учебная практика виды слесарных работ. учебная практика. Однако профессия слесарь не потеряла своего значения, так как и в настоящее время высоко ценится ручное мастерство
 Скачать 2.09 Mb. Скачать 2.09 Mb.
|

|
ВВЕДЕНИЕ Основным материалом в нефтедобывающей промышленности являются металлы. Фонтанные арматуры, трубопроводы, станки качалки и многое другое сделано из металла. С развитием техники и технологии производства ручная обработка материала была заменена машинной. Вначале обслуживание машин осуществлялось людьми, а затем оно стало автоматизированным. На современном этапе управление работой машин производится с помощью компьютеров, действующих по заранее заданной программе, способных самостоятельно переналаживать их при изменении условий работы. Однако профессия «слесарь» не потеряла своего значения, так как и в настоящее время высоко ценится ручное мастерство. Профессия «слесарь» на современном машиностроительном предприятии является одной из наиболее распространенных. На «нулевом» цикле строительства предприятия трудятся слесари-сантехники и электрослесари, прокладывающие подземные энергетические трассы. Корпус предприятия возводят слесари по металлоконструкциям. После окончания строительства поступает оборудование, которое устанавливают слесари-монтажники, а затем налаживают наладчики, в работе которых большой объем составляют слесарные работы. Изготовливаемые в цехах и подразделениях детали будущих машин поступают в сборочные цеха, где слесари- сборщики из тысяч деталей собирают и отлаживают готовую продукцию. Все эти работы требуют наличия специального инструмента, приспособлений и другой оснастки, которую изготавливают слесари-инструментальщики. И, наконец, слесари-ремонтники обеспечивают бесперебойную работу оборудования предприятия. Каждая из этих групп слесарей характеризуется специфическими для их работы знаниями и профессиональными умениями. Однако основной базой для каждого слесаря является владение общеслесарными операциями, представляющими собой «каркас», «кирпичики» слесарного мастерства. К ним относятся разметка, рубка, правка, гибка, резка, опиливание, сверление, зенкерование и развертывание отверстий, нарезание резьбы, шабрение, притирка и доводка, клепка и паяние. Эти операции выполняются ручными и механизированными инструментами, которыми должен уметь пользоваться каждый слесарь. Современный слесарь должен также владеть навыками выполнения несложных работ на металлорежущих станках (токарно-винторезных, универсально-фрезерных, плоскошлифовальных, поперечно-строгальных), что позволяет заменить утомительную ручную обработку деталей, облегчить и повысить качество выполняемых работ. Слесарные инструменты Виды слесарного инструмента Независимо от квалификации и профиля слесаря ему приходится пользоваться различными слесарными инструментами, основными из которых являются: тиски, молотки, ножовки, зубила, кернер, плашки, метчики, сверла, развертки и др. Тиски Для удержания обрабатываемого изделия служат тиски — стуловые, параллельные и ручные. Стуловые тиски (рисунок а) изготовляются из мягкой стали, а губки наваривают инструментальной сталью. Между губками вставляют пружину, которая отводит подвижную губку при отвертывании винта. 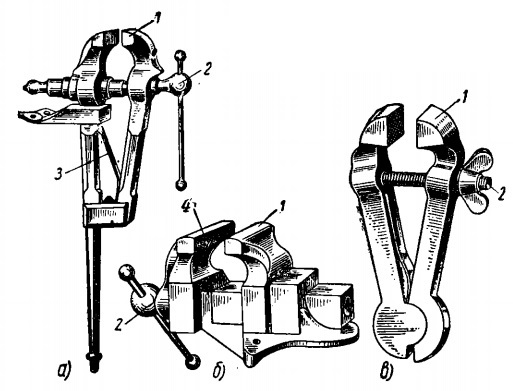 Рис.1. Тиски: а — стуловые; б — параллельные; в — ручные; 1 — губки; 2 — винт; 3 — пружина; 4 — стальная пластина. Подвижная губка укреплена нижней частью на шарнире так, что ее верхняя часть при раздвигании тисков описывает окружность. Поэтому к зажимаемому изделию губки прижимаются не всей поверхностью, а только краями, вследствие чего стуловые тиски для выполнения точных работ непригодны. Они служат для выполнения тяжелых ударных работ (рубка, клепка, гнутье). Параллельные тиски (рисунок б) отливают из чугуна, а к губкам привинчивают стальные закаленные пластинки, имеющие на поверхности мелкую насечку. При зажиме предмета с чисто обработанными поверхностями на губки устанавливают накладки из листовой меди. Независимо от величины раствора губок они всегда сохраняют параллельность и всей поверхностью прилегают к зажимаемому изделию. В связи с тем, что тиски изготовлены из чугуна, производить ударные работы (рубку, клепку) на них не рекомендуется. Уход за тисками состоит в очистке их от стружек и грязи и в регулярной смазке винта. Ручные тиски (рисунок в) служат для закрепления мелких изделий при опиловке их или сверлении. Струбцина Губки тисков могут быть раздвинуты только на определенное расстояние, которое зависит от размера тисков. Более крупные детали, не помещающиеся в тисках, при обработке могут быть прикреплены к какому-либо неподвижному предмету (обычно к верстаку) струбцинами. Струбцина представляет собой стальную скобу с винтом. Накладывая струбцину на скрепляемые детали и завинчивая винт, достигают прочного крепления обрабатываемой детали на верстаке. 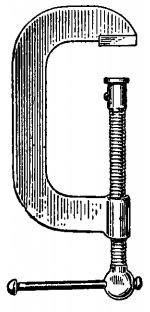 Рис.2. Струбцина Молоток Слесарный молоток изготовляют из углеродистой стали, содержащей 0,4—0,6% углерода. Молоток имеет круглый или квадратный и слегка выпуклый боек, который закаливают. Рукоятка молотка овальной формы имеет длину 310-350 мм; ее изготовляют из древесины твердых пород (березы). Вес слесарного молотка 0,3—0,6 кг. Зубило и крейцмейсель 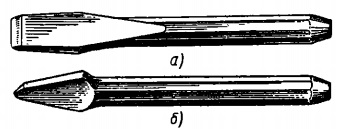 Рис.3. Инструмент для рубки: а — зубило; б — крейцмейсель. Зубило и крейцмейсель служат для грубого выравнивания отлитых или откованных поверхностей, для вырубки масляных и шпоночных канавок и для разрубания металла. Зубило изготовляют из стали У8. Угол заточки зубила устанавливают в зависимости от твердости обрабатываемого материала, он должен быть равен для чугуна 70°, для стали 60°, для латуни и меди 45°, для алюминия 35°. Чем тверже металл, тем больше угол заточки зубила. Зубило затачивают на наждачном точиле, не допуская большого нагрева, т. е. с легким нажимом; иначе зубило теряет закалку и становится мягким. Крейцмейсель представляет собой узкое зубило и служит для прорубания узких канавок, а также для предварительного прорубания канавок на широкой поверхности под зубило. Ножовка 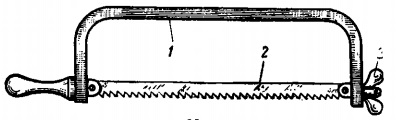 Рис.4. Ножовка: 1 — станок; 2 — ножовочное полотно; 3 — барашек для натяжения полотна Ножовка состоит из станка и ножовочного полотна и применяется для распиливания металла. Степень натяжения полотна регулируют барашком. Чрезмерное натяжение или сильное ослабление полотна приводит к быстрой его поломке. Ножовочное полотно изготовляют длиной 200—300 мм. Полотно в станке следует укреплять так, чтобы зубья были направлены вперед. Напильники Напильники изготовляют из высокоуглеродистой стали с содержанием углерода 1,2—1,3% и подвергают закалке без отпуска. Насечка напильника бывает одинарная и двойная (перекрестная). 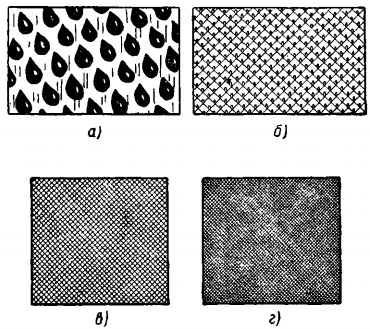 Рис.5. Виды напильников: а — рашпиль; б — драчевый; в — личной г — бархатный. В зависимости от расстояния между зубьями различают напильники: драчевые (грубые, имеющие до 12 зубьев на 1 см длины) личные (до 28 зубьев на 1 см) бархатные (до 80 зубьев на 1 см). По форме — поперечного сечения напильники бывают плоские, полукруглые, круглые, трехгранные и квадратные. Длина напильников самая разнообразная и колеблется от 50 до 600 мм. Для опиливания мягких материалов (свинец, баббит, древесина, пластмасса, феродо) служат рашпили, насечка которых состоит из отдельных выступов и углублений, образующих крупные и редкие зубья (до 4 зубьев на 1 см). Надфилями называются круглые или плоские напильники небольших размеров с бархатной насечкой. Ими пользуются при выполнении точных работ. Необходимо соблюдать следующие правила по уходу за напильниками: предохранять насечку от попадания на нее воды и масла; не допускать чистки насечки чертилкой или другим стальным инструментом, так как от этого насечка затупляется; чистить замасленную насечку куском древесного угля; очищать насечку от загрязнения и опилок специальной металлической щеткой (проводя ею вдоль насечки). Шабер Даже самой тщательной обработкой напильником невозможно получитьдостаточно ровную поверхность. Поэтому для более точной обработки поверхностей применяют шабровку специальным инструментом — шабером. 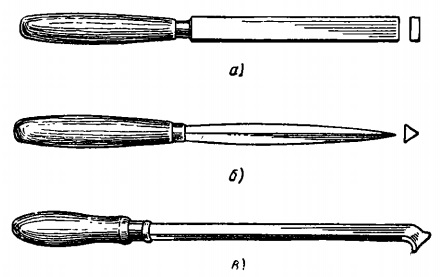 Рис.6. Шаберы: а — прямоугольный; б — трехгранный; в — фасонный. Шаберы изготовляют из высокоуглеродистой стали с содержанием 1,2—1,3% углерода и подвергают закалке без отпуска. В практике шаберы изготовляют из старых напильников, предварительно стачивая насечку на точильном камне и затачивая затем рабочие грани на оселке. Форма шаберов, как и напильников, бывает разнообразной. Чаще всего применяют трехгранный шабер для криволинейных поверхностей и прямоугольный — для плоскостей. Сверла 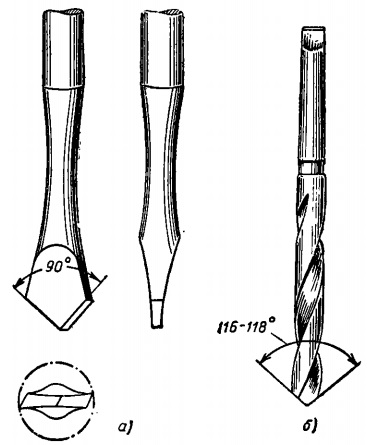 Рис.7. Сверла: а — перовое; б — спиральное. Сверла бывают перовые и спиральные. Перовое сверло по конструкции очень простое и может быть изготовлено самим слесарем путем оттягивания стального прутка. Недостаток этого сверла заключается в том, что оно не удаляет стружки, забивающей отверстие, и что в случае поломки кончика сверла при его последующей заточке уменьшается диаметр режущей кромки. Перовые сверла сравнительно успешно могут применяться для хрупких металлов (чугун, бронза). Спиральные сверла применяются чаще; у них вдоль по спирали сделаны две канавки, по которым легко выводится наружу стружка. Режущие грани затачиваются по канавке так, чтобы они образовывали угол 116—118°. При правильной заточке режущие грани должны быть одинаковой длины и располагаться под одинаковым углом к оси сверла. Правильность заточки сверла проверяют по шаблону. Зенковка 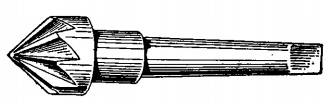 Рис.8. Зенковка Зенковка представляет собой стальной конус с режущими гранями на боковой поверхности. С противоположной стороны находится хвостовая часть для закрепления зенковки в коловороте или в патроне станка. Зенковкой раззенковывают верхнюю кромку отверстия на конус, что необходимо для потайных головок болтов, винтов и заклепок. Развертки 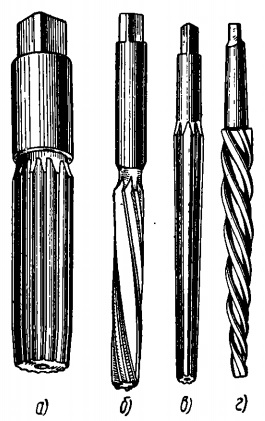 Рис.9. Развертки: а — цилиндрическая с прямым режущим ребром; б — цилиндрическая со спиральным режущим ребром; в — коническая с прямым режущим ребром; г — коническая со спиральным режущим ребром. При помощи разверток получают точное и чисто обработанное отверстие. Их применяют после сверления или растачивания. Отверстие под развертку высверливают на 0,03—0,05 мм меньше диаметра развертки. Развертки бывают цилиндрические и конические. Режущие ребра могут быть прямые и спиральные. Разверткой со спиральными режущими ребрами можно получить более гладкую поверхность отверстия. Развертку вращают воротком, надетым на ее квадратный хвостовик. Метчики 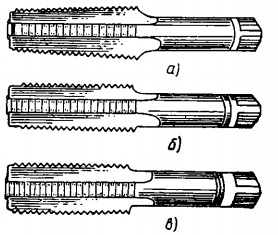 Рис.10. Метчики: а — черновой; б — получистовой; в — чистовой. Метчиками нарезают резьбу в гайках и отверстиях. Для этой цели необходим комплект из трех метчиков: чернового (одна кольцевая риска на стержне) получистового (две риски) чистового (три риски) Метчики одного комплекта отличаются между собой тем, насколько срезаны вершины резьбы. Больше срезана вершина у чернового метчика, меньше у получистового и совершенно не срезана у чистового. Хвостовая часть метчика заканчивается квадратом для надевания воротка. Комплект метчиков может состоять и из двух метчиков: чернового и чистового. Винтонарезная доска и плашки Для нарезания наружной резьбы (болты, винты) употребляют винтонарезные доски и плашки. 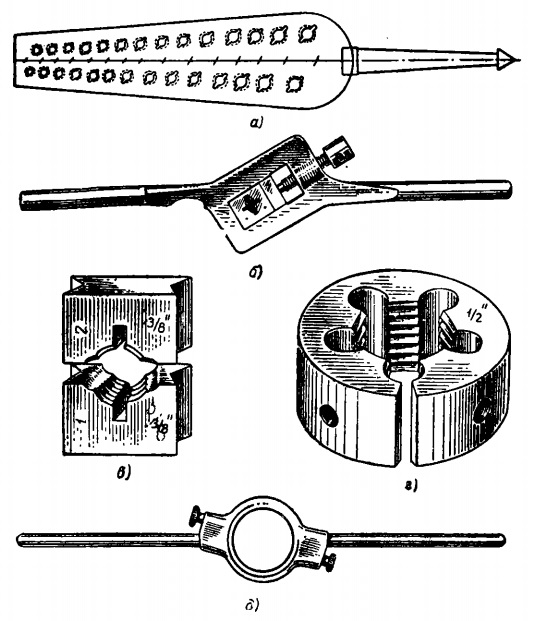 Рис.11. Инструмент для нарезания наружной резьбы: а — винтонарезная доска; б — косой клупп с разрезными плашками; в — разрезные плашки; г — цельная плашка; д — прямой клупп для установки цельной плашки. Винтонарезные доски изготовляют, из инструментальной стали. Доска служит для нарезания мелких винтов и болтов диаметром до 1/4 дюйма, для чего в ней имеется ряд резьбовых отверстий разного диаметра. В каждом отверстии делают две канавки для получения режущих зубьев. Плашки бывают цельные (лерки) и разрезные, состоящие из двух половинок. Цельную плашку устанавливают в прямой клупп и получают полную нарезку за один проход. Разрезные плашки устанавливают в косой клупп, и резьбу этими плашками нарезают за несколько проходов, причем с каждым проходом плашки сближаются путем подвертывания упорного винта. Инструменты для разметки Прежде чем производить слесарную обработку, размечают границы изделия соответствующими инструментами. Основные разметочные инструменты приведены на рисунке. 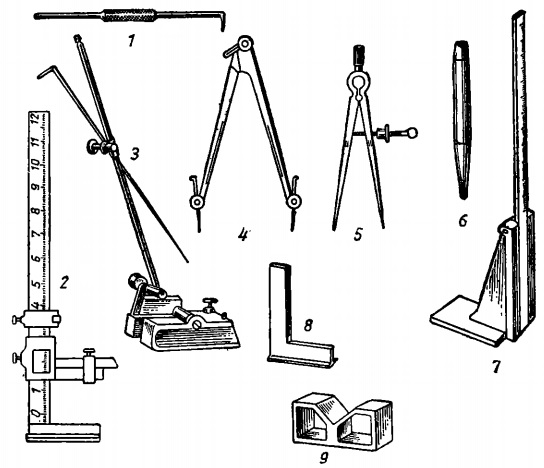 Рис.12. Инструменты для разметки: 1 — чертилка; 2 — штангенрейсмус: 3 — рейсмус универсальный; 4 и 5 — циркули; 6 — кернер; 7 — вертикальная масштабная линейка; 8 — угольник; 9 — призма. Чертилка — стальная закаленная игла для нанесения линий на поверхности металла. Штангенрейсмус служит для откладывания точных размеров по высоте. Рейсмус универсальный позволяет наносить на плоскости параллельные линии. Циркули предназначаются для перенесения чертежных размеров, а также для вычерчивания окружностей и закруглений. Кернер служит для нанесения неглубоких точек (углублений) по размеченным линиям, а также центров под циркули или под сверло. Линейка вертикальная позволяет откладывать чертежные размеры на вертикальной плоскости изделия. Призмы предназначены для установки на них изделий, когда это диктуется удобствами выполнения разметки. Правила применения слесарных инструментов От порядка на рабочем месте, правильного размещения инструмента в значительной степени зависит производительность труда. Организация рабочего места слесаря как раз и означает такое продуманное и рациональное размещение инструмента и материалов на верстаке, при котором слесарные работы требуют наименьших затрат энергии и времени. Приведем основные правила организации рабочего места. 1. Инструмент, которым приходится пользоваться чаще, надо располагать ближе, а которым реже — дальше. 2. Раскладывать инструмент на верстаке следует в опреде ленном порядке. Инструмент, который берут правой рукой (напильник, молоток, шабер и т.д.), располагают справа от тисков, а инструмент, который берут левой рукой (зубило, крейцмейсель, кернер и др.), — слева. 3. Точный контрольноизмерительный инструмент надо раз мещать на специальной подставке в средней части верстака. 4. Чертежи, технологические карты и иные документы, по которым производится работа, следует располагать на наклон ных подставках или в другом удобном для пользования месте, защищенном от загрязнения. 5. Использовав инструмент, необходимо сразу же положить его на место. Нельзя класть инструмент на инструмент или на какиелибо предметы. Режущий инструмент с мелкими зубьями (напильники) следует класть на деревянную подставку, которая предохраняет его от преждевременного износа. Хранить инструмент, приспособления и материалы надо в различных ящиках или ячейках. Точный измерительный и режущий инструмент хранят в особых фу-тлярах или ящиках. Притирочные приспособления и доводочносмазочные мате-риалы должны храниться отдельно от измерительного инструмента, так как ча-стицы оксида хрома, железа могут вызвать его коррозию. Рабочее место слесаря должно быть оснащено средствами механизации — электрическим и пневматическим инструментом, настольными станками, а при необходимости — подъемными и транспортирующими механизмами. Перед выполнением слесарных операций по изготовлению той или иной де-тали слесарь должен внимательно ознакомиться с ее чертежом и другими техно-логическими документами, подогнать высоту верстака или тисков в соответствии со своим ростом. По чертежу следует выяснить, какие материалы и металлы по-требуется обрабатывать и с какой точностью. Знание материала и последователь-ности операций позволит правильно подобрать режущий и контрольноизмери-тельный инструмент. А это дает возможность хорошо подготовить рабочее место, получить до начала работы весь необходимый инструмент. Основное требование к рациональной организации труда слесаря — иметь под руками весь нужный инструмент и материалы, чтобы не приходилось отвле-каться во время работы и не делать лишних движений. На рабочем месте должно находиться только то, что необходимо для выполнения конкретного задания. Образцовый порядок в хранении инструмента на рабочем месте — важное условие правильной организации труда слесаря. Небрежное обращение с инстру-ментом и оборудованием может стать причиной его преждевременного выхода из строя, а также привести к несчастному случаю при работе. Молотки, зубила, крейцмейсели, гаечные ключи следует держать отдельно от сверл, плашек, метчиков, штангенциркулей, микрометров. Слесарь должен поддерживать культуру труда, что способствует сохранению инструмента и улучшению качества деталей. Нельзя, например, надевать трубу на ручку тисков для усиления зажима в них обрабатываемой детали; нельзя ударять с этой же целью молотком или другими предметами по рукоятке тисков; нельзя измерять детали, нагревшиеся в процессе обработки. При выполнении слесарных операций следует поддерживать порядок и чистоту на рабочем месте. По оконча-нии работы слесарь должен не только привести в порядок инструмент и приспо-собления, но и тщательно убрать рабочее место, удалить отходы, стружку, при необходимости смазать ходовой винт и гайку тисков. Весь измерительный ин-струмент надо тщательно протереть чистой ветошью, смоченной в бензине, затем смазать техническим вазелином и поместить в соответствующие отделения в ящиках верстака или шкафу. |