учебная практика виды слесарных работ. учебная практика. Однако профессия слесарь не потеряла своего значения, так как и в настоящее время высоко ценится ручное мастерство
 Скачать 2.09 Mb. Скачать 2.09 Mb.
|

|
2.4 Сверление, зенкерование и развертывание отверстий Сверление является одной из часто выполняющихся операций при сборочных и слесарно-ремонтных работах. Для этого используют ручные, пневматические и электрические дрели, трещотки, сверлильные головки с приводом от гибкого вала, а также сверлильные станки, если позволяют условия для их использования. Основными ручными немеханизированными инструментами для сверления являются коловорот, винтовая дрель, ручная дрель и трещотка. Коловорот (рис. 29, а) применяют для сверления мелких отверстий в дереве, фибре и мягких металлах, а также для отвинчивания и завинчивания шурупов и винтов, гаек, притирки клапанов. Коловорот состоит он из изогнутого стального стержня, на верхнем конце которого имеется свободно вращающаяся упорная шляпка, а на нижнем конце укреплен патрон. На колене посажена свободно вращающаяся деревянная ручка. При работе коловоротом нажимают на упор левой рукой или грудью (создают усилие подачи сверлу), а правой рукой за ручку вращают коловорот. 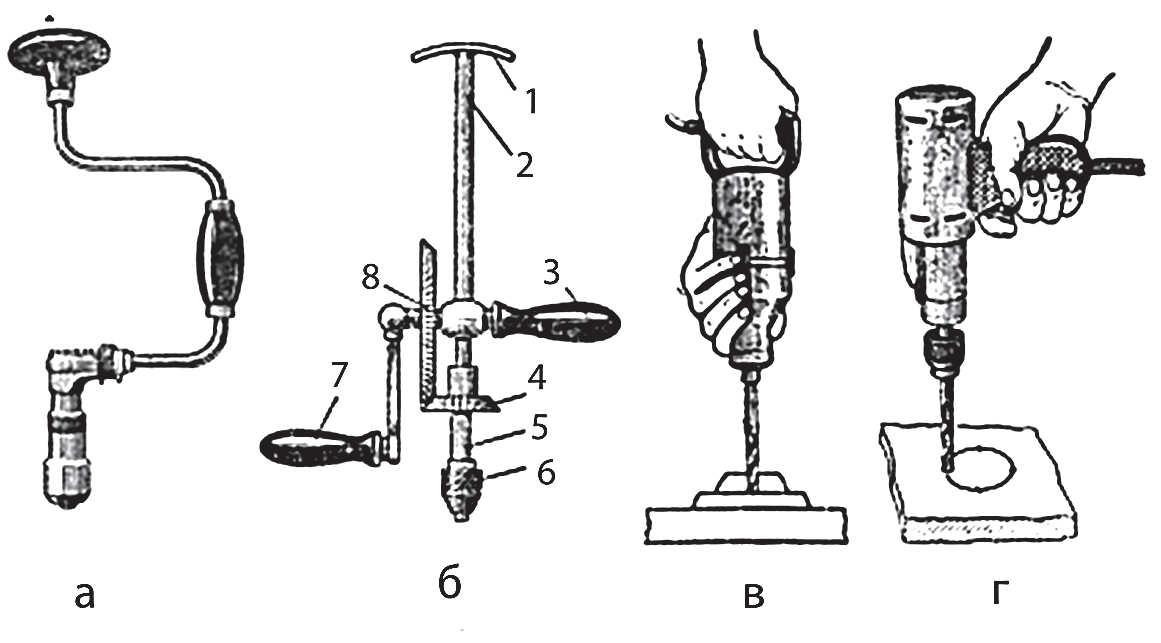 Рис. 29. Устройства для сверления: а — коловорот; б — ручная дрель для отверстий до 8 мм; в — электродрель для отверстий от 10 до 20 мм; г — электродрель пистолетного типа для отверстий до 8-10 мм Ручная дрель с конической передачей. Эту дрель (рис. 29, б) используют для сверления отверстий диаметром до 8 мм. Состоит она из стального стержня 2, на котором неподвижно укреплены рукоятки 3 и 7 и шляпка 1. При вращении рукоятки 7 движение передается большой конической шестерне 8, свободно сидящей на оси, а от нее к малой конической шестерне 4, неподвижно сидящей на втулке 5, и патрону 6, в котором закреплено сверло. При работе дрель удерживают левой рукой за рукоятку 3, правой вращают рукоятку 7. При сверлении отверстий большого диаметра при необходимости можно нажать грудью на шляпку 1. Дрель с зубчатой передачей может сделать до 300 об/мин. Электрические сверлильные машины. Эти электрические дрели питаются постоянным или переменным током нормальной частоты и переменным током повышенной частоты (высокочастотные дрели). Электрические машины выпускают трех типов: тяжелого (для отверстий диаметром 20–32 мм), среднего (для отверстий диаметром 10-20 мм) и легкого (для отверстий диаметром до 8–10 мм). Тяжелые сверлильные машины обычно имеют на корпусе две боковые рукоятки или две рукоятки и упор; средние — одну замкнутую рукоятку на задней части корпуса (рис. 29, в), легкие — рукоятку пистолетной формы (рис. 29, г). Пневматические дрели. В заводских условиях находят применение пневматические сверлильные машины (пневматические дрели). Пневматические дрели по своим возможностям и по форме (эргономике) исполнения во многом совпадают с ручными электрическими машинами (рис. 29, г). Ремонтные работы в зависимости от трудоемкости могут выполняться на сверлильных станках (в основном при изготовлении деталей при ремонте). Для этой цели используются настольно-сверлильные и одношпиндельные вертикальносверлильные станки. 1. Сверление и рассверливание Наиболее распространенным методом получения отверстий в сплошном материале является сверление ручной дрелью или с помощью настольного сверлильного станка. Движение резания при сверлении — вращательное, движение подачи — поступательное. Перед сверлением отверстия определяют положение его центра на заготовке. На пересечении линий, проведенных чертилкой, керном пробивают положение центра отверстия. Для крепления сверл с цилиндрическими хвостовиками (диаметром до 16 мм) применяют сверлильные кулачковые патроны (рис. 30). Сверло закрепляется кулачками 6, которые могут сводиться и разводиться, перемещаясь в пазах корпуса 2. На концах кулачков выполнены рейки, которые находятся в зацеплении с резьбой на внутренней поверхности кольца 4. От ключа 5, через коническую передачу приводится во вращение втулка 3 с кольцом 4, по резьбе которого кулачки 6 перемещаются вверх или вниз и одновременно в радиальном направлении. Для установки патрона на конический хвостовик 1 шпинделя дрели или станка патроны снабжаются коническим отверстием. 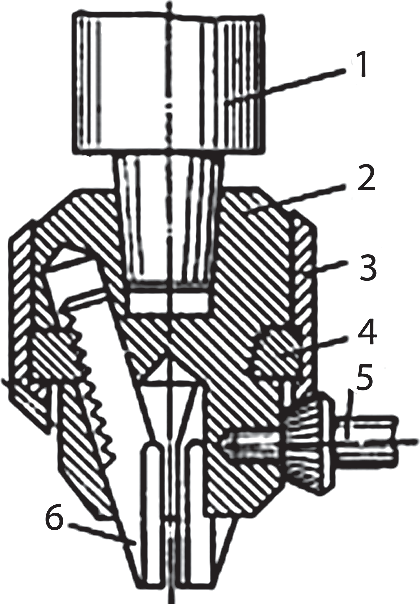 Рис. 30. Сверлильный кулачковый патрон 2. Технология и приемы сверления Перед началом сверления дрелью сверло приводится во вращение. Сверло плавно (без удара) подводят к закрепленной заготовке и производят совмещение сверла с накерненным центром отверстия и сверлят на небольшую глубину (надсверливают). Затем отводят инструмент, останавливают сверло и проверяют точность расположения надсверленного отверстия. Для того, чтобы сверло не сместилось, рекомендуют произвести предварительно сверловку заготовки сверлом небольшого диаметра 2–5 мм. Благодаря этому при окончательном рассверлении отверстия поперечная кромка сверла не работает, что уменьшает смещение сверла относительно оси отверстия на заготовке при окончательном сверлении. При сверлении отверстия, глубина которого больше его диаметра, сверло периодически выводят из обрабатываемого отверстия и очищают канавки сверла и отверстие заготовки от накопившейся стружки. Для уменьшения трения инструмента о стенки отверстия сверление производят с подводом смазочно-охлаждающей жидкости (СОЖ), особенно при обработке стальных и алюминиевых заготовок. Чугунные, латунные и бронзовые заготовки можно сверлить без охлаждения. Применение СОЖ позволяет повысить скорость резания в 1,4–1,5 раза. В качестве СОЖ используются раствор эмульсии (для конструкционных сталей), компаундированные масла (для легированных сталей), раствор эмульсии и керосин (для чугуна и алюминиевых сплавов). Если на станке охлаждение не предусмотрено, то в качестве СОЖ используют смесь машинного масла с керосином, в которую окунают сверло или поливают сверло из масленки. При сверлении напроход в момент выхода сверла из заготовки необходимо резко снизить подачу во избежание поломки сверла. Для сохранности инструмента при сверлении следует работать с максимально допустимыми скоростями резания и с минимально допустимыми подачами. У правильно заточенного сверла работают обе режущие кромки и стружка сходит по двум спиральным канавкам. Размеры отверстия при сверлении получаются больше заданных, если режущие кромки сверла имеют разную длину, хотя и заточены под одинаковыми углами; режущие кромки имеют разную длину и заточены под разными углами; режущие кромки имеют равную длину, но заточены под разными углами. При неправильно и недостаточно заточенном сверле получается косое отверстие с большой шероховатостью поверхности. Кроме того, при работе недостаточно заточенным (тупым) сверлом у выходной части отверстия образуются заусенцы. Неодинаковая длина режущих кромок и несимметричная их заточка, эксцентричное расположение перемычки и различная ширина ленточек вызывают защемление сверла в отверстии, что увеличивает силы трения (по мере углубления сверла в заготовку) и, как следствие, приводят к поломке инструмента. Обрабатываемое отверстие называется глубоким, если его глубина в 5 раз больше его диаметра. При сверлении глубокого отверстия применяют длинное спиральное сверло с обычными геометрическими параметрами, которое периодически выводят из обрабатываемого отверстия для охлаждения и удаления накопившейся в канавках стружки. Для повышения производительности обработки применяют сверла с принудительным отводом стружки. Установка и закрепление заготовок на столе сверлильного станка могут быть выполнены по-разному. Это зависит от размеров, конфигурации и массы заготовки, а также от диаметра обрабатываемого отверстия и др. Мелкие детали при сверлении в них отверстий диаметром до 10 мм обычно закрепляют в ручных тисках или удерживают от проворота плоскогубцами. При обработке отверстий большего диаметра заготовка должна закрепляться более надежно, например в машинных тисках. Перед установкой машинных тисков на столе станка тщательно освобождают его от стружки, очищают поверхность стола от загрязнений, протирают и смазывают маслом опорные плоскости. После выверки тисков относительно шпинделя станка крепят их к поверхности стола станочными болтами, заведенными в Т-образные пазы стола. При сверлении отверстий малого диаметра тиски можно не крепить. Заготовки, не помещающиеся между губками тисков, закрепляют прижимными планками к поверхности стола или приспособления. При обработке сквозных отверстий необходимо учитывать возможность выхода режущего инструмента из отверстия без повреждения поверхности стола или приспособления, или самого инструмента. При сверлении ось сверла должна быть перпендикулярна к поверхности, на которой сверлят отверстие. Если это не обеспечено, то ось отверстия будет расположена косо и возможна поломка сверла. Перед началом работы стол станка и опорные поверхности приспособлений нужно очищать от стружки и других посторонних предметов. Под деталь при сверлении сквозных отверстий (рис. 31, а) следует подкладывать деревянную подкладку, а для точных деталей — стальное кольцо или плитку с отверстием для прохода сверла. 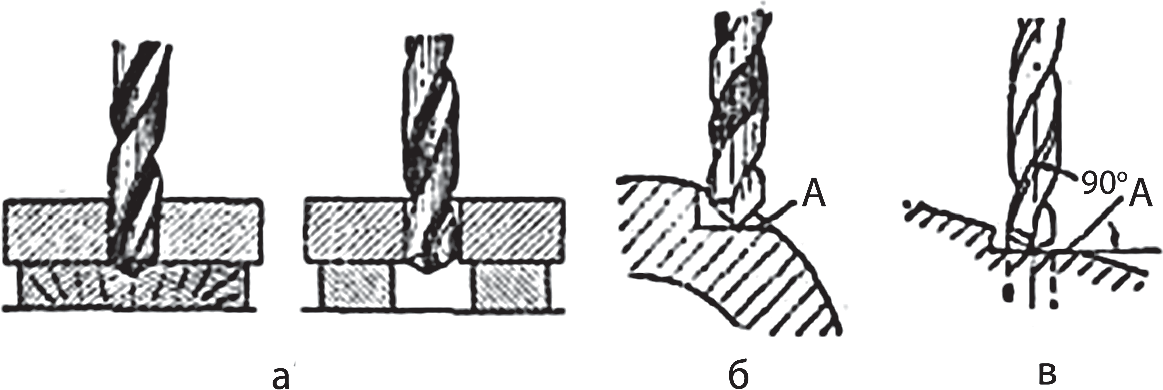 Рис. 31. Сверление отверстий насквозь (а), на цилиндрической (б) и наклонной поверхностях (в) При сверлении отверстий на цилиндрической или наклонной поверхности так, как это показано (рис. 31, б, в), необходимо предварительно подготовить площадку А. Эту площадку можно выполнить фрезерованием или засверловкой перпендикулярно к поверхности и лишь после этого сверлить отверстие. Различают сверление по разметке и сверление по кондуктору. Сверление по разметке. Центр отверстия накернивают кернером с углом заострения, примерно равным углу при вершине сверла. Обрабатываемую заготовку закрепляют так, чтобы центр отверстия и вершина сверла совпадали. Вначале при небольшой ручной подаче просверливают отверстие на глубину, равную примерно 1/4 диаметра сверла, и затем осматривают полученную окружность. Если полученная окружность не сместилась относительно центра разметки, то сверление продолжают. Если же центр сверления сместился, то слесарным канавочником с полукруглым лезвием прорубают канавку от центра сверления в сторону, куда нужно сместить центр сверла. После этого вновь накернивают в прорубленной канавке смещенный центр отверстия и начинают сверление. При сверлении глубоких отверстий спиральным сверлом следует периодически, не останавливая станка, выводить сверло из отверстия и удалять стружку из канавок. При сверлении необходимо охлаждать стальное сверло. Для этого достаточно окунать сверло малого диаметра в охлаждающую жидкость, когда его выводят из отверстия для освобождения от стружки. При сверлении отверстий большого диаметра охлаждающую жидкость подают в зону сверления. Точность сверления можно повысить примерно на 50%, если сначала просверлить отверстие сверлом меньшего диаметра, а затем — сверлом требуемого диаметра. При втором сверлении давление подачи уменьшается на 70–80%. В конце сверления сквозного отверстия во избежание поломки и заедания сверла следует выключить автоматическую подачу и вручную аккуратно закончить сверление. Прежде чем остановить станок, необходимо вывести сверло из отверстия. Сверление по сопрягаемой детали или по кондуктору. По разметке сверлят отверстие только в одной детали. Затем через просверленные отверстия размечают и затем накернивают отверстия в другой сопрягаемой детали, как по шаблону, либо непосредственно просверливают отверстия в другой сопрягаемой детали. Если необходимо просверлить в цилиндрической детали отверстие, смещенное относительно центра детали, то предварительно во втулке, которая плотно сидит на валу, сверлят смещенное на нужную величину А отверстие (рис. 32, а). Затем в нужном положении закрепляют вал со втулкой и через предварительно подготовленное отверстие во втулке, как по шаблону, производят сверление отверстия в валу. 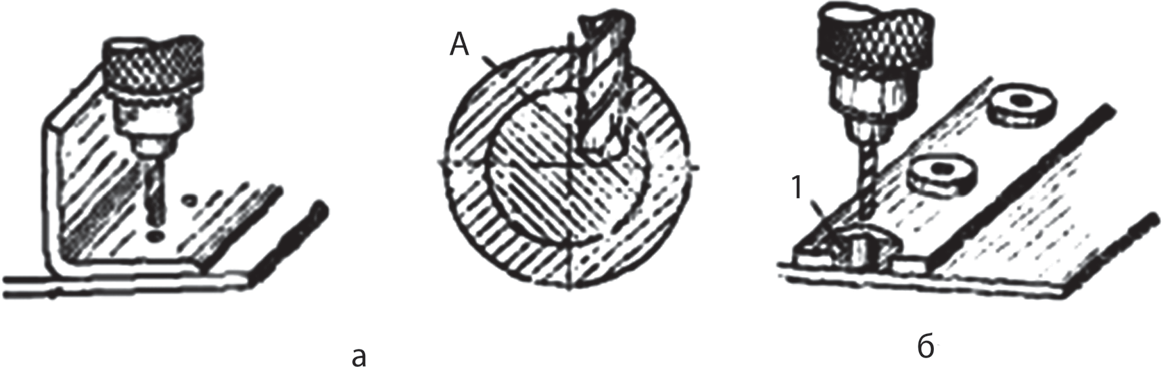 Рис. 32. Сверление отверстий по шаблону (а) и по кондуктору (б) В кондукторе (рис. 32, б) заранее расточены отверстия точно на таком расстоянии, на каком они должны быть расположены в детали. В эти отверстия кондуктора вставлены стальные закаленные кондукторные втулки 1 с внутренним диаметром, равным диаметру сверла. После наложения (закрепления) кондуктора на детали сверло пропускают последовательно через каждую кондукторную втулку и сверлят отверстия. Этот способ обеспечивает более полное совпадение осей отверстий, чем при разметке. Зенкерованием обрабатывают отверстия, предварительно штампованные, литые или просверленные (рис. 33, а). Припуск под зенкерование (после сверления) равен 0,5–3 мм на сторону. Зенкеры выбирают в зависимости от обрабатываемого материала, вида обрабатываемого отверстия (сквозное, ступенчатое, глухое), диаметра отверстия и заданной точности. Отверстие, обработанное зенкером, получается более точным, чем обработанное сверлом. Зенкер имеет три и более режущие кромки, он прочнее сверла, поэтому сечение стружки при зенкеровании получается тоньше, а подача в 2,5– 3 раза больше, чем при сверлении. Зенкерование может быть как предварительным (перед развертыванием), так и окончательным. Зенкерование применяют также для обработки углублений и торцовых поверхностей. 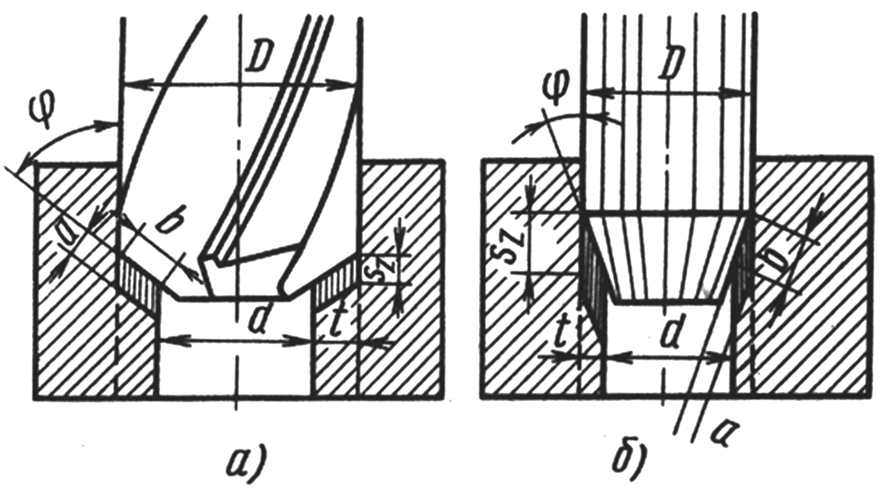 Рис. 33. Элементы резания при зенкеровании (а) и развертывании (б): а и b — толщина и ширина среза, S — подача, t — глубина резания Для уменьшения увода зенкера от оси отверстия (особенно при обработке литых или штампованных глубоких отверстий) предварительно его растачивают (резцом) до диаметра, равного диаметру зенкера на глубину, примерно равную половине длины рабочей части зенкера. Для обработки высокопрочных материалов (σв>750 МПа) применяют зенкеры, оснащенные пластинками из твердого сплава. При работе твердосплавными зенкерами скорость резания в 2–3 раза больше, чем зенкерами из быстрорежущей стали. При обработке материалов высокой прочности и отливок по корке скорость резания твердосплавных зенкеров следует уменьшать на 20–30%. Развертывание применяют в тех случаях, когда необходимо получить точность и качество поверхности выше, чем это может быть достигнуто зенкером. Развертка имеет больше режущих кромок, чем зенкер, поэтому при развертывании уменьшается сечение стружки и повышается точность отверстия. Отверстия диаметром до 10 мм развертывают после сверления, отверстия большего диаметра перед развертыванием обрабатывают, а торец подрезают. Припуск под развертывание равен 0,15–0,5мм для черновых разверток и 0,05–0,25 мм для чистовых разверток (рис. 33, б). При работе чистовыми развертками на токарных станках применяют качающиеся оправки, которые компенсируют несовпадение оси отверстия с осью развертки. Чтобы обеспечить высокое качество oбpаботки, сверление, зенкерование (или растачивание) и развертывание отверстий производят за одну установку заготовки на станке. Подача при развертывании стальных деталей равна 0,5–2 мм/об, чугунных — 1–4 мм/об. Скорость резания при развертывании 6–16м/мин. Чем больше диаметр обрабатываемого отверстия, тем меньше должна быть скорость резания при одинаковой подаче; при увеличении подачи скорость резания снижают. 2.5 Нарезание резьбы метчиками и плашками Плашка (рис. 34, а) — размерный многолезвийный инструмент, предназначенный для нарезания наружной резьбы. Плашка представляет собой гайку, в которой с помощью отверстий 2 образованы режущие зубья 3. Корпус 1 плашки снабжен элементами для ее базирования и закрепления в патроне станка или в воротке. В сущности, плашка представляет собой протяжку с режущими зубьями, расположенными по винтовой поверхности. Рабочая часть плашки имеет калибрующие 5 и режущие 4 зубья. Скорость резания выбирается в зависимости от материала заготовки, 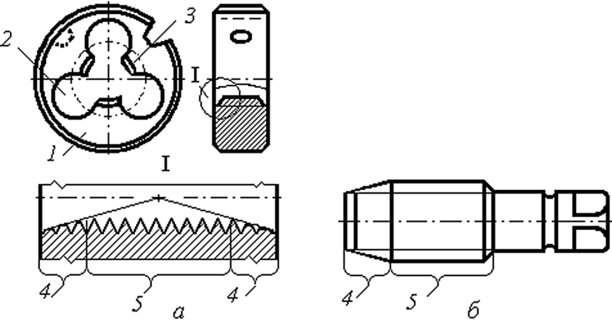 Рис. 34. Плашка (а) и метчик (б): 1 — корпус; 2 — отверстия; 3 — режущий зуб; 4 — режущая часть; 5 — калибрующая часть шага и диаметра нарезаемой резьбы. При обработке низколегированных сталей V— 2,3...9,2 м/мин; при обработке алюминиевых сплавов и латуни — 30...40 м/мин. Метчик предназначен для нарезания внутренних резьб. Он представляет собой винт, снабженный одной или несколькими продольными канавками, образующими режущие кромки и передние поверхности на его зубьях. Общими конструктивными элементами метчика (рис. 34, 6) являются: заборная (режущая) часть 4, калибрующая часть 5, хвостовик с квадратом. В сущности, метчик, как и плашка, представляет собой протяжку с режущими зубьями, расположенными по винтовой поверхности. Заборная часть метчика срезана на конус, вследствие чего форма режущих зубьев различна, первый зуб снимает широкую трапециевидную стружку. Далее ширина стружки от зуба к зубу снижается, при этом толщина зубьев остается постоянной. 2.6 Заклепочные соединения Клепкой называется процесс соединения двух или нескольких деталей при помощи заклепок. Этим способом получают неразъемные соединения, которые разъединяют путем разрушения заклепок. Заклепочные соединения широко применяют при изготовлении металличе-ских конструкций мостов, ферм, рам, балок, а также в котлостроении, самолето-строении. Процесс клепки состоит из следующих основных операций: - образование отверстия в соединяемых деталях сверлением или пробивкой; - вставка в отверстия заклепок, состоящих из стержня с закладной головкой; - образование замыкающей головки заклепки, т. е. собственно клепка, кото-рая бывает холодная и горячая. Холодная клепка осуществляется заклепками со стержнем диаметром до 10 мм. При клепке в холодном состоянии отверстие под заклепку сверлят (проби-вают) на 0,1—0,2 мм больше диаметра стержня заклепки. Холодная клепка ши-роко применяется в самолетостроении. Горячая клепка применяется при использовании заклепок диаметром свыше 10 мм. При горячей клепке стержень заклепки нагревается до определенной тем-пературы и расклепывается в горячем состоянии. При этом диаметр стержня дол-жен быть на 0,5—1 мм меньше диаметра отверстия. Преимущество горячей клепки заключается в том, что стержень лучше за-полняет отверстие в склепываемых деталях, а при охлаждении заклепка лучше стягивает их. Образование замыкающей головки может происходить при быстром (ударная клепка) и при медленном (прессовая клепка) действии сил. Клепка может быть ручная, при которой используется слесарный молоток, механизированная, когда применяются пневматические клепальные молотки, и машинная с использованием стационарных клепальных машин (прессов). Однако клепаные соединения имеют ряд существенных недостатков, основ-ными из которых являются увеличение веса клепаных конструкций; ослабление склепываемого материала в местах образования отверстий под заклепки; значи-тельное число технологических операций, необходимых для выполнения закле-почного соединения (сверление или пробивка отверстий, зенкование или штам-повка гнезд под потайную головку, вставка заклепок и собственно клепка); значительный шум и вибрации (колебания) при работе ручными пневматиче-скими молотками, вредно влияющие на организм человека, и др. Один или несколько рядов заклепок, расположенных в определенном по-рядке для получения неразъемного соединения, называется заклепочным швом. В зависимости от характера и назначения заклепочного соединения закле-почные швы делятся на три вида: прочные, плотные и прочноплотные. Прочный шов применяют для получения соединений повышенной прочно-сти. Прочность шва достигается тем, что он имеет несколько рядов заклепок. Эти швы применяются при клепке балок, колонн, мостов и других металлических кон-струкций. Плотный шов применяют для получения достаточно плотной и герметичной конструкции. Соединения с плотным швом выполняют обычно холодной клепкой. Для до-стижения необходимой герметичности шва применяют различного рода про-кладки из бумаги, ткани, пропитанные олифой или суриком, или подчеканку шва. Эти швы применяют при изготовлении резервуаров, не подвергающихся высоким давлениям (открытые баки для жидкости), некоторых других изделий. Прочно-плотный шов применяют для получения прочного и вместе с тем непроницаемого для пара, газа, воды и других жидкостей соединения, например в паровых котлах и различных резервуарах с высоким внутренним давлением. Прочно-плотные швы выполняют горячей клепкой при помощи клепальных машин с последующей подчеканкой головок заклепок и кромок листов. В зависимости от характера расположения соединяемых деталей различают: - соединения внахлестку, в которых край одного листа накладывается на край другого; - соединения встык, которые характеризуются тем, что соединяемые детали своими торцами плотно примыкают друг к другу и соединяются с помощью одной или двух накладок. В каждом заклепочном соединении заклепки располагают в один, два и более рядов. В соответствии с этим заклепочные швы делятся на однорядные, двухряд-ные, многорядные, параллельные и шахматные. |