Методы инструментального контроля качества продукции.. Контрольная работа — копия. Особенности инструментального контроля оборонной продукции. Кулонометрические методы
 Скачать 222.12 Kb. Скачать 222.12 Kb.
|

|
МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ ФГБОУ ВО «Уральский государственный экономический университет» кафедра «Материаловедение. Методы инструментального контроля качества продукции. » РЕФЕРАТ По дисциплине: Материаловедение. Методы инструментального контроля качества продукции. ТЕМА: Особенности инструментального контроля оборонной продукции. Кулонометрические методы Исполнитель: Екатеринбург 2020 Содержание: Ответ № 1………………………………………………………………………3 Ответ №2……………………………………………………………………….23 Список литературы……………………………………………………………31 Задание 1. Инструментальные методы оценки качества продукции. Особенности инструментального контроля оборонной продукции. Ответ: Военный стандарт определяет качество изделий ВТ как совокупность их свойств, обусловливающих пригодность того или иного изделия удовлетворять определенные потребности обороны страны. Здесь под термином «изделие» в соответствии с ЕСКД понимаются только предметы производства. В практике МЛО и ГСС существуют термины «военная продукция» и «оборонная продукция». Под термином «военная продукция» понимается ВВТ, военно-техническое имущество, научно-техническая и др. продукция, а также работы, выполняемые в интересах обороны страны. Под термином «оборонная продукция» понимаются изделия (комплексы, образцы), их составные части, комплектующие изделия, материалы сырье, полуфабрикаты и др. продукция, используемая для разработки и производства изделий специального военного назначения для оснащения (снабжения) ВС и др. нужд обороны (создание гос. резервов и мобилизационных запасов). Таким образом, под качеством «продукции», если нет необходимости в подчеркивании, что данная продукция относится к «военной или оборонной» понимается совокупность ее свойств. При этом, под свойством продукции понимаются ее особенности, проявляющиеся при ее эксплуатации или потреблении. Термин «эксплуатация» применяется к продукции, которая в процессе применения расходует свой ресурс, например, машина, радио- или электролампа. Термин «потребление» относится к продукции, которая при использовании по назначению расходуется сама, например, продукты питания и др. Свойства продукции могут быть простыми и сложными. Примером простых свойств может быть масса, емкость, время защитного действия противогаза. Примером сложного свойства может быть надежность изделия, которая, как отмечалось нами ранее, включает в себя более простые свойства: безотказность, долговечность, ремонтопригодность и сохраняемость. Каждое свойство продукции оценивается количественно показателем качества. Показатель качества – количественная характеристика одного или нескольких свойств продукции, составляющих её качество, рассматривая применительно к определённым условиям её разработки, производства, эксплуатации или потребления. Показатели качества, характеризуя свойства продукции, могут быть разделены на три группы: 1. Показатели цели и области применения продукции (изделия) – это показатели назначения; 2. Показатели приспособленности продукции к эксплуатации и сохранения работоспособности. Сюда относятся показатели: - живучести и стойкости к внешним воздействующим факторам (ВВФ); - надёжности; - эргономические; - удобства технического обслуживания, ремонта и хранения; - транспортабельности, безопасности; - скрытности и маскировки. 3. Показатели рациональности технико-экономических решений: - показатели стандартизации, унификации; - конструктивные и экономические показатели. Основные факторы, влияющие на качество изделий: технические, включающие в себя такие элементы, как состояние оборудования, оснастки, инструмента и средств контроля, обеспеченность испытательной базой, состояние технической документации, качеством исходных материалов и полуфабрикатов, стандартизацией и унификацией изделий и т.д.; организационные, включающие в себя планомерность и ритмичность работы; обеспеченность сырьем, комплектующими изделиями; культуру производства и уровень технической эстетики, организацию отдыха и питания и т.д.; информационные, включающие такие элементы как осведомленность о свойствах материалов, об условиях эксплуатации и ремонта, о качестве аналогичных изделий и т.д.; экономические, включающие: форму оплаты труда, величину заработка, премирование, удержание за брак, регулярность и своевременность получения зарплаты и т.д.; социальные, включающие: подбор, расстановку и перемещение кадров, взаимоотношения в коллективе, повышение квалификации, рационализацию и изобретательство, жилищно-бытовые условия и др.; воспитательные, правовые, включающие: отношение к труду, трудовое законодательство и др. Все эти факторы и ряд других существенно усложнили и удорожили процессы получения изделий высокого качества, удовлетворяющие возросшим требованиям. Более того, без управления всеми этими факторами добиться высокого качества изделий практически невозможно. Так на повестку дня встал вопрос в общей проблеме качества - вопрос управления качеством. Поэтому управление качеством носит системный характер и требует управления на всех стадиях жизненного цикла изделия. Жизненный цикл изделий Жизненный цикл изделия - совокупность взаимосвязанных процессов последовательного изменения состояния изделия конкретного типа от начала исследования и обоснования разработки до окончания его эксплуатации (хранения) и регламентируется ГОСТ В 15.004. Первая стадия - исследование и обоснование разработки изделия. На этой стадии формируются и формулируются требования, которые должны быть предъявлены к изделию. Проводятся технико-экономические обоснования возможности и целесообразности разработки изделия, НИР. На основании всего этого разрабатываются ТТЗ (ТЗ) на проведение ОКР. Вторая стадия - разработка, т.е. проведение ОКР. На этой стадии конструкторы на основе ТТЗ (ТЗ) на ОКР разрабатывают проектную документацию (техническое предложение, эскизный проект, технический проект), рабочую конструкторскую документацию (РКД), изготовляют опытные образцы (серии), проводят их испытания (предварительные и приёмочные). После приёмочных испытаний уточняется РКД и передается производителю. Третья стадия - производство. Эта стадия включает в себя подготовку производства к выпуску данного изделия, освоение производства с выпуском установочной партии изделия, квалификационных испытании установочной партии, уточнение РКД, технических условий, технического регламента на основании квалификационных испытаний и серийное производство изделия до прекращения его производства. Четвертая стадия - эксплуатация. Начинается с момента начала эксплуатации изделия потребителем до капитального ремонта. На этой стадии работы регламентируются эксплуатационной документацией и инструкциями, прилагаемыми к изделию. Пятая стадия – капитальный ремонт для ремонтируемых изделий. Работы на этой стадии регламентируются ремонтной документацией. На каждой из перечисленных стадий осуществляется управление качеством, которое в целом представляет собой систему управления. Система управления это совокупность взаимосвязанных организационных, технических, экономических и социальных мероприятий по достижению высокого качества продукции. На стадиях обоснования и разработки, предусматривается обоснование качества в ходе НИР и ОКР. На стадии производства - процесс обеспечения качества начинается с постановки изделия на производство и в ходе серийного производства. На стадии эксплуатации в режиме применения по назначению и транспортировки - процесс реализации качества; а в режиме технического обслуживания и хранения - процесс поддержания качества. На стадии ремонта - процесс восстановления качества. Основные показатели Основные показатели качества количественно определяются ТТТ к оборонной продукции и задаются в ТТЗ или ТЗ на её разработку. Некоторые из показателей качества указываются в эксплуатационной документации. Но показатели качества характеризуют отдельные свойства продукции. А для оценки качества продукции (изделия) в целом нужно не только оценить весь набор свойств, которыми она обладает, но и сравнить показатели качества оцениваемой продукции с аналогичными показателями качества какой-то другой аналогичной продукции. При этом можно при сравнении оперировать чистыми или удельными показателями качества, т.е. отнесёнными к какой-то характеристике данной продукции (массе и др.) При сравнении показателей качества получается новая количественная характеристика-уровень качества. Уровень качества – это относительный показатель качества продукции, получаемый путём сравнения значений показателей качества оцениваемой продукции с аналогичными показателями базовой продукции. В качестве базовых значений показателя качества могут приниматься значения показателей качества: - лучших отечественных и зарубежных образцов; - достигнутые в некотором предыдущем периоде времени или планируемые значения показателей перспективных объектов, найденные экспериментальным или теоретическим путём; - заданные в ТТЗ на продукцию, в технических условиях, стандартах и других нормативных документах. Оценка уровня качества изделия, в общем случае, включает в себя следующие этапы: - выбор номенклатуры показателей качества и обоснование её необходимости и достаточности; - выбор базового образца, показатели качества которого будут сравниваться с показателями оцениваемого образца. От выбора базового образца в значительной степени зависит результат оценки уровня качества оцениваемого изделия. Поэтому к его выбору необходимо подходить тщательно, всесторонне и продумано. При оценке уровня качества применяют методы оценки качества: - дифференциальный, - комплексный; - смешанный; - экспертный; - измерительный; - расчетный или аналитический; - статистический; - органолептический; - социологический. Дифференциальный метод основан на сопоставлении единичных показателей качества изделия с аналогичными показателями базового образца. При этом определяют, достигнут ли уровень базового образца в целом, по каким показателям он достигнут, какие показатели наиболее отличаются от базовых. При оценке уровня качества изделия дифференциальным методом, возможны следующие случаи: 1. Уровень качества оцениваемого изделия выше или равен уровню качества базового образца, если отношение всех единичных показателей этого изделия к соответствующим показателям базового образца (базовых значений) больше или равен единице; 2. Уровень качества оцениваемого изделия ниже уровня базового образца (значений), если это отношение меньше единицы. В случаях, когда часть значений показателей качества изделия больше или равна единице, а часть - меньше, следует применять комплексный или смешанный метод. Комплексный метод основан на применении обобщенного показателя, который представляет собой функцию от единичных показателей качества изделия. Обобщенный показатель может быть выражен: главным показателем или средневзвешенным. Во всех случаях, когда имеется возможность установить функциональную зависимость главного показателя от других единичных показателей пользуются главным показателем. Средневзвешенный показатель применяют в тех случаях, когда трудно определить главный показатель и установить его функциональную зависимость от других показателей качества. Смешанный метод оценки уровня качества изделия основан на совместном применении единичных и комплексных показателей. Его применяют, когда совокупность единичных показателей является достаточно обширной и анализ значений каждого показателя дифметодом не позволяет получить обобщающих выводов, а также когда комплексный показатель качества недостаточно полно учитывает все существующие свойства изделия и не позволяет получить выводы относительно некоторых определенных групп свойств. При смешанном методе единичные показатели объединяются в группы для которых определяют соответствующий комплексный (групповой) показатель; отдельные наиболее важные показатели допускается не объединять в группы, а применять при дальнейшем анализе как единичные. На основе полученной совокупности показателей оценивают уровень качества изделия дифметодом. Для оценки уровня качества применяют также экспертные методы, которые основаны на использовании обобщенного опыта и интуиции специалистов. Экспертные методы предполагают создание экспертных комиссий, состоящих из экспертной и рабочей группы. Рабочая группа организует опрос, собирает анкеты, обрабатывает и анализирует экспертные оценки. Экспертная группа может принимать решение на основе усреднения оценок названных экспертами, или проводя голосование экспертов. Следует отметить, что в настоящее время экспертные методы количественной оценки качества являются основными. Преимуществом этих методов является относительная технологическая простота применения, малые затраты времени на разработку и использование методов определения качества. В то же время, аналитическим методам оценки качества присущи технологическая сложность и большие затраты на их разработку. Измерительный метод основан на информации, полученной с использованием технических измерительных средств (например, скорость автомобиля измеряется по спидометру). Расчетный метод основан на использовании информации, полученной с помощью теоретических или экспериментальных зависимостей (например, такой величиной является мощность или объем двигателя автомобиля). Статистический метод применяется в тех случаях, когда использование измерительного или аналитического метода невозможно. Он основан на сборе статистической информации об отдельных явлениях или параметрах продукции (например, о времени наступления отказа или времени между отказами, наработке изделий и т.д.) и ее обработке методами математической статистики и теории вероятностей. По результатам этих процедур можно определить характеристики, подверженные воздействию большого количества случайных факторов, например среднее время отказа, среднее время между отказами, среднее время восстановления, вероятность безотказной работы изделия и т.п. Широкое распространение эти методы получили при контроле качества продукции и регулировании хода технологических процессов. Некоторые показатели качества иначе определить невозможно, например выборочный контроль качества изделий одноразового производства. Органолептический метод базируется на использовании информации, получаемой в результате анализа восприятия органов чувств, а значения показателей определяются путем анализа полученных ощущений на основании имеющегося опыта и выражаются в баллах. Точность и достоверность этого метода зависят от способности, навыков и квалификации определяющих. На практике органолептический метод используется в сочетании с экспертным, поскольку ими оцениваются одни и те же показатели качества, например группы показателей эстетичности, эргономичности и др. Социологический метод основан на определении показателей качества продукции ее фактическими или потенциальными потребителями с помощью анкет-вопросников. Точность социологического метода повышается в связи с расширением круга опрашиваемых потребителей, но в отличие от экспертного метода при данном методе не требуется специальной подготовки экспертов. Как социологический, так и органолептический методы используются в тех случаях, когда невозможно использование измерительных или расчетных методов. На практике для определения показателей качества продукции используется сочетание нескольких методов. Например, данные, полученные измерительным методом, затем рассчитываются с помощью теоретических зависимостей; показатели, полученные социологическим опросом, обрабатываются по специальной процедуре с привлечением аппарата математической статистики и т.д. Управление качеством Управление качеством имеет дело со всей системой производства. Задачей управления качеством является установление причин брака, где бы он ни возникал, а затем устранение этих причин и обеспечение производства продукции лучшего качества. Необходимый уровень качества продукции должен устанавливаться, обеспечиваться и поддерживаться. Устанавливается необходимый уровень качества на стадии исследования и проектирования на основе анализа лучших научно-технических достижений в стране и за рубежом. На стадии разработки оценка качества проводится с целью: обоснование прогнозируемого и планируемого уровня качества изделий; установление пригодности образцов для принятия их на вооружение (снабжение) и постановки на серийное изготовление. Управление качеством на этой стадии имеет особо важное значение, так как именно здесь формируются и рассчитываются основные технико-экономические и эксплуатационные показатели будущей продукции, которые закладываются в конструкторско-технологическую документацию. Обеспечивается качество продукции на стадии изготовления (производства). На стадии производства оценку качества проводят с целью: подтверждение целесообразности дальнейшего изготовления изделий по утвержденной технологической и конструкторской документации и поставки заказчику; определения целесообразности внесения изменений в конструкцию и технологию; определения рациональной организации контроля качества и испытаний изделий. Качество продукции определяется качеством НД на изготовление продукции, оборудования, оснастки и инструмента, получаемого сырья, материалов и комплектующих изделий. Критерием оценки качества продукции на стадии производства служит степень соответствия фактических параметров изготовленного изделия его параметрам, заложенным в проектной документации. Поддерживается качество изготовленной продукции на стадиях обращения и реализации, эксплуатации и потребления. Качество обращения и реализации продукции складывается из качества хранения и транспортирования. Здесь важно сохранить уровень качества, который был обеспечен в производстве. На стадии эксплуатации осуществляется окончательная и наиболее полная оценка фактического уровня качества продукции. Лишь потребитель в непосредственной эксплуатации может объективно и по достоинству оценить все преимущества и недостатки готового изделия. На стадии эксплуатации оценку уровня качества изделия проводит с целью: оптимизации режимов боевого применения, технического обслуживания, транспортирования, хранения и ремонта изделии; установление необходимости замены, переналадки и регулировки систем, узлов, агрегатов и др. составных частей изделий; оптимизации нормативов ЗИП; выработки рекомендаций по совершенствованию изделия или снятию их с вооружения. Критерием оценки качества в эксплуатации служит соответствие показателей качества изделия показателям, зафиксированным в технической документации, сопровождающей изделие. Таким образом, качество как совокупность свойств промышленной продукции закладывается при научных изысканиях, конструкторских и технологических разработках, создается при изготовлении, но проявляется или реализуется лишь в эксплуатации. В хорошей системе управления качеством технический контроль служит для предотвращения брака. На основе сведений о недостатках продукции вносятся поправки в производственный процесс, чтобы брак был исключен сразу же после обнаружения причин его возникновения. Система управления качеством оборонной техники Качество изделия закладывается в ТТТ к новому (модернизируемому) изделию и в ТТЗ на его разработку. Поэтому, как правильно будут заданы эти требования, в какой степени они будут учитывать современное состояние науки и техники, перспективы их развития, требования потребителей и условия их эксплуатации зависят показатели качества изделий. Вторым, не менее важным шагом является контроль за выполнением этих требований на всех стадиях жизненного цикла. Эти два первых шага в направлении получения качественных изделий для ВВТ обобщены в системе управления качеством оборонной техники (СУКОТ), которой присвоен номер ГОСТ В 20. СУКОТ включает в себя два комплекса стандартов: ГОСТ В 20.39.XXX-XX - Комплексная система общих технических требований (КСОТТ). ГОСТ В 20.57.XXX-XX - Комплексная система контроля качества (КСКК). КСОТТ - это система НД, устанавливающая взаимоувязанные оптимальные ОТТ к комплексам (образцам), их составным частям, комплектующим элементам и материалам. Целью КСОТТ является повышение качества ВТ путем установления и предъявления современных требований к ВТ, основанных на учете условий её боевого применения и эксплуатации, а также достижений науки и техники. Основными задачами КСОТТ являются: 1 - определение рационального состава технических требований; 2 - установление современных требований, основанных на учете перспектив развития ВТ и условий её эксплуатации; 3 - унификация ОТТ, обеспечивающая возможность сокращения номенклатуры составных частей комплексов (образцов), комплектующих элементов и материалов на базе стандартизации; 4 - сокращение времени на разработку ТТЗ (ТЗ); 5 - обеспечение увязки ОТТ, предъявляемых к продукции народнохозяйственного назначения, с нуждами обороны страны. Положения и требования НД КСОТТ обязательны к использованию предприятиями, организациями и учреждениями, заказывающими, разрабатывающими, изготовляющими и эксплуатирующими военную технику. КСОТТ тесно взаимосвязана с КСКК. Выполнение требований, установленных НТД КСОТТ, контролируются методами и средствами, регламентированными НД КСКК. Связь КСОТТ с другими общетехническими системами, например, ЕСКД обеспечивается взаимной увязкой требований стандартов КСОТТ с требованиями соответствующих стандартов. К ВТ предъявляются требования, определяемые её назначением, условиями производства, эксплуатации и боевого применения. Номенклатура групп основных требований, по которым должна осуществляться связь и преемственность внутри системы, включает следующие основные требования 1. по назначению; 2. по живучести к стойкости к внешним воздействиям; 5. по надежности; 4. по эргономике и технической эстетике; 5. по удобству технического обслуживания, ремонта и хранения; 6. по транспортабельности; 7. по безопасности; 8. по скрытности и маскировке; 9. по стандартизации и унификации; 10. экономические требования; 11. по технологичности; 12. конструктивные требования. Таким образом, КСОТТ являясь подсистемой системы управления качеством оборонной продукции, определяет требования к образцу (комплексу) военной техники. Второй комплекс стандартов, (КСКК) - это система организационно-технических правил и положений по контролю качества ВТ, проводимому соответствующими подразделениями, организациями, предприятиями и управлениями с применением видов, методов и средств контроля и испытаний, обеспечивающих требуемую полноту и достоверность контроля качества. Целью КСКК является повышение качества ВТ путем установления эффективного контроля качества на этапах разработки, производства, эксплуатации и капитального ремонта ВТ. Основные задачи КСКК: 1. Установление общей методологии и единой терминологии в вопросах организации и проведения контроля качества ВТ; 2. Установление общих видов и методов контроля и испытаний однородных изделий ВТ; 3. Установление общих требований к средствам контроля и испытаний; 4. Установление общего порядка испытаний, поверки, аттестации ревизии средств контроля и испытаний; 5. Обеспечение увязки требований к контролю качества продукции н/х назначения с требованиями к контролю качества ВТ; 6. Установление общих видов и форм носителей информации по контролю качества ВТ; 7. Обеспечение сопоставимости результатов контроля и испытаний на этапах разработки, производства, эксплуатации и капитального ремонта; 8. Обеспечение системы управления качеством объективной и достаточной информацией по результатам контроля качества. Функцией КСКК в системе управления качеством ВТ является проверка соответствия объектов контроля установленным требованиям и обеспечение системы управления объективной и достаточной информацией о фактическом качестве объектов контроля в целях выработки управляющих воздействий на процессы, влияющие на качество ВТ. Стандарты КСОТТ и КСКК исходя из пяти уровней разукрупнения ВТ, сгруппированы в пять уровней обобщения: 1-й уровень - организационно-методические и общетехнические стандарты, распространяющиеся на все виды ВТ (ГОСТ В 20.39.101 (...199) – ХХ, ГОСТ В 20.57.101 (.. 199) - ХХ. 2-й уровень - стандарты и НТД системы ОТТ МО РФ, распространяющиеся на группу однородной продукции, комплексы ВТ. (ГОСТ В 20.39.201 (...299)-ХХ; ГОСТ В 20.57.201(...299)- XX. 3-й уровень - стандарты, распространяющиеся на составные части комплексов (образцов) (оборудование, аппаратура, приборы). ГОСТ В 20.39.301(...399)-ХХ; ГОСТ В 20.57.301 (...399)-ХХ. 4-й уровень - стандарты, распространяющиеся на комплектующие части. ГОСТ В 20.39.401(.. .499)-ХХ; ГОСТ В 20.57.401(...499)-ХХ. 5-й уровень - стандарты, распространяющиеся на материалы, растворы. ГОСТ В 20.39.501(...599)-ХХ, ГОСТ В 20.57.501 (...599)-ХХ. Стандарты КСОТТ и КСКК взаимосвязаны. КСОТТ определяет требования к ВТ, а КСКК определяет методы и средства контроля и испытаний для проверки выполнения требований, установленных входящими в состав КСОТТ стандартами. Требования и методы контроля распространяются от сырья и материалов до образца (комплекса) в целом. Контроль качества оборонной продукции Контроль качества оборонной продукции на 1-ой; 2-ой, 3-ей и 5-ой стадиях жизненного цикла изделий осуществляется военными представительствами МО РФ. Военные представительства - специальные учреждения МО РФ, территориально размещенные на одном из предприятий промышленности, но содержащиеся за счет сметы МО и подчиняющиеся соответствующему заказывающему управлению МО РФ. Основными задачами ВП МО являются: контроль качества военной продукции на любых стадиях её разработки, изготовления, монтажа и испытаний; приёмка готовой и комплектной продукции; контроль проведения НИОКР; контроль работ по стандартизации и метрологическому обеспечению BT; мероприятия по соблюдению режима сохранения военной и гос. тайны, противодействие иностранным разведкам при разработке, производстве и испытаниях оборонной продукции; проверка мобилизационной подготовки предприятий; экономическая работа. Рассмотрим работу ВП и МО РФ на основных стадиях жизненного цикла изделий. 1-я стадия - исследование и обоснование разработки образца, конечной целью которой является разработка ТТЗ на ОКР. ТТЗ - это исходный тех. документ заказчика МО, устанавливающий комплекс требований к содержанию, объёму и срокам выполнения работ в целом на образец, на основании которого при необходимости разрабатывают ТЗ на составные части работы. Разрабатывают ТТЗ на ОКР НИУ МО РФ и промышленности. В войсках РХБ защиты это возложено на ФГУ 33 ЦНИИИ МО РФ. При этом ВП МО при НИИ промышленности выполняют следующие основные работы: участвуют в разработке ТТЗ на НИР, которую должно выполнить НИИ и согласовывает его с ним; участвуют в подготовке договора на проведение НИР и контроль за его своевременным оформлением; согласовывают с НИИ сметную стоимость работ по договору; осуществляют контроль за выполнением договора на всех стадиях разработки НИР. При выполнении НИР НИИ промышленности основным техническим документом для них и заказчика является ТТЗ на НИР, а правовым документом - договор. При разработка ТТЗ на ОКР, кроме проведения НИР для особо сложных изделий НИИ может выполнять аванпроект (тех. предложение). Аванпроект - вид исходной технической документации, содержащий оперативно-тактические и технико-экономические обоснования разработки изделия. На основании НИР, аванпроекта НИИ промышленности разрабатывает ТТЗ на ОКР, которое утверждает заказчик МО. Таким образом вся работа НИИ осуществляется под контролем ВП МО. 2-я стадия - ОКР. Они выполняются головным исполнителем (конструктором) по ТТЗ на ОKP, утвержденному заказчиком МО РФ. Для выполнения работ по TTЗ головной исполнитель может привлекать исполнителей для выполнения работ по отдельным составным частям изделия, которые выполняют эту работу по ТЗ головного исполнителя. ОКР включает в себя разработку проектной документации (тех. предложение, эскизный проект, тех. проект), рабочей конструкторской документации, по которой изготавливаются опытные образцы (партии) и испытания опытных образцов. По окончании разработки опытные образцы проходят два вида испытаний: предварительные испытания. Их проводит головной исполнитель с целью предварительной оценки боевых, технических и эксплуатационных характеристик образца и установления их соответствия ТТЗ, а также для определения готовности образца к приёмочным испытаниям; приёмочные (гос.) испытания. Их проводит заказчик МО, на основании которых принимается решение о приемке ОКР и постановке образца на производство. Все эти вида работ контролирует ВП при головном исполнителе. Контроль осуществляется: по срокам выполнения каждого из перечисленных этапов ОКР; на соответствие выполненных работ требованиям ТТЗ (Т3); за выполнением требований стандартов ЕСКД и другой НД; за метрологической и другими видами экспертиз; по всем видам деятельности головного и др. исполнителей по разработке данного образца. 3-я стадия – производство. Серийному производству предшествует постановка на производство осуществляемая в два этапа: Подготовка и освоение производства. На этапе освоения производства предприятие - изготовитель изготавливает установочную серию, подвергающуюся квалификационным испытаниям с целью оценки производства к выпуску. В процессе постановки изделий на производство ВП осуществляет контроль за подготовкой производства и принимает участие в квалификационных испытаниях. В ходе производства ВП при предприятии - изготовителе осуществляют летучий контроль и осуществляют следующие категории испытаний: приёмо-сдаточные; периодические и типовые. Летучий контроль производства осуществляется в соответствии с разработанным ВП и согласованным с предприятием положением или инструкцией о летучем контроле. Приёмо-сдаточные испытания проводят с целью контроля изделия (партии) на соответствие требованиям ТУ. При получении положительных результатов ВП принимает изделие, при отрицательных результатах - изделие (партия) возвращается с указанием причин возврата для выявления причин несоответствия ТУ. Если изделия (партии), предъявляющиеся дважды на приёмку, не выдержали испытаний ВП могут приостановить испытания и приёмку изделий (партий). Периодические испытания проводятся предприятием - изготовителем при участии и под контролем ВП, целью которых является: контроль стабильности технологического процесса; подтверждение возможности продолжения изготовления изделий по действующим конструкторской и технологической документации, ТУ и их приёмке. Типовые испытания проводят с целью оценки эффективности и целесообразности внесения изменений в изделие или технологию его изготовления, которые могут повлиять на ТТХ изделия и его эксплуатацию. 4-ая стадия – эксплуатация. Здесь контроль осуществляют соответствующие командиры и начальники в чьем ведении находятся данные образцы военной техники. 5-ая стадия – капитальный ремонт. Он проводится на военных или гражданских заводах и при наличии на них ВП контроль аналогичен контролю на стадии производства. Задание№2.Охарактеризуйте сущность предложенного инструментального метода анализа физико-химических параметров качества продукции. Кулонометрические методы. Ответ:  Принцип и теоретические основы кулонометрии были известны давно, однако до 1938 г. Этому методу достаточного внимания не уделялось. С 40-х годов кулонометрия начинает широко применяться в аналитической химии и для решения физико-химических задач. В кулонометрических методах определяют количество электричества, которое расходуется в ходе электрохимической реакции. Различают два основных вида кулонометрических определений: прямую кулонометрию и кулонометрическое титрование. В методах прямой кулонометрии анализируемое вещество непосредственно подвергается электрохимическому превращению в кулонометрической ячейке. В методе кулонометрического титрования определяемое вещество реагирует с титрантом, который получается в кулонометрической ячейке при электролизе специально подобранного раствора. Потенциостатические или кулонометрические методы при постоянном контролируемом потенциале широко применяются в прямой кулонометрии. Принципиальна схема установки для потенциостатической кулонометрии приведена на рис. 1. Напряжение с аккумуляторной батареи 1 через делитель напряжения 2 подается на рабочий электрод 4 кулонометрической ячейки 5. 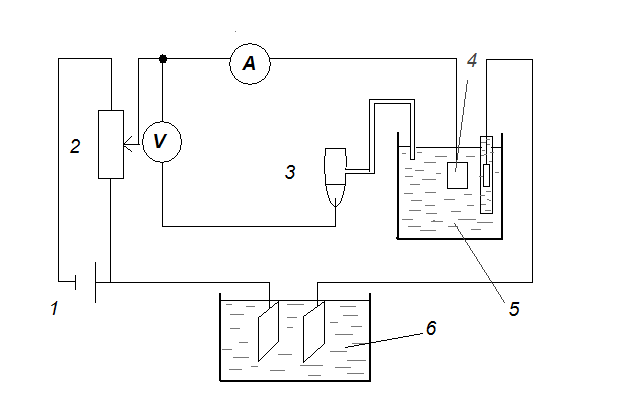 Рис. 1. Схема установки для потенциостатической кулонометрии Потенциал электрода определяется милливольтметром или потенциометром, сила тока – амперметром. Количество израсходованного электричества измеряется кулонометром 6. В современных установках в качестве источника стабилизированного напряжения обычно используют специальные электронные приборы – потенциостаты, поддерживающие заданный потенциал с точностью примерно ± 10 мВ и в интервале от -2,5 до 2,5 В. Потенциал рабочего электрода устанавливают с помощью поляризационной кривой (I-V кривой) в области, где достигается предельный тон. Рабочим электродом кулонометрической ячейки обычно служит платиновая пластина или ртуть, хотя иногда используют также золотые, серебряные или графитовые электроды. Вспомогательный электрод изготовляется из тех же материалов. Электродные пространства рабочего и вспомогательного электродов разделены. Контакт между ними осуществляется через пористую перегородку. В качестве электрода сравнения 3 (рис. 1) обычно выбирают каломельный или хлорсеребряный. Количество электричество, израсходованное на протекания электрохимической реакции, может быть измерено с помощью интеграторов тока или кулонометров, а также определенно расчетным методом. Принцип действия кулонометров основан на том, что через последовательно включенный прибор в цепи протекает такой же ток, какой проходит через анализируемый раствор, и, следовательно, за некоторый промежуток времени через анализируемый раствор и через прибор пройдет одно и то же количество электричества. В последовательно включенном кулонометре со 100% -м выходом протекает хорошо известная электромеханическая реакция, и измерение количества электричества сводится, таким образом, к определению количества вещества, полученного в результате этого процесса. В зависимости от способа измерения объема или массы вещества различают газовые, электрогравометрические, тетрационные, и другие кулонометры. В газовых кулонометрах определяется объем газа, выделившегося в результате электрохимического процесса. В электрогравиметрических кулонометрах определяется масса вещества. Например, в медных кулонометрах находят массу металлической меди, выделившейся при электролизе сульфата меди, в серебряных – массу серебра, полученного при электролизе нитрата серебра и т. д. Операцию взвешивания катода с выделившейся медью или серебром иногда заменяют анодным растворением металла с этих электродов при постоянной силе тока. Зная длительность процесса и силы тока по формуле m =  = = рассчитывают массу выделившегося металла или сразу количество электричества. Очень интересен метод, получивший название кулонометрического титрования. От титрования в обычном понимании этого слова этот метод отличается тем, что здесь производится электролитическое генерирование титранта, причём в подавляющем большинстве случаев непосредственно в том же растворе, в котором находится и определяемое вещество. Электрогенерированный реагент вступает во взаимодействие с определяемым веществом и появление малейшего избытка его, свидетельствующего о конце титрования, мгновенно фиксируется специально предусмотренной для этого индикаторной системой. Необходимо, чтобы титрующее вещество реагировало с определяемым быстро и количественно, не взаимодействуя ни с каким другим из имеющихся в данной пробе. Не говоря о многих прочих преимуществах этого метода, отсутствие необходимости приготовления стандартных растворов, сокращение количества употребляемых реактивов и посуды, универсальность применения однажды собранной установки очень облегчают аналитическую практику. Так как реагент является здесь продуктом электролиза, то количество его, пошедшее на титрование определяемого вещества, а следовательно, и количество последнего, может быть определено по количеству затраченного за время титрования, вплоть до сигнала о завершении его, электричества. Необходимо, чтобы всё затраченное в процессе титрования электричество расходовалось исключительно на генерирование титранта. Возможность одновременного протекания каких-либо побочных процессов должна быть совершенно исключена. Генерирование титранта производят при контролируемом значении генераторного тока. Поддержание этого тока постоянным (это возможно при достаточном содержании в растворе вещества, продуктом электрохимического разложения которого является титрант) соответствует введению в раствор во времени определённых порций реагента, как это имеет место при обычном титровании. Метод кулонометрического титрования часто называют кулонометрией при постоянной силе тока и относятся к числу косвенных кулонометрических определений, так как здесь в электрохимическом процессе участвует не само определяемое вещество, а некоторый промежуточный продукт, химически реагирующий затем с этим веществом. В кулонометрическом титровании применяются различные способы определения эквивалентной точки. Могут быть применены и те же, что и в обычном титровании (например, цветные индикаторы). Однако высокая чувствительность и точность этих методов обусловливает применение и более чувствительных способов индикации, обеспечиваемых инструментальными методами анализа: амперометрией, потенциометрией, спектрофотомерией, фотоэлектроколориметрией. Кривая кулонометрического титрования может быть вычерчена в координатах: сила тока в индикаторной цепи (по оси ординат) – время (по оси абсцисс). Ясно, что при постоянной силе тока в генераторной цепи время прямо пропорционально количеству добавляемого к титруемой пробе реагента. Эта величина обычно откладывается по оси абсцисс при объёмно-аналитических определениях. Форма кривой титрования будет зависеть от того, какая из окислительно-восстановительных пар – определяемая или генерируемая, в качестве титранта – или обе они являются электрохимически обратимыми. Для потенциометрической индикации конечной точки титрования применяется обычная в потенциометрии электродная пара, состоящая из платинового индикаторного и каломельного электрода сравнения. При фотометрическом определении конца титрования производится слежение за изменением величины оптической плотности пробы. В этом случае отпадает необходимость в применении индикаторных электродов. Для измерения оптической плотности титруемого раствора пользуются фотоэлектроколориметрами или спектрофотометрами, в соответствующем отделении которых устанавливают кулонометрическую ячейку. Кулонометрическим путём можно осуществлять бромометрическое, йодометрическое, пермаганатометрическое, титанометрическое, хромометрическое и другие виды титрований. Подобно другим методам физико-химического анализа, кулонометрия применяется не только в аналитической химии, но и вообще в различных физико-химических исследованиях. Кинетика и механизм реакций, каталитические процессы, комплексообразование, химическое равновесие и т.д. являются теми областями, в которых применение кулонометрии оказывается весьма плодотворным. Кулонометрический анализ основывается на измерении количества электричества, затраченного на количественное осуществления донного электрохимического процесса в данной пробе. Определение количества прошедшего через испытуемый раствор электричества и называется кулонометрией. Кулонометрические определения проводятся в условиях, исключающих возможность протекания побочных процессов. Кулонометрический метод может быть применён для определения не только металлов, но и целого ряда других сложных веществ при их количественном электровосстановлении на катоде или электроокислении на аноде. Осадка на электроде при этом не получается, полученный продукт остаётся в электролите, и содержание исходного вещества в пробе, как указывалось, оценивается по количеству затраченного на его получение электричества. Это количество электричества определяется при помощи кулонометра. Кулонометр представляет собой электролизер, включаемый в цепь последовательно с ячейкой для электролиза. Для кулонометра подбирают электрохимический процесс, протекающий со стопроцентным выходом по току и сопровождающийся выделением определённого вещества, количество которого можно легко и точно установить тем или иным способом. Через оба последовательно соединённых электролизера – электроаналитическую ячейку и кулонометр – пройдёт, естественно, одно и то же количество электричества. Очень интересен метод, получивший название кулонометрического титрования. От титрования в обычном понимании этого слова этот метод отличается тем, что здесь производится электролитическое генерирование титранта, причём в подавляющем большинстве случаев непосредственно в том же растворе, в котором находится и определяемое вещество. Электрогенерированный реагент вступает во взаимодействие с определяемым веществом и появление малейшего избытка его, свидетельствующего о конце титрования, мгновенно фиксируется специально предусмотренной для этого индикаторной системой. Необходимо, чтобы титрующее вещество реагировало с определяемым быстро и количественно, не взаимодействуя ни с каким другим из имеющихся в данной пробе. Значение метода в оценке качества товаров Кулонометрический метод анализа благодаря высокой прецизионности возможности автоматизации процесса определения, как основного компонента веществ, так и примесей в них, часто без предварительного отделения, завоевал широкое признание в оценке качества потребительских товаров. Практическое развитие кулонометрии, особенно при контролируемом потенциале рабочего электрода началось в начале 50-х годов после создания соответствующих приборов для автоматического поддержания и контроля потенциала рабочего электрода. В последние годы развитие теории и практики метода, появление отечественных гальваностатов (амперостатов) и потенциостатов значительно способствовало внедрению кулонометрического метода исследования и анализа в основном в научно-исследовательских лабораториях. Однако данный метод еще недостаточно используют в аналитической практике заводских лабораторий при стандартизации реактивов и контроле промежуточных и конечных продуктов производств. Быстрое развитие кулонометрии вызвано ее преимуществами по сравнению с гравиметрией и обычной титриметрией: отсутствие необходимости применения стандартных растворов, сокращение затрат и времени на подготовительные операции, возможность выполнения анализа без предварительной градуировки прибора по стандартным образцам и проведения разнообразных и многократных определений, во многих случаях даже в одной и той же порции испытуемого раствора. Всем видам кулонометрического метода свойственны высокие метрологические характеристики (малая погрешность анализа, высокая правильность, воспроизводимость, селективность и др.). Список использованной литературы: 1. Специальные инженерные основы эксплуатации В и С РХБЗ. Под ред. Смирнова А.М. ВУ РХБЗ, дсп, 2002. 212 с. (инв. 3435). 2. Контроль качества разработки и производства ВВТ. Под редакцией А.М. Смирнова. дсп. 2003. 274 с. (инв. 3447). 3. Сергеев А.Г., Латышев М.В., Терегеря В.В. Стандартизация, метрология, сертификация. Учебное пособие. – М.: Логос, 2003. 536 с. 4. Стандартизация, метрология, сертификация. Под ред. Смирнова А.М. ВУ РХБЗ, дсп, 2001. 322 с. (инв. 3460). 5. Сергеев А.Г., Латышев М.В., Терегеря В.В. Стандартизация, метрология, сертификация. Учебное пособие. – М.: Логос, 2005. 560 с. 6. Лифиц И.М. Стандартизация, метрология и сертификация. Учебник. 4-е изд. –М.: Юрайт. 2004. 335 с. 7. Эксплуатация вооружения химических войск и средств защиты. Учебное пособие. ВАХЗ, дсп. 1990. (инв. 2095). 8. Контроль качества разработки и производства ВВТ. Под редакцией А.М. Смирнова. дсп. 2003. 274 с. (инв. 3447). Ворохова Е.Н., Прохорова Г.В. Аналитическая химия. Физико химические методы анализа: Учебное пособие.- Санкт–Питербург: СПбТЭИ, 1997.-Ч.1,2 Васильев В,П. Аналитическая химия. Физико-химические методы анализа. Книга 2 : Учебное пособие. – Москва: Дрофа, 2002 Янсон Э.Ю. Теоретические основы аналитической химии. – М.: Высшая школа, 1987 |