нанесения на поверхность. Подготовка поверхности к лужению зависит от требований, предъявляемых к изделиям, и способа нанесения полуды. Перед покрытием оловом поверхность обрабатывают щётками, шлифуют, обезжиривают и травят. Неровности на изделиях удаляют шлифованием абразивными кругами и шкурками [7]. Жировые вещества удаляют венской известью, минеральные масла - бензином, керосином и другими растворителями. Способы лужения. Лужение осуществляют двумя способами - погружением в полуду (небольшие изделия) и растиранием (большие изделия). Лужение погружением выполняют в чистой металлической посуде, в которую закладывают, а затем расплавляют полуду, насыпая на поверхность маленькие кусочки древесного угля для предохранения от окисления. Затем изделие промывают в воде и сушат в древесных опилках. Лужение растиранием выполняют, предварительно нанеся на очищенное место волосяной щёткой или паклей хлористый цинк. Затем равномерно нагревают поверхность изделия до температуры плавления полуды, которая наносится от прутка. После этого нагревают и в таком же порядке облуживают другие места. По окончанию лужения охладившееся изделие, промывают водой и сушат. Склеивание - это процесс соединения деталей машин, строительных конструкций и других изделий с помощью клеев [7]. Клеевые соединения обладают достаточной герметичностью, водо- и маслостойкостью, высокой стойкостью к вибрационным и ударным нагрузкам. Склеивание во многих случаях может заменить пайку, клёпку, сварку, посадку с натягом. Надёжное соединение деталей малой толщины возможно, как правило, только склеиванием. Клеящие вещества. Существует несколько видов клея БФ, выпускаемый под марками БФ-2, БФ-4, БФ-6 и др. Универсальный клей БФ-2 применяют для склеивания металлов, стекла, фарфора, бакелита, текстолита и других материалов. Клей БФ-4 и БФ-6 применяют для получения эластичного шва при соединении тканей, резины, ферта. По сравнению с другими клеями они имеют небольшую прочность. Карбинольный клей может быть жидким или пастообразным (с наполнителем). Клей пригоден для соединения стали, чугуна, алюминия, фарфора, эбонита и пластмасс и обеспечивает прочность склеивания в течении 3 5ч после приготовления. Бакелитовый лак - раствор смол в этиловом спирте. Применяют для наклейки накладок на диски муфт сцепления. Технологический процесс склеивания независимо от склеиваемых материалов и марок клеев состоит из следующих этапов: подготовка поверхностей к склеиванию - взаимная подготовка, очистка от пыли и жира и придание необходимой шероховатости; нанесения клея кистью, шпателем, пульверизатором; затвердевание клея и контроль качества клеевых соединений. Дефекты. Причины непрочности клеевых соединений: 1) плохая очистка склеиваемых поверхностей; 2) неравномерное нанесения слоя на склеиваемые поверхности; 3) затвердевание нанесённого на поверхности клея до их соединения; 4) недостаточное давление на соединяемые части склеиваемых деталей; 5) неправильный температурный режим и недостаточное время сушки клеевого соединения. 2.8 Притирка и доводка Притиркой называется обработка деталей, работающих в паре, для обеспечения наилучшего контакта их рабочих поверхностей [8]. Притирка является точной слесарной операцией по обработке поверхностей абразивными порошками или пастами для получения плотного взаимного их прилегания. Притирку осуществляют специальными инструментами — притирами, на поверхность которых наносят шлифующие материалы или притирочные пасты. Притирке подвергают гидравлические пары, клапаны и седла в двигателях внутреннего сгорания, рабочие поверхности измерительных инструментов. Доводка — это чистовая обработка деталей с целью получения точных размеров и малой шероховатости поверхностей. Доводка - это окончательная стадия притирки поверхностей по заданным размерам с получением точной формы обрабатываемых поверхностей. При обработке поверхностей доводкой получают размеры с точностью до 0,001 мм и зеркальную поверхность. Эта операция является сложной и требует от слесаря настойчивости и терпения. Притирка и доводка осуществляются абразивными порошками или пастами, наносимыми на обрабатываемые поверхности, или специальный инструмент — притир. Припуск на притирку составляет 0,01—0,02 мм, на доводку — 0,001—0,0025 мм. Точность притирки — 0,001—0,002 мм. Доводка обеспечивает точность по 5—6 квалитетам и шероховатость до Rz 0,05. В качестве притирочных материалов используют твердые абразивные материалы в виде шлифпорошков зернистостью от 4 до 12 и микропорошков (мягкие абразивы) зернистостью от М5 до М40. Кроме порошков для притирки и доводки применяются пасты ГОИ и алмазные пасты. Пасты ГОИ подразделяются по своему назначению на три вида: 1) грубая — применяется для предварительной притирки, придает поверхности матовый вид, имеет темно-зеленый цвет; 2) средняя — применяется для окончательной притирки, создает чистую матовую поверхность, имеет зеленый цвет; 3) тонкая — применяется главным образом для доводки и придания поверхности зеркального блеска, имеет светло-зеленый цвет. Алмазные пасты, природные и синтетические, имеют двенадцать зернистостей делящихся на четыре группы имеющих каждая свой цвет: 1) крупной зернистости (АП 100, АП80, АП60) красного цвета; 2) средней зернистости (АП40, АП28, АП20) зеленого цвета; 3) мелкой зернистости (АП 14, АП 10, АП7) голубого цвета; 4) тонкой зернистости (АП5, АПЗ и АП1) желтого цвета. Алмазные пасты применяют для притирки и доводки изделий из твердых сплавов, сталей, стекла, рубина, керамики и т. п. По консистенции алмазные пасты делятся на твердые, мазеобразные и жидкие [8]. Для различных абразивных порошков применяют различные смазывающие материалы: для грубых и средних — керосин, а для мелких — машинное масло. Смазывающие материалы способствуют ускорению притирки и доводки, уменьшают шероховатость, а также охлаждают поверхность детали. Наилучший смазывающий материал для притирки (доводки) стали и чугуна, значительно повышающий производительность процесса — керосин с добавкой 2,5 % олеиновой кислоты и 7 % канифоли. Притирку и доводку выполняют специальным инструментом — притиром, форма которого должна соответствовать форме обрабатываемой поверхности. Обычно для изготовления притиров применяют мягкий мелкозернистый чугун, для тонких и длинных притиров используют стали Ст2 и СтЗ. Стальные притиры изнашиваются быстрее, чем чугунные [8]. Притирка широких плоскостей обычно выполняется на двух притирочных плитах. Для предварительной притирки применяют плиты с канавками глубиной и шириной до 1 мм, расположенными друг от друга на расстоянии 10—15 мм. В канавках собираются остатки абразивного материала. Для окончательной притирки применяют плиты с гладкой поверхностью. Цилиндрические притиры применяют для доводки цилиндрических отверстий. Такие притиры бывают как нерегулируемыми, так и регулируемыми. Подготовка притира к работе заключается в шаржировании притиров, т. е. в поверхностном насыщении притиров частицами абразивных материалов (порошка или пасты). Различают прямой и косвенный способы шаржирования. При прямом способе, частички абразива вдавливаются в притир до начала работы, при косвенном — в процессе работы. Плоский притир шаржируют (при прямом способе) катанием стального закаленного валика по плоскости притира (рис. 13), на которую насыпан тонким, ровным слоем абразивный порошок. После шаржирования с притира удаляют остаток абразивного порошка волосяной щеткой, притир слегка смазывают и применяют для работы. Круглый притир диаметром более 10 мм шаржируют на твердой стальной плите. Косвенный способ шаржирования заключается в покрытии притира слоем смазки, на которую затем посыпают абразивным порошком. Прибавлять новый абразивный порошок во время работы не следует, так как это ведет к снижению точности обработки. Для производительной и точной притирки необходимо правильно выбирать и строго дозировать количество абразивных материалов, а также смазки. При притирке необходимо учитывать давление на притираемые детали. Обычно давление при притирке составляет 150—400 кПа (1,5—4 кгс/см2). При окончательной притирке давление нужно уменьшать [8]. ЗАКЛЮЧЕНИЕ Современное общество полностью механизировано. Без техники, разнообразных механизмов и приспособлений невозможно построить дом, посеять хлеб. Все промышленное производство основано на применении техники, облегчающей, а то и вовсе заменяющей, человеческий труд. Даже домашняя работа ныне не представляется без бытовой техники — пылесосов, стиральных машин, кухонных комбайнов. Вся техника, как производственная, так и домашняя требует ухода, профилактических мероприятий, ремонта, обслуживания. Так что переоценить важность применения слесарного инструмента работниками, которые осуществляют все эти функции, сложно, ведь они обеспечивают бесперебойную работу всего производства. Во всех нефтедобывающих предприятиях есть профессия слесарь ремонтник, и именно он чаще всего пользуется в своей работе слесарными инструментами. Слесарь ремонтник занимается монтажом, наладкой, регулировкой и диагностированием механизмов. При обнаружении неполадки, он проводит ремонт, замену негодных деталей, монтаж новых. Текущий профилактический ремонт предусматривает чистку и смазку узлов и агрегатов, замену деталей с истекшим сроком годности. На производстве слесари ремонтники могут объединяться в бригады по 5–6 человек, которые подчинены инженеру — механику. Он должен разбираться в технологии производства, знать принципы планово-предупредительного ремонта, свойства материалов, антикоррозийных смазок и масел, разбираться в контрольно — измерительных приборах и различных приспособлениях для ремонта, иметь представление о методах регулирования оборудования и определения износа деталей, знать допуски, посадки и классы точности. Кроме того, слесарь ремонтник должен безукоризненно знать правила техники безопасности. СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ 1. Богатырев, А. В. Автомобили: учебник / А. В. Богатырев, Ю. К. Есеновский-Лашков, М. Л. Насоновский; под редакцией А. В. Богатырева- Москва: Инфра-М, 2019. – 655 с. – ISBN 978-5-16-101092-1. – URL: https://new.znanium.com/read?id=333934 – Текст: электронный. 2. Волков, В. С. Теория автомобиля: учебное пособие / В. С. Волков. - Москва: Инфра-Инженерия, 2019. – 200 с. –ISBN 978-5-9729-0329-0. – URL: https://znanium.com/read?id=346068 – Текст: электронный. 3. Волков, В. С. Теория автомобиля: учебное пособие / В. С. Волков. - Москва: Инфра-Инженерия, 2019. – 200 с. –ISBN 978-5-9729-0329-0. – Текст: непосредственный. 4. Передерий, В. П. Устройство автомобиля: учебное пособие / В. П. Передерий.- Москва: Инфра-М, 2020. – 286 с. – ISBN 978-5-16-107029-1. – URL: https://new.znanium.com/read?id=344150 – Текст: электронный. 5. Стуканов, В. А. Основы теории автомобильных двигателей и автомобиля: учебное пособие / В. А. Стуканов. - Москва: ИНФРА-М, 2019. – 368 с. –ISBN 978-5-16-013805-3. – Текст: непосредственный. 6. Степанов, В. Н. Автомобильные двигатели. Расчеты: учебное пособие / В. Н. Степанов.- Москва: Юрайт, 2018. – 148 с. – ISBN 978-5-9916-9541-1. – Текст: непосредственный. 7. Стуканов, В. А. Основы теории автомобильных двигателей и автомобиля: учебное пособие / В. А. Стуканов. - Москва: ИНФРА-М, 2020. – 368 с. – ISBN 978-5-16-101654-1. – URL: https://new.znanium.com/read?id=357119 – Текст: электронный. 8. Стуканов, В. А. Устройство автомобилей: учебное пособие В. А. Стуканов, К. Н. Леонтьев. - Москва: ИНФРА-М, 2020. – 496 с. – ISBN 978-5-16-105557-1. – URL: https://new.znanium.com/read?id=346848 – Текст: электронный. 1 2 |