Отчет по производственной практике (по профилю специальности) пп. 01
 Скачать 102.45 Kb. Скачать 102.45 Kb.
|

|
Министерство образования Новосибирской области ГБПОУ НСО «Новосибирский авиационный технический колледж имени Б.С.Галущака» ОТЧЕТ по производственной практике (по профилю специальности) ПП.01 МДК 01.03 Современные технологии изготовления очков и средств сложной коррекции зрения Студента, группы: Максименко Алена, МО-426з Специальность 31.02.04 Медицинская оптика Заочное отделение 2022 Оглавление 1.Структура, оснащение и организация изготовления средств коррекции зрения в салоне «Оптика»………………………………………...3 2. Технология изготовления и контроля средств коррекции зрения………..6 2.1.Операции технологического процесса изготовления очков……………………..6 3.Технологический процесс обработки краёв линз на автоматическом и полуавтоматическом оборудовании………………………………………...8 3.1.Изготовление копиров……………………………………………………………...13 3.2.Подшлифовка краёв очковых линз………………………………………………..16 3.3.Полирование краев очковых линз………………………………………………...17 3.4.Изготовление и контроль очков с астигматическими очковыми линзами……17 3.5.Изготовление и контроль очков с бифокальными линзами……………………18 3.6.Изготовление и контроль очков с прогрессивными линзами………………….20 3.7.Особенности изготовления и контроль очков с линзами больших положительных и отрицательных рефракций……………………………………………..22 4.Сборка очков……………………………………………………………..23 5.Выправка очков…………………………………………………………...24 6.Контроль очков…………………………………………………………..26 7.Технология ремонта очков……………………………………………...28 Источники……………………………………………………………………...33 1.Структура, оснащение и организация изготовления средств коррекции зрения в салоне «Оптика» В настоящее время оптика является не только торговой организацией, но и медицинским учреждением, а также производственным предприятием. На данный момент существуют три типа салона-магазина «Оптика» « Универсальные», они включает в себя кабинет оптометриста; в них производится: проверка зрения и выписка очков, подбор средств контактной коррекции, прием и выдача заказов на очки, изготовление очков, мелкий и крупный ремонт, продажа сопутствующих товаров. Оптика второго типа идентична оптике первого и выполняет все те же самые функции, за исключением проверки зрения и подбора очков, так как в ней отсутствует кабинет врача. К третьему типу относятся «Точки». Они территориально расположены в магазинах, аптеках, торговых комплексах и т.д. В них осуществляется подбор оправ, прием и выдача заказов, продажа продукции и сопутствующих товаров. Сами заказы отправляются на изготовление в крупные мастерские. Структура салона-магазина «Оптика» Кабинет врача Приемный зал Производственная мастерская Основные участки: Участок комплектовки Участок изготовления очков Отдел технического контроля Участок крупного ремонта Отдел приема заказа Отдел выдачи заказа Отдел продаж Участок мелкого ремонта Вспомогательные участки: Информационно-справочный, административный отдел помещения Рекламный отдел, бытовые помещения Касса, склад Охрана Функции отделов и участков: В отделе приема заказов производится подбор оправ пациентам и оформление сопроводительной документации (пакет-заказа, квитанции, реестровой накладной). В приемном зале должны быть оборудованы витрины и стеллажи, на которых представлены образцы линз, оправ, готовые очки и сопутствующие товары. Рабочее место приемщика должно быть оборудовано необходимым приборами и приспособлениями для выполнения функциональных обязанностей. Отделы выдачи и продажи могут быть объединены в один отдел, где производится выдача готовых очков, проверка положения очков на лице пациента, ведется журнал выдачи заказов, в котором указываются сроки выдачи, причины задержки, дата выдачи. Отдел ремонта территориально находится в мастерской и в приемном зале. В этом зале выполняется мелкий ремонт (замена винтов, носоупоров, выправка и т.д) в присутствии заказчика, в мастерской – крупный ремонт (пайка оправ, склейка, ремонт шарниров). Для осуществления взаиморасчетов с пациентом в приемном зале предусмотрена касса. В ателье «Оптика» должна быть представлена информация о режиме работы магазина, адресах вышестоящих организаций, а также информация о стоимости линз, оправ, услуг, о тенденциях современной моды. Участок комплектовки должен быть изолирован от других помещений, т. к. там хранятся материальные ценности. На этом участке производится подбор комплектующих изделий, линз и оправ для изготовления заказов. На участке изготовления очков рабочие места оптиков-сборщиков должны быть полностью укомплектованы необходимыми оборудованием, приборами и инструментами. Организация рабочих мест должна соответствовать требованиям техники безопасности, санитарным нормам и правилам. На участке ремонта выполняется крупный ремонт очков — такой, как пайка металлических оправ, склейка пластмассовых оправ,замена шарниров. Помещение ремонтника должно быть оснащено необходимым оборудованием и вентиляционным устройством. ОТК — отдел технического контроля. В отделе производится проверка качества изделий на соответствие действующим стандартам и рецепту (ГОСТ Р51044-97 «Линзы очковые», ГОСТ Р51932—2002 «Оправы корригирующих очков», ГОСТ Р51193-98 «Очки корригирующие»). Хранение дополнительного оборудования, запчастей осуществляется в складских помещениях. К административным помещениям относятся кабинет заведующего и бухгалтерия. 2. Технология изготовления и контроля средств коррекции зрения 2.1.Операции технологического процесса изготовления очков. 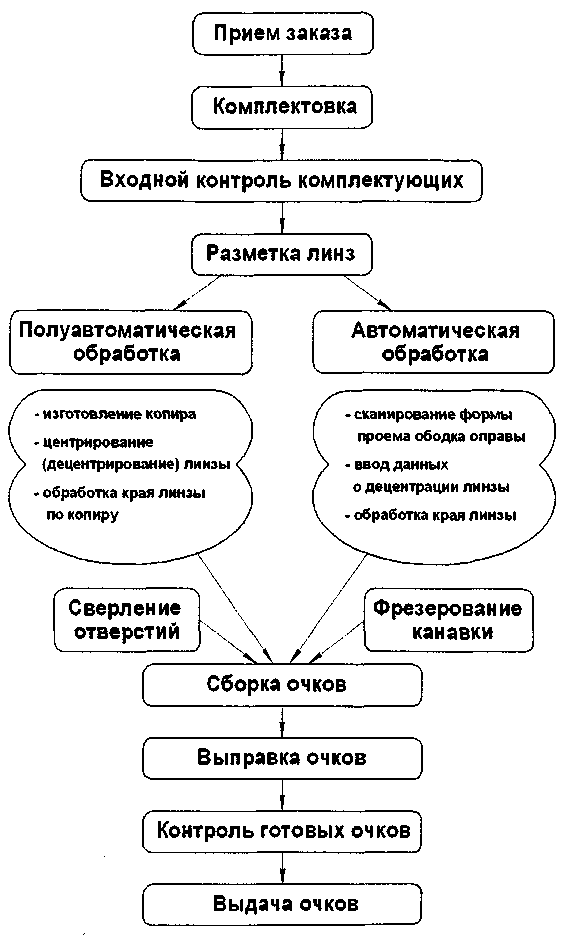 Прием заказа осуществляется оптиком-консультантом индивидуально, с учетом медицинских, эстетических и эксплуатационных требований. Приемщик производит подбор оправы, выполняет необходимые измерения и оформляет сопровождающую документацию. При комплектовке производится подбор линз в соответствии с данным рецептом и оправы, модель которой выбрал клиент. Комплектующие раскладываются по лоткам. При входном контроле очковых линз проверяются дефекты, которые могли появиться в процессе транспортировки (сколы, трещины, царапины). Так же проверяется рефракция, положение оптического центра и диаметр линзы. При входном контроле оправ проверяют основные параметры оправы, дефекты, качество фацетной канавки и работу шарнирных соединений. Контроль ведется на соответствие параметрам ГОСТ Р51044-97 «Линзы очковые», ГОСТ Р51932—2002 «Оправы корригирующих очков». При разметке линз на них маркируется оптический центр и наносится разметочная линия. При полуавтоматической обработке краев линз на специальных станках изготавливается жесткий копир, повторяющий форму и размеры проема ободка оправы. Копир может использоваться неоднократно, для данной модели оправ. Операция центрирования или децентрации линз, производится на центраторах различных типов и заключается в обеспечении соосности очковой линзы и фиксирующего блока. Линза с блоком и копир устанавливаются на полуавтомат, задается программа обработки и производится образование фацета. При автоматической обработке, производится считывание формы проема ободка оправы на сканирующем устройстве. Затем на центраторе обеспечивается соосность линзы с блоком для последующей обработки. На современных обрабатывающих (автоматических или полуавтоматических) станках по определенной программе производится обработка края линзы в различных режимах. По программе задается вид фацета, его месторасположение и кривизна. Выбирается обрабатывающий круг для минерального стекла, полимерных или поликарбонатных линз. Указывается тип линз (бифокальные, трифокальные, прогрессивные). После обработки края линз, производится сборка очков. Методика сборки зависит от материала рамки оправы и от конструкции. Для полуободковых и безободковых оправ выполняются дополнительные операции, сверление отверстий в линзах и фрезерование внутренней канавки. Готовые очки контролируются на соответствие рецепту и ГОСТ Р51193-98 «Очки корригирующие». При выдаче очков проверяется посадка очков на лице пациента, контролируется вертексное расстояние, пантоскопический наклон рамки, производится окончательная выправка очков. 3.Технологический процесс обработки краёв линз на автоматическом и полуавтоматическом оборудовании Для обработки краёв очковых линз и образования фацета применяют специальные полуавтоматические и автоматические станки. Все станки современных моделей имеют обрабатывающие круги для различных материалов линз (стекло, полимер, поликарбонат или трайвекс), позволяющие получить фацет любого вида. Во время работы в зону обработки подается вода для отвода тепла и отработанного материала. Подача воды на станок может осуществляться при помощи помпы-насоса или централизованно через водопроводную сеть. При использовании централизованной подачи воды необходимо предусмотреть отстойник для отстоя шлама материала линзы. Слив отработанной воды в водопроводную сеть без очистки не допускается. При подключении оборудования необходимо обеспечить удобный подход оператора к станку и возможность ремонтного обслуживания. Поверхность стола, на который устанавливается станок, должна быть водонепроницаемой и иметь дополнительные ребра жесткости. Полуавтоматические станки предназначены для обработки очковой линзы с использованием жесткого копира. Как правило, все полуавтоматические станки позволяют вести обработку в нескольких режимах: автоматическом, прерывания цикла, дополнительного шлифования, режиме управляемого фацета. В автоматическом режиме работы (полный цикл работы) производится полная обработка края очковой линзы и образование фацета. При работе линза и копир устанавливается на станок. Центрирующая втулка фиксирующего блока линзы и устройство для крепления копира находятся на одной оси. Это позволяет получить линзу по форме и размеру соответствующую копиру и сохранить координаты центрирования. В начале работы оператор должен выбрать режимы обработки. Выбираются усилие зажатия линзы и усилие давления линзы на круг (это очень важно для тонких высокоиндексных и асферических линз), обрабатывающий круг в зависимости от материала линзы, вид фацета в зависимости от типа оправы. В случае если оператор уверен, что копир правильно изготовлен, на устройстве установки формата линзы (механизме масштабирования) выставляют нулевой отсчёт. В случае если необходимо откорректировать размеры, производят уменьшение или увеличение масштаба. Затем линза опускается в зону обработки, производится обработка линзы на черновом и чистовом круге и образование фацета. Обработка производится при вращении кругов и линзы с подачей воды. Режим дополнительного шлифования применяют в случае, если линза получилась немного больше требуемого размера и сборка готовых очков затруднена. При помощи устройства установки формата производят уменьшение размера на требуемую величину и дотачивают линзу на чистовом круге. Цена деления механизмов масштабирования различных станков 0,1 мм — 0,05 мм. В режиме прерывания цикла (полуавтоматический режим работы) производится первоначальная обработка линзы на черновом круге. Затем обработка прекращается, и оператор может выполнить корректировку положения фасочного профиля чистового круга по отношению к линзе. После выполнения всех манипуляций производится чистовая обработка. Режим управляемого фацета позволяет получить фацет, смещенный относительно передней или задней поверхности линзы, а так же получить криволинейный фацет. В более ранних моделях обрабатывающих станков для осуществления этой функции применяется специальный стержень, ограничивающий смещение линзы по отношению к фасочному профилю круга. В новых моделях устройство управления фацетом электронное и ввод данных о положении линзы производится при помощи клавиатуры. Появляющееся многообразие форм и конструкций оправ ведет к усложнению процесса обработки края линзы на полуавтоматическом оборудовании. Применение автоматических станков значительно облегчает труд мастера и повышает качество обработки, при этом не требуется высокая квалификация даже при выполнении сложных заказов. Автоматическая система включает в себя обрабатывающий станок, сканирующее устройство (трайсер) и центратор. Обработка линзы производится по данным о параметрах проема ободка оправы. Сканирующее устройство должно запоминать форму по проему ободка, демо-линзе или копиру, это позволяет производить обработку линз для оправ любых типов. При сканировании щуп автоматически вводится на дно фацетной канавки и продвигается по контуру. Происходит считывание формы и размеров проема ободка. В дальнейшем полученные данные передаются на обрабатывающий станок. Многие автоматические станки и их сканирующие устройства имеют специальный экран, на котором высвечивается полученная форма виртуального копира. Для дальнейшей обработки линзу нужно отцентрировать. Центраторы в таких системах могут быть самостоятельным устройством или могут быть совмещены со сканером и обрабатывающим станком. Операция центрирования принципиально не отличается от центрирования при полуавтоматической обработке. На экране высвечивается проем ободка, оператор выбирает тип линзы, которую будет центрировать (однофокальная, бифокальная, прогрессивная и т.д.) и вводит данные о децентрации. Затем линза сдвигается в нужную сторону и соединяется с фиксирующим блоком. Зафиксированная линза устанавливается на станок, оператор выбирает режим работы и производится обработка края линзы. Последние модели обрабатывающих станков различных фирм изготовителей имеют круги для обработки линз из стекла, пластика, поликарбоната и трайвекса. Они позволяют выполнить фацет любого вида, полировку края обработанной линзы, снятие фасок по переднему и заднему краю линзы, что исключает операцию доводки линзы. Так же на таких станках производится фрезерование канавки под леску для полуободковых оправ и сверление отверстий для безободковых оправ. Автоматические станки имеют следующие функции: регулирование силы зажима линзы, давления на круги и скорости обработки в зависимости от толщины, материала линзы и формы оправы; автоматическое измерение параметров линзы по контуру перед началом обработки; предварительный просмотр расположения будущего фацета линзы, предшествующий началу режима обработки; возможность обработки линзы в режимах автоматического или управляемого фацета. Применение автоматических станков значительно повышает точность обработки и производительность. После перемещения стрелок линза устанавливается на разметочный столик и децентрируется на необходимую величину по горизонтали и вертикали. Фиксирующий блок устанавливается во втулку поворотного рычага таким образом, чтобы паз блока совпал с направляющей во втулке. 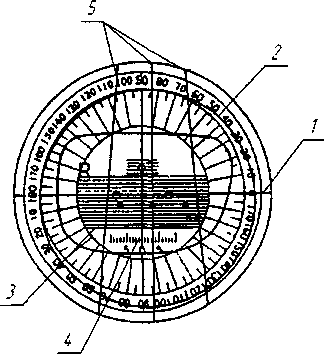 Рис 1.Видшкалыцентратора Положение линзы фиксируется подпружиненными держателями. Поворотом рычага необходимо добиться соосности втулки с центром перекрестия разметочного столика. Сверху на рычаг прикладывается небольшое усилие и линзу соединяется с фиксирующим блоком. Окулярные центраторы выпускают все фирмы производители технологического оборудования. Большинство оптиков предпочитают работать с такими центраторами, так как они более компактны и просты в работе. Любой центратор данного типа имеет окуляр, через который оператор наблюдает столик с центрирующей шкалой. Линза крепится держателями и на нее опускается приспособление для крепления фиксирующего блока. Различия заключаются лишь в форме столика и положении рычага с фиксирующим блоком. |