чпу. Отчет по производственной практике Вид практики производственная по профессии Оператор станков с чпу
 Скачать 1.28 Mb. Скачать 1.28 Mb.
|

|
Плановый осмотр Плановый осмотр выполняют для проверки состояния узлов и устройств станка, получения и накопления информации об износе деталей и изменения характера их сопряжений, необходимой для подготовки предстоящих ремонтов. Плановый осмотр осуществляется через определенное число часов работы станка, как правило, визуально без разборки узлов. При осмотре устраняют мелкие неисправности. Ежедневный и ежемесячный осмотр При ежесменном осмотре выявляют изменения в наиболее ненадежных деталях и сопряжениях деталей и предотвращают отказы их в работе. Этот вид обслуживания выполняют без остановки оборудования. Периодический частичный осмотр осуществляют с той же целью, что и ежемесячный осмотр, но осматривают более широкий круг деталей и сопряжений. Чрезвычайно важна для станков с ЧПУ периодическая очистка от пыли электрической и электронной частей оборудования, предотвращающая замыкания и утечки тока через пылевые перемычки и возможность несчастных случаев в связи с механическим повреждением проводов и цепей заземления, покрытых слоем пыли. По окончании смены станок и устройство ЧПУ должны быть тщательно очищены и обтерты, а наружные поверхности трения смазаны маслом. Регулировка Регулировку механизмов, замену быстроизнашивающихся деталей и подтяжку крепежа выполняют для поддержания первоначальной производительности, точности и безопасности условий работы на станке, ухудшающихся по мере износа и деформации отдельных деталей и элементов, а также для предупреждения прогрессирующего износа, предотвращения поломок деталей и повреждения с ними сопряженных. Проверка точности При проверке геометрической и технологической точности контролируют нормы точности станка, а также детали, обработанные на станке. Рациональное техническое обслуживание замедляет процесс приближения предельного состояния, при котором продолжение эксплуатации становится невозможным, неэффективным или опасным для окружающих, т. е. момента, когда наступает необходимость в ремонте станка для восстановления его исправности и работоспособности. О приближении предельного состояния деталей механической части станка можно судить по признакам, обнаруживаемым визуально или с помощью контрольно-измерительной аппаратуры. При обнаружении состояния деталей, близкого к предельному, детали следует заменять, не ожидая выхода их из строя. Так же нужно поступать с подвижными деталями электроаппаратов. Однако некоторые электронные устройства не проявляют видимых признаков приближения предельного состояния, в связи с чем их чаще всего меняют после выхода из строя. Ремонт станка Принятая в настоящее время система технического обслуживания и ремонта предусматривает в связи с повышением долговечности станков переход при планировании ремонтов от применяемой ранее трехвидовой структуры ремонтного цикла, включавшей капитальный, средний и малый ремонты, к двухвидовой структуре, включающей только капитальный и текущий ремонты. Текущий ремонт Текущий ремонт - это плановый ремонт, выполняемый с целью гарантированного обеспечения работоспособности оборудования до следующего ремонта и состоящий из замены или восстановления деталей с необходимым для этого объемом разборочных, сборочных и регулировочных работ. Капитальный ремонт Капитальный ремонт - это плановый ремонт, выполняемый с целью восстановления исправности и гарантированного обеспечения работоспособности до следующего капитального ремонта, заключающийся в восстановлении полностью израсходованного ресурса оборудования. Аварийный ремонт К комплексу работ по восстановлению работоспособности оборудования относится также аварийный ремонт, вызванный дефектами конструкции и изготовления станков или нарушением правил их технической эксплуатации. Все работы по плановому техническому обслуживанию и ремонту нужно выполнять в определенной последовательности, образуя повторяющиеся ремонтные циклы. Ремонтный цикл завершается капитальным ремонтом и характеризуется структурой и продолжительностью. 7. Режущий и измерительный инструмент для токарной обработки Режущие инструменты для станка ЧПУ  Проходные. Применяются для обработки внешних цилиндрических поверхностей. Выполняются для рабочего прохода в обоих направлениях. Проходной отогнутый резец может обрабатывать торцы при поперечной подаче. Проходные упорные. С их помощью обрабатывают ступенчатые детали, выполняют подрезку торцов. Такие резцы обеспечивают перпендикулярность смежных плоскостей ступенек. Могут быть как правыми, так и левыми. Подрезные. Протачивают ступенчатый профиль детали, подрезают торцы, буртики, способны обрабатывать внешние цилиндрические поверхности. Расточные. Увеличивают (растачивают) диаметр отверстий, подготовленных сверлением. Расточка осуществляется в несколько приемов с образованием на торце ступенчатой поверхности. Затем, используя поперечную подачу, срезают ступеньки до образования перпендикулярных поверхностей. Отрезные. Отделяют готовую деталь от заготовки, протачивают канавки, пазы. Обработка ведется под прямым углом к детали рабочей частью, выполненной из быстрорежущих и твердых сплавов. Канавочный резец является многофункциональным инструментом, который служит для создания канавок на внутренних и наружных цилиндрических поверхностях. Резьбовые резцы с ромбическими пластинами и креплением прихватом для нарезания наружных резьб с шагом 2...6 мм. Резцы для нарезания внутренних резьб с шагом до 2 мм и минимальным диаметром обработки 35 мм. Резец для обработки наружного диаметра  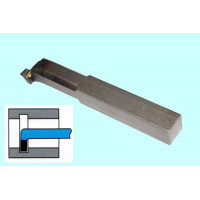 Резец для обработки внутреннего диаметра Резец для обработки внутреннего диаметраИзмерительные инструменты для контроля изделий Ш  тангенциркуль - универсальный инструмент, с помощью которого определяются наружные и внутренние размеры детали, а также глубина отверстий. тангенциркуль - универсальный инструмент, с помощью которого определяются наружные и внутренние размеры детали, а также глубина отверстий. Микрометр - универсальный инструмент (прибор), предназначенный для измерений линейных размеров абсолютным или относительным контактным методом в области малых размеров с низкой погрешностью. 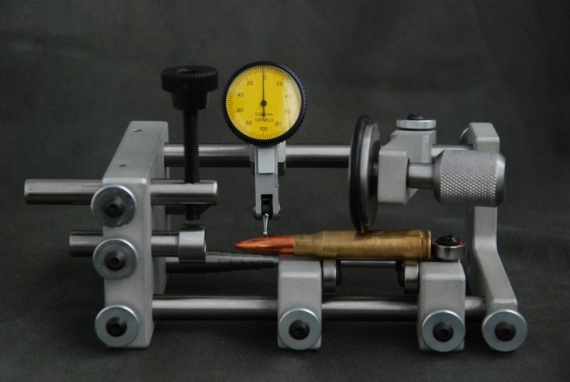 Прибор для контроля биения - Приборы предназначены для проверки биения цилиндрических деталей (валов, шкивов, шестерен), установленных в центрах. Контроль может производиться как по цилиндрическим, так и по торцовым поверхностям. 8.Заключение отчёта о прохождении производственной практики на предприятии В процессе прохождения практики в ОАО «Манотомь» я закрепила знания, которые получила на учебной практике. В первый день практики был изучен инструктаж безопасности и рабочее место,далее уже на протяжении всей практики мы повторяли и изучали токарный станок с чпу,измерительные и режущие инструменты. В первый день практики был изучен инструктаж безопасности и рабочее место,далее уже на протяжении всей практики мы повторяли и изучали токарный станок с чпу,измерительные и режущие инструменты. |