чпу. Отчет по производственной практике Вид практики производственная по профессии Оператор станков с чпу
 Скачать 1.28 Mb. Скачать 1.28 Mb.
|

Настройка станкаЭтот этап предусматривает несколько шагов: Предстартовый. Перед запуском станка убедитесь, что масло и охлаждающая жидкость заполнены по максимуму. Обратитесь к инструкции, если вы не знаете, как это сделать. Убедитесь, что в рабочей зоне нет посторонних предметов. Если станку требуется подача воздуха, убедитесь, что компрессор включен и давление соответствует требованиям, указанным в инструкции. Пуск / Домой. Подключите станок к питанию и запустите. Главный выключатель обычно расположен в задней части устройства, кнопка питания — в левом верхнем углу на панели управления. Загрузите все инструменты в карусель в том порядке, который указан в списке программы ЧПУ. Для станков с одним инструментом — установите в шпиндель фрезу. Установите деталь в тиски или закрепите на столе, зафиксируйте. Установите показатель коррекции на длину инструмента. Переместите инструменты к верхней части детали в порядке, указанном в программе ЧПУ, и затем установите показатели коррекции. Установите коррекцию осей X и Y. После того, как тиски или другие детали будут правильно установлены, настройте коррекцию на установку заготовки (нулевой позиции), чтобы найти начальную точку X и Y детали. Загрузите программу ЧПУ в систему управления станком с помощью USB-накопителя. Основные режимы работы Режим автоматического управления. Этот режим является основным для станка с ЧПУ. Именно в этом режиме производится обработка детали по программе. Для запуска УП на выполнение необходимо сначала выбрать активную программу и затем нажать кнопку Старт цикла. В режиме автоматического управления оператор может влиять на запрограммированную скорость подачи и частоту вращения шпинделя. Рукоятка коррекции ускоренного хода позволяет изменять скорость холостых перемещений исполнительных органов станка обычно в диапазоне от 0 до 150%. Режим редактирования. В этом режиме оператор станка может вводить новую или редактировать существующую программу обработки вручную, используя клавиатуру УЧПУ. Возможности по редактированию УП у разных стоек ЧПУ могут значительно отличаться. Простейшие системы позволяют вставлять, удалять и копировать слова данных. Самые современные СЧПУ имеют функции поиска и замены данных (аналогично текстовым редакторам на ПК), копирования, удаления и переноса определенного программного диапазона, способны редактировать УП в фоновом режиме. Функция фонового редактирования данных позволяет оператору станка создавать или редактировать одну программу при одновременном выполнении другой программы. Для фонового редактирования систему управления необходимо переключить в автоматический режим. Обычно в режиме редактирования осуществляется ввод/вывод УП с персонального компьютера или другого внешнего устройства. Здесь же можно проверить размер свободной памяти СЧПУ и количество зарегистрированных программ. Режим ручного ввода данных MDI. Режим ручного ввода данных MDI позволяет оператору ввести и выполнить один или несколько кадров, не записанных в памяти СЧПУ. Обычно этот режим используется для ввода отдельных G- и М-кодов, например для смены инструмента или включения оборотов шпинделя. Введенные команды и слова данных после выполнения или сброса удаляются. Толчковый режим. Толчковый (старт-стопный) режим обеспечивает ручное перемещение исполнительных органов станка при нажатии на соответствующие клавиши на панели УЧПУ. Режим управления ручным генератором импульсов или маховиками. В этом режиме осуществляется перемещение исполнительных органов станка при помощи ручного генератора импульсов, который похож на пульт дистанционного управления или при помощи специальных маховиков на панели УЧПУ. Оператор станка может задавать шаг и направление перемещения при помощи специальных переключателей. Режим возврата в нулевую точку. Возврат исполнительных органов в нулевую точку является стандартной процедурой при включении станка. В этом случае происходит синхронизация станка и системы управления. Режим прямого числового управления DNC. Режим DNC позволяет выполнять программу обработки прямо из компьютера или другого внешнего устройства, не записывая ее в память системы. Обычно в этом режиме выполняются УП большого размера, которые не могут поместиться в памяти СЧПУ. Режим редактирования параметров. В этом режиме производят редактирование параметров системы ЧПУ. Пользовательские параметры отвечают за настройку текущей даты и времени, работу в различных режимах и т. д. Системные параметры влияют на функционирование станка в целом. Не рекомендуется самостоятельно изменять значения системных параметров. Иногда вход в область параметров заблокирован и для редактирования требуется ввести специальный код, установленный производителем станка. Тестовые режимы. У любого станка с ЧПУ есть определенное количество тестовых функций. К ним, например, относятся пробный прогон и покадровая отработка УП. Некоторые системы ЧПУ позволяют осуществлять графическую проверку траектории. Панель управления FANUC.     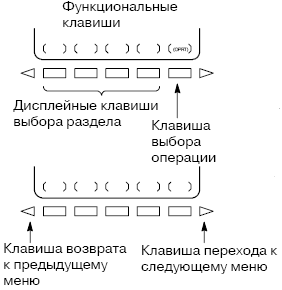 данные клавиши имеют различные функциональные значения в зависимости от отображения дисплея. Их активные значения отображаются внизу экрана к лавиши используются для ввода буквенных, цифровых и других символов. клавиши управления курсором. Клавиши курсора могут быть использованы для поиска программы или для поиска определенного текста в программе.  клавиши перелистывания страниц. При нажатии на клавишу перелистывания страниц можно постранично просмотреть программу, пролистать общий список программ или таблицу корректоров. Э  та клавиша используется для сброса команд или действий та клавиша используется для сброса команд или действий выполняемых станком, отмены сигнала тревоги или аварийного сообщения, остановки выполнения программ и т.п.  Нажмите эту клавишу для того, чтобы воспользоваться функцией справки, когда вы желаете получить информацию о некоторых действиях выполняемых на станке.  На большинстве клавиш изображено два символа. Клавиша используется для их выбора. Когда можно ввести символ, изображенный в нижнем правом углу клавиши, на экране отображается специальный символ ^ .  При нажатии символьной или цифровой клавиши происходит написание данных в строке набора и их отображение внизу экрана. Чтобы занести записанные данные в регистр коррекции и т.д., необходимо нажать эту клавишу. Данная клавиша эквивалента дисплейной клавише [INPUT], и при ее нажатии можно получить тот же результат.   клавиша используется для ввода текста программы клавиша используется для стирания последнего символа, записываемого в строке набора. Когда с клавиатуры выводится >N001X100Z_, то при нажатии клавиши отмены, символ Z удаляется и на экране остается >N001X100_.  клавиша для замены введенных символов.Для изменения текста в программе нужно подвести курсор на элемент строки требующий замены. Набрать измененное значение и нажать клавишу, значение изменится. к  лавиша удаления. При нажатии этой клавиши удаляется лавиша удаления. При нажатии этой клавиши удаляется символ, на котором находится курсор. к  лавиша отображает экран текущего положения инструмента. лавиша отображает экран текущего положения инструмента. На экране отображаются машинные, абсолютные и относительные координаты. Также выводится индикация требуемого и оставшегося перемещения инструмента. 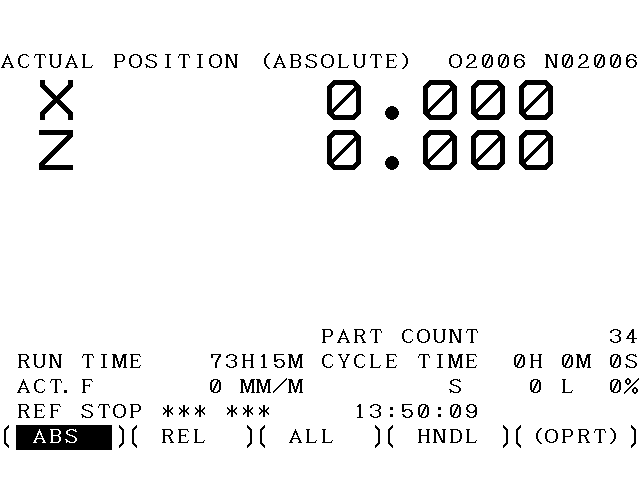 Машинные координаты это координаты, которые характеризуют фактическое расположение станка относительно исходной точки. ABS – абсолютные координаты, лежащие в основе программы. Рабочая точка обычно расположена в месте пересечения центра заготовки и плоскостей X и Z. Эти координаты характеризуют расположение режущей кромки инструмента в программе. REL - относительные координаты или дискретные координаты. Они отображают разницу между любыми двумя произвольными точками (U определяет ось X, W определяет ось Z).  отображается функциональный экран для работы с таблицами корректоров. Именно здесь производится измерение инструмента, корректировка инструмента на износ и по геометрии, привязка заготовки в рабочей точке. п  ри нажатии отображается функциональный экран работы с программами. ри нажатии отображается функциональный экран работы с программами. Данный режим позволяет изменять, создавать или удалять программы. В данном режиме отображается директория программы. Директория содержит номер программы, их количество и память, которая уже используется.  клавиша используется для вывода окна сообщений и сигналов тревоги. Используется для быстрого просмотра ошибки, чтобы скоординировать дальнейшие действия.  клавиша используется для перехода станка в режим диалогового программирования, если данная опция активна на данном оборудовании. к  лавиша отображает функциональный экран для работы с системой лавиша отображает функциональный экран для работы с системой станка, в котором квалифицированный специалист проводит диагностику оборудования, настраивает систему или устраняет неполадки. Кнопка аварийной остановки Большая красная кнопка на панели управления - это кнопка аварийной остановки. При возникновении аварийной ситуации, например пожара, аварии в электросети, землетрясения или грозы, или же при необходимости экстренной эвакуации нажмите на эту кнопку, чтобы немедленно прервать работу до оставления рабочего места. Однако помните, что нажатие на кнопку аварийной остановки во время работы может вести к повреждению инструмента, а также обрабатываемой детали. Для квитирования состояния аварийной остановки поверните нажатую кнопку по часовой стрелке после устранения внешних факторов опасности.  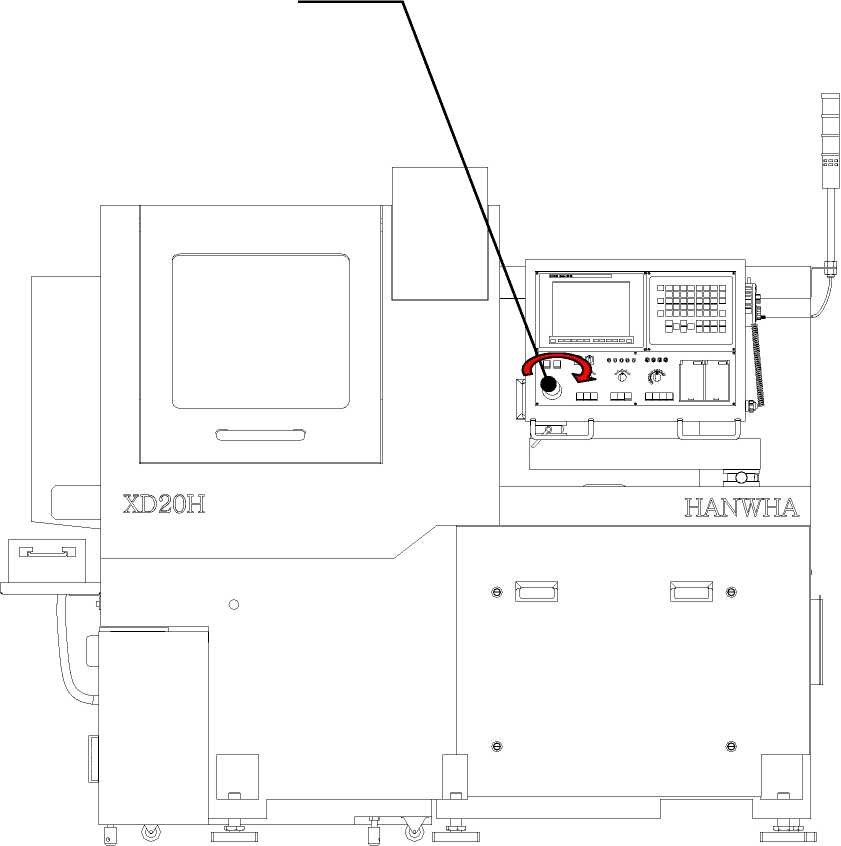 Ознакомление с обработкой деталей на станке с ПУ Порядок наладки фрезерного станка с ЧПУ: В технологической наладке станка с ЧПУ можно выделить следующие основные этапы: 4 - выход в фиксированное положение; - установка приспособления и инструментов; - размерная настройка; - ввод управляющей программы; - пробная обработка; - оценка программы и ее корректировка (для новой УП). Наиболее ответственным этапом является размерная настройка, которая заключается в согласовании систем координат станка, программы и инструмента 5. Ознакомление с подналадкой отдельных узлов и механизмов в процессе работы. Подналадка станка с ЧПУ – осуществляется в процессе эксплуатации станка, когда происходит переход на обработку другой такой же заготовки или изменение наладочного размера во время обработки. При подналадке производится дополнительная регулировка оборудования или оснастки в процессе работы для восстановления технических параметров, достигнутых при первичной наладке. Необходимостью подналадки является износ режущего инструмента, упругие и тепловые деформации механизмов станка. При переходе на обработку другой заготовки необходимо изменить режимы резания, сменить или отрегулировать приспособления, заменить или наладить режущий инструмент. По завершению подналадки станок должен обеспечить заданные функции с требуемым качеством изделия, а так же высокой производительностью изготовления заданного изделия. Проверка управляющей программы на станке После того как вы написали УП, проверили ее на компьютере и передали в память СЧПУ, необходимо провести тест программы обработки прямо на станке. Дело в том, что не все ошибки, содержащиеся в программе, могут быть распознаны инструментами верификации на компьютере. Вы можете легко увидеть, что фреза идет не в ту координату, но можете не заметить, что нет команды на включение вращения шпинделя или на подачу смазывающе-охлаждающей жидкости (СОЖ). Но даже если в коде УП нет ни одной ошибки, оператор станка может случайно внести в корректора СЧПУ неверные значения длины и радиуса инструментов или ошибиться в «привязке» к детали, что неизбежно приведет к браку. Для того чтобы исключить любую ошибку, перед изготовлением реальной детали прямо на станке производят пробный прогон или тестовую обработку. 6. Ознакомление с осуществлением технологического обслуживания станка с ПУ. Сохранение показателей технического уровня станков, гарантируемых заводами-изготовителями, невозможно без четкого соблюдения заводами-потребителями комплекса требований к эксплуатации оборудования и осуществления рациональной системы технического обслуживания и ремонта. Осуществление таких требований позволяет свести к минимуму как сумму затрат на ремонт и техническое обслуживание, так и потери производства, связанные с простоями оборудования из-за его неисправности. Техническое обслуживание К техническому обслуживанию относятся работы по поддержанию работоспособности станков и машин при хранении, транспортировании, подготовке к использованию и эксплуатации. Техническое обслуживание включает в себя также надзор за правильным оборудованием помещения, в котором станок будут эксплуатировать. Наряду с плановыми обязательными работами в техническое обслуживание входят также работы, выполняемые при возникновении случайных отказов. Работы по восстановлению исправности оборудования называют ремонтом. Различные виды работ по техническому обслуживанию механической, электрической и электронной частей станка выполняют слесари-ремонтники, электрики, электронщики, операторы, смазчики. Наладчик должен уметь выполнять все виды работ по плановому и неплановому техническому обслуживанию, которые возложены на перечисленный персонал. |