Отчет по педагогической практике магистранта специальности 6М071200 машиностроение
 Скачать 1.45 Mb. Скачать 1.45 Mb.
|

|
Углерод и кремний снижают растворимость кислорода в железе, а также связывают его:  а также восстанавливают железо из окислов:  Кислород ухудшает все свойства стали, в том числе прочность и пластичность, стойкость против коррозии. 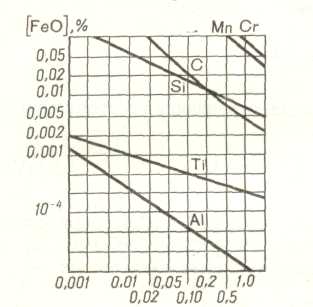 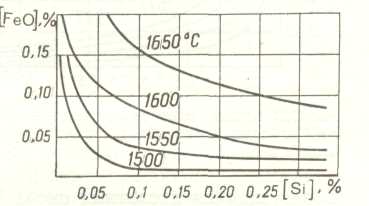 а) б) Рисунок 1 – Влияние раскислителей (а) и температур (б) на содержание оксида железа FeO в сварочной ванне и сварном шве. 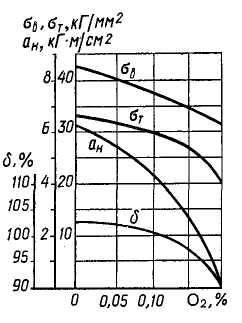 Рисунок 2- Влияние содержания кислорода на механические свойства низкоуглеродистой стали. После рассмотренного материала, на экран выводятся видеоматериалы с пояснением о технологии сварки для более подробного ознакомления с взаимодействием металла с газами. Преподаватель говорит: «Таким образом, все вопросы новой темы рассмотрены, далее приступаем к закреплению изученного материала». 5 Закрепление изученного материала – 20 мин В целях закрепления основных моментов изученного материала и представления студентам ключевых моментов изученной темы проводится закрепление изученной темы. Для закрепления студентам необходимо ответить на контрольные задания и вопросы. Решение заданий происходит в письменном виде. Рандомно вызывается студент к доске и получает условие задания. Остальные студенты решают у себя в тетрадях. Ответ на вопросы происходит в устной форме. Предоставляется возможность ответить желающим, если таковых нет, студент выбирается рандомно. Задания: 1. Определить концентрацию раскислителей для получения содержания в расплавленном металле: 0,005%; 0,01%; 0,05% FeO. 2. Построить кривые зависимости содержания FeO в зависимости от температуры для концентраций кремния в металле: 0,05%; 0,15%; 0,35%. Вопросы: 1.Какие процессы являются важнейшими при взаимодействии газов с расплавленным металлом? (Окисление и раскисление). 2. Что происходит с многоатомными газами при различных температурах сварки? (С увеличением температуры повышается растворимость в жидком металле). 3. Что такое константа равновесия? (Это отношение произведения равновесных концентраций продуктов реакции). 4. Перечислите элементы раскислители. (Si, Mn, Co, O, и др.). 5. Как влияет кислород на механические свойства стали? (Кислород в стали ухудшает все свойства: пределы прочности σв и текучести σт , относительное удлинение δ,% и ударная вязкость α). По истечению времени преподаватель анализирует ответы студентов и поясняет непонятные моменты. Наиболее активным участникам обсуждения добавляется 5% к оценке за занятие. 6 Выдача задания для СРС– 5 мин. После подведения итогов занятия и отметки наиболее активных студентов в журнале преподавателя, выдаются задания для самостоятельной работы студентов. Самостоятельную работу необходимо выполнить в виде тезиса на 1-2 страницы по теме СРС. Задания выводятся на экран. Темы контрольных заданий для СРС
7 Рекомендуемая литература - 3 мин. Список основной литературы
2. Хорн Ф. Атлас структур сварных соединений. – М.: Металлургия, 1977. – 228 с. 3. Лебедев Б.Д. Расчеты в теории сварочных процессов / Учебное пособие, - Киев, 1992. – 320 с. Список дополнительной литературы 1.Петров Г.Л., Тумарев А.С. Теория сварочных процессов. - М.: Высшая школа, 1977. – 392 с. 2.Сварка. Резка. Контроль. Справочник. Том 1. / Под общ. ред. Н.П. Алешина, Г,Г. Чернышова. – М.: Машиностроение, 2004. – 624 с.
4. Гривняк И. Свариваемость сталей. –М.: Машиностроение, 1984.– 216с. 5. Лившиц Л.С., Хакимов А.Н. Металловедение сварки и термическая обработка сварных соединений. – М.: Машиностроение, 1989. – 336 с. 8 Подведение итогов занятия и завершение занятия - 3 мин. Завершающим этапом занятия является оценка активности студентов, преподаватель выставляет оценки в журнале, в соответствии с показанными знаниями и активностью. На этом занятие завершается: преподаватель спрашивает студентов, имеются ли у них вопросы по изученной теме, при наличии вопросов отвечает на них, далее на сопровождающей презентации включается слайд с благодарностью за внимание, студенты собирают свои принадлежности (забирают раздаточный материал, канцелярии. задвигают стулья, и.т.д.). Занятие окончено (преподаватель прощается и провожает студентов, выключает оборудование и закрывает аудиторию). Приложение Д Разработка практического занятия Методика проведения практического занятия по дисциплине «Проектирование нестандартного оборудования» для студентов специальности 5В071200 «Машиностроение» Дисциплина: «Проектирование нестандартного оборудования» Дата проведения: _______, __ неделя Время: _________ Аудитория: лаборатория сварки Форма организации занятия: практическое занятие Тема практического занятия: «Зажимные механизмы приспособлений» Дидактическая цель практического занятия: Формирование представления о винтовых прижимах, их типах и разновидностях. Задачи: Образовательная:
Воспитательная:
Развивающая:
Материально-техническое оснащение: 1. компьютер; 2. демонстрационный экран; 3. презентация; 4. видеоматериал. Дидактическое обеспечение: методическое указание по выполнению практической работы Рекомендуемая литература (литература выводится на слайд в конце занятия): Список основной литературы 1. Белоусов А.П. Проектирование станочных приспособлений. М.: Высшая школа, 1974, 276 с. 2. Марков Н.Н., Ганевский Г.М. Конструкция, расчет и эксплуатация измерительных инструментов и приборов. М.: Машиностроение, 1981. 368 с. З. Боголюбов С.К., Воинов А.В. Черчение. М.: Машиностроение, 1982, 303 с. 4. Городецкий Ю.Г. Конструкция, расчет и эксплуатация измеритель-ных инструментов и приборов. М.: Машиностроение, 1971. 376 с. Список дополнительной литературы 1. Справочник технолога-машиностроителя. В 2-х т./ Под ред. А.Г.Косиловой и Р.К. Мещярекова – М.: Машиностроение, 1986 – 496с. 2. Справочник технолога-машиностроителя / Под ред. А.Н. Малова. Изд. 3-е, перераб. М.: Машиностроение, т. 2,1972; 720 с. 3. И. А. Бартенев Проектирование нестандартного оборудования для сборки-сварки : учебное пособие для студентов специальности 5В071200 "Машиностроение" Караганда: Издательство КарГТУ, 2018. – 7с. Практическая работа Временная характеристика практического занятия (100 мин.): Организационный момент – 3 мин. Повторение изученного материала– 8 мин. Показ видео-ролика - 5 мин. Объяснение нового материала – 25 мин. Расчет практической работы – 15 мин. Защита работы – 20 мин Выдача задания для СРС – 4 мин. Проверка аудитории – 3 мин. Ход практического занятия 1 Установочный (организационный момент) – 3 мин Приветствие, проверка готовности аудитории, отметка отсутствующих студентов. Сообщение темы и целей занятия. 2 Повторение изученного материала посредством викторины– 8 мин. Прежде чем перейти к практическим заданиям, необходимо повторить материал, пройденный во время лекционного занятия. В аудитории находится группа из 10 человек. На экране будет проектироваться различные картинки. Преподаватель по журналу спрашивает студентов, если студент отвечает правильно, ему добавляется 10% к итоговой оценке за урок, если не верно, соответственно -10%, право ответа переходит к желающему студенту. 1)  (Винтовой прижим) 2) 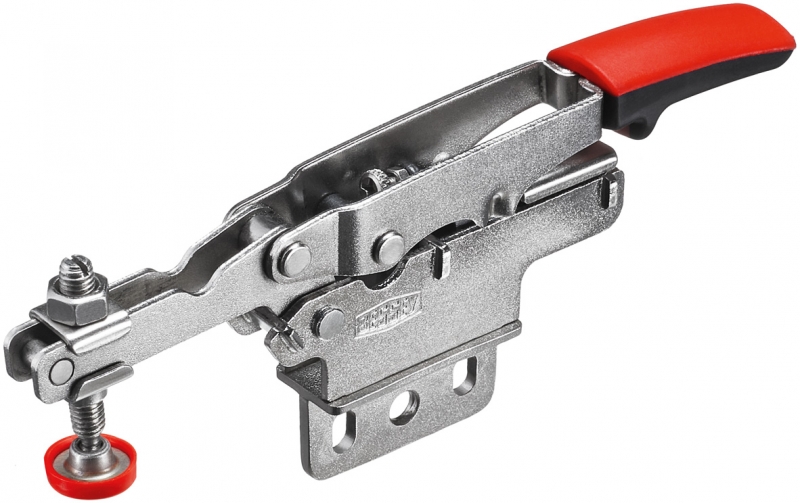 (Эксцентриковый прижим) 3)  (Пневматический прижим) 4)  (Электромагнитный прижим) 5)  (Универсальный сборочный стол) 6)  (Фиксатор) 7)  (Призмы) 8) 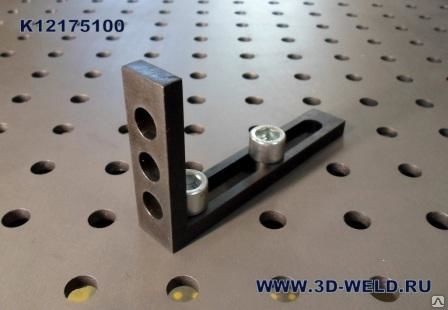 (Упор) 9) 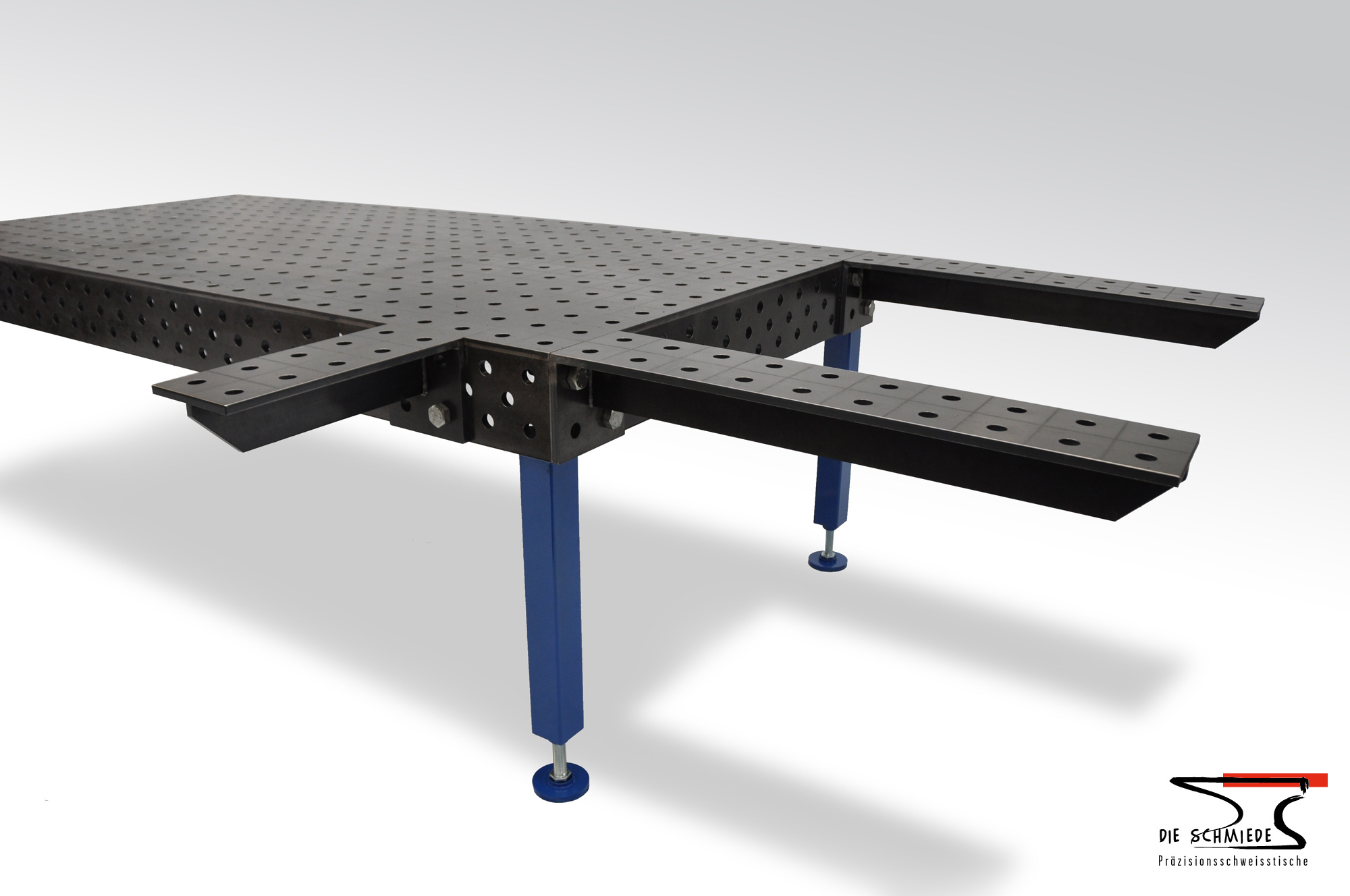 (Опоры) 3 Видео-ролик: «Сборно-сварочный стол» - 5 мин. Поясняются непонятные моменты для студентов, если такие есть. 4 Объяснение нового материала – 25 минут. (Поясняется устно) Зажимные механизмы предназначаются для закрепления установленных в приспособление деталей, заготовок, сборочных единиц и должны отвечать ряду требований. 1. Зажимное усилие должно прилагаться в выбранной точке и иметь направление, указанное в схеме закрепления. Как правило, зажимы располагаются над опорами или вблизи них. Они не должны создавать опрокидывающего момента. 2. Зажимные механизмы должны развивать заданное расчетное усилие для надежного закрепления деталей. 3. Расчет элементов зажимов (диаметров пневмоцилиндров, винтов, сечения рычагов и т. п.) должен производиться по заранее выбранному или рассчитанному усилию, развиваемому зажимом, а не наоборот. Зажимы не должны нарушать заданное положение деталей, портить их поверхности и вызывать деформирование 4. Прижимы должны быть быстродействующими. 5. Зажимные механизмы должны быть удобными и безопасными в работе. В сборочно-сварочных приспособлениях чаще всего применяются прижимы с механическим, пневматическим, гидравлическим, магнитным или электромеханическим приводом. В одном приспособлении желательно применять не более двух типов прижимов. По степени механизации зажимы делят на: 1. ручные - работающие от мускульной силы рабочего (их рекомендуется применять в единичном и мелкосерийном производстве); 2. механизированные – работающие от силового привода, управляемого вручную; 3.автоматизированные – осуществляющие зажим и раскрепление деталей и узлов без участия рабочего. Расчет зажимных устройств производится в две стадии: сначала определяют необходимое усилие зажатия деталей и узлов, а затем рассчитывают конструкции зажимного устройства и других элементов приспособления на прочность и жесткость под действием этих усилий. Закрепляемые детали должны находиться в равновесии под действием всех сил зажима, а также сил, возникающих в процессе сварки, и реакций опор. Причем должен обеспечиваться полный контакт базовых поверхностей деталей со всеми установочными элементами приспособления и исключена возможность сдвига деталей. Винтовые прижимы имеют простую конструкцию, невысокую стоимость, надежны в работе, обеспечивают необходимые (иногда значительные) усилия. По заданному усилию Qрассчитывают винт, гайку, корпус и элементы крепления прижима к корпусу приспособления (рисунок 1). Сила на рукоятке W будет (рисунок 1): W = Q rcp/ [ tg(α +φ1)] l, где rср — средний радиус резьбы, мм;l — длина рукоятки, мм; α — угол подъема резьбы; φ1 — угол трения в резьбовой паре. Количество витков резьбы в гайке n = Q/ [π (d2н - d2вн )p0 /4], где dни dвн— наружный и внутренний диаметр резьбы, см; р0 — удельное давление на поверхности ниток резьбы: для стального винта и чугунной гайки р0 = 50 ... 60 МПа, для стальной гайки р0 = 90 ... 130 МПа. Высота гайки Н = nS/ m, где S— шаг винта, см; m — число заходов резьбы. Наружный диаметр винта dнар= √Q/(0,5 [σ]р), где [σ]р — допускаемое напряжение на растяжение материала винта при переменной нагрузке: [σ]р = 58 ... 98 МПа. 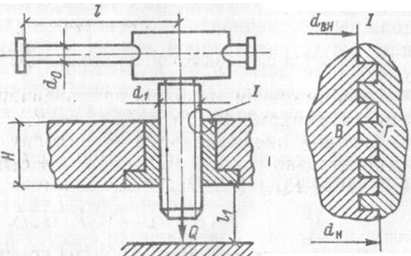 Рисунок 3 - Расчетная схема винтового прижима 6 Оформление работы – 12 минут После разъяснения данной работы, студенты оформляют отчет по форме разработанной ранее. Форма состоит из целей, задач, расчетных схем. 7 Защита работы и просмотр курсовых работ – 20 мин После оформления работы каждому студенту дается по 2 минуты для защиты работы. На основании защиты и вопросов, заданных преподавателем выставляется соответствующая оценка за занятие. Выдача задания для СРС – 4 мин. Темы контрольных заданий для СРС 1. Приводы прижимов и их особенности 2. Классификация прижимов. 3. Изображения прижимов на графике. Рекомендуемая литература (выводится на экране): Список основной литературы 1. Белоусов А.П. Проектирование станочных приспособлений. М.: Высшая школа, 1974, 276 с. 2. Марков Н.Н., Ганевский Г.М. Конструкция, расчет и эксплуатация измерительных инструментов и приборов. М.: Машиностроение, 1981. 368 с. З. Боголюбов С.К., Воинов А.В. Черчение. М.: Машиностроение, 1982, 303 с. 4. Городецкий Ю.Г. Конструкция, расчет и эксплуатация измеритель-ных инструментов и приборов. М.: Машиностроение, 1971. 376 с. Список дополнительной литературы 1. Справочник технолога-машиностроителя. В 2-х т./ Под ред. А.Г.Косиловой и Р.К. Мещярекова – М.: Машиностроение, 1986 – 496с. 2. Справочник технолога-машиностроителя / Под ред. А.Н. Малова. Изд. 3-е, перераб. М.: Машиностроение, т. 2,1972; 720 с. 3. И. А. Бартенев Проектирование нестандартного оборудования для сборки-сварки : учебное пособие для студентов специальности 5В071200 "Машиностроение" Караганда: Издательство КарГТУ, 2018. – 7с. Занятие окончено (преподаватель прощается и провожает студентов, проверяет и закрывает аудиторию). Приложение Е Разработка лабораторного занятия Методика проведения лабораторного занятия по дисциплине «Проектирование нестандартного оборудования» для студентов специальности 5В071200 «Машиностроение» Дисциплина: «Проектирование нестандартного оборудования» Дата проведения:______., ____ неделя Время: ________ Аудитория: лаборатория сварки Форма организации занятия: лабораторная работа Тема лабораторного занятия: «Изучение конструкции и функций универсальных сборочных приспособлений» Дидактическая цель лабораторной работы: применение теоретических знаний экспериментальным методом. Задачи: Образовательная:
Воспитательная:
Развивающая:
Материально-техническое оснащение:
Дидактическое обеспечение: Методическое указание к лабораторным работам Бартенев И.А. «Проектирование нестандартного оборудования», силлабус, электронный учебник. Рекомендуемая литература: Список основной литературы
1988. - 125 с.
М.: ACADEMIA, 2006. - 430 с.
1989. – 328 с. Список дополнительной литературы 1. Гитлевич А.Д., Этингоф Л.А. Механизация и автоматизация сварочного производства. - М.: Машиностроение, 1979. – 280 с. 2. Сварка. Резка. Контроль. Справочник в 2-х т./ Н.П. Алешин и др. – М.: Машиностроение, 2004. 3. Альбом механического оборудования сварочного производства. Учеб.пособие. М.: Высшая школа, 1974. - 159 с. Маслов Б.Г., Выборнов А.П. Производство сварных конструкций.- М.: ОИЦ Академия, 2010.-288с. Временная структура лабораторного занятия (100 мин.): Организационный момент – 3 мин. Инструктаж по технике безопасности – 5 мин. Введение в лабораторную работу – 20 мин. Самостоятельное выполнение студентами лабораторной работы – 35 мин. Оформление отчета – 12 мин. Защита лабораторной работы – 20 мин Подведение итогов занятия – 5 мин Уборка рабочих мест –5 мин 1 Организационный момент – 3 мин Проверка готовности аудитории, приветствие, отметка отсутствующих студентов; 2 Инструктаж по технике безопасности – 5 мин. После ознакомления студентов с темой занятия, преподаватель проводит устный инструктаж по технике безопасности. 1.Будьте внимательны, дисциплинированны, осторожны. Точно выполняйте указания преподаватель. 2. Располагайте приборы, материалы, оборудование на рабочем месте в порядке, указанном преподавателем. 3.Не держите на рабочем столе предметы, не требующиеся для выполнения задания. 4.Перед тем, как приступить к работе тщательно изучите её описание, уясните ход её выполнения. После озвучивания требований безопасности преподаватель раздает студентам лист ознакомления с ТБ, куда необходимо внести Ф.И.О. и подпись. 3 Введение в лабораторную работу – 15 мин. Преподаватель объясняет суть лабораторной работы, знакомит студентов с методическими указаниями, рассказывает о изучаемых универсальных сборочных приспособлениях (некоторая информация выводится на презентации): Общая информация: В промышленном производстве все изделия, как правило, собирают с помощью приспособлений. Сборка с применением переносных сборочных приспособлений или путем непосредственной укладки деталей изделий на стеллажах и плитах используется только в единичном производстве. Сборочное оборудование используют и при сварке. На сборочном оборудовании сборка завершается прихваткой, на сборочно-сварочном, кроме сборки, выполняется полная или частичная сварка изделия, а также, при необходимости,выдержка после сварки с целью уменьшения сварочных деформаций. Сборочно-сварочные приспособления находят самое широкое применение, поскольку исключают промежуточную транспортировку изделий, способствуя сокращению цикла производства и уменьшению трудоемкости. Специальное оборудование обычно является стационарным и предназначено для изготовления одного или нескольких однотипных изделий, но, как правило, оно всегда более производительно и удобно. Порядок выполнения работы: В аудитории находится 10 студентов. Студенты будут поделены на 2 группы в равном количестве. Каждой группе будет выдана деталь, студентам необходимо схематично изобразить кондуктор для сборки. В случае возникновения вопросов студенты могут обратиться за помощью к преподавателю. 4 Самостоятельное выполнение студентами лабораторной работы – 35 мин. Студенты поделены на 2 группы в равном количестве. Каждой группе выдано задание построить кондуктор для сборки-сварки, 1 группа-квадрат, 2 группа- лестница.  Рисунок 4 – Задания для групп После того как группы закончат схематичное построение кондукторов для сборки-сварки, им предлагается принять участие в дебатах. Организационный момент: каждая группа должна представить свой кондуктор и описать смысл построения схемы; – в тот момент пока группа представляет свою схему, обсуждения не начинаются. – после обоснования своего кондуктора, начинается обсуждение выбора универсальных сборочных приспособлений. – в дебатах принимают участие все – каждая группа представляет разработанную ими схему кондуктора и старается объяснить рациональность составления схемы; – к концу каждый определяет свою позицию и аргументирует ее; – в процессе выступлений все соблюдают регламент, в противном случае преподаватель имеет право прервать выступающего; – после выбора оптимального расположения универсальных сборочных приспособлений на схеме, студентам предлагается собрать свою конструкцию на универсальном сборочном столе SIEGMUND (рисунок 5) с применением различных универсальных сборочных приспособлений (зажимы, прижимы, упоры, опоры, фиксаторы, призмы и др.).  Рисунок 4 – Универсальный сборочный стол SIEGMUND с отверстиями диаметром 16 мм и координатной сеткой через каждые 50 мм 5 Оформление отчета – 12 мин. После ознакомления со своими методами производства штампов, каждой группе будет выдан раздаточный материал в виде листов А4, на которых напечатан шаблон защиты лабораторной работы, с указанием необходимого материала для ее защиты. Студенты вписывают в приготовленную заранее форму необходимые данные, с обязательным итоговым выводом. Данная форма является отчетом лабораторной работы. 6 Защита лабораторной работы – 20 мин После завершения оформления отчета студенты в индивидуальном порядке защищают лабораторную работу. Защита проводится в виде устного опроса студента преподавателем (каждый студент в алфавитном порядке, либо по желанию подходит к столу преподавателя и защищает работу). Преподаватель задает вопросы, при удовлетворенности ответом студента выставляет соответствующую оценку, либо дает возможность на повторную сдачу). 7 Подведение итогов занятия – 5 мин Завершающим этапом занятия является оценка защиты лабораторных работ, преподаватель озвучивает оценки студентов. Далее преподаватель включает слайд с рекомендуемой литературой, которую студентам необходимо записать. На этом занятие завершается: преподаватель спрашивает студентов, имеются ли у них вопросы по изученной теме, при наличии вопросов отвечает на них, далее на сопровождающей презентации включается слайд с благодарностью за внимание. 8 Уборка рабочих мест – 5 мин. Студенты проводят уборку рабочих мест (задвигают стулья, сдают методические инструкции преподавателю). Занятие окончено (преподаватель провожает студентов, проверяет и закрывает аудиторию). |