Эикт. Ақжол Ғылымбек ЭиКТ. Полимерные изоляторы технология производства полимерных изоляторов шашлычным методом, фирмы, выпускающие полимерные изоляторы этим методом, в ближнем и дальнем зарубежье
 Скачать 343.23 Kb. Скачать 343.23 Kb.
|

|
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РЕСПУБЛИКИ КАЗАХСТАН УНИВЕРСИТЕТ САТПАЕВ Институт энергетики и машиностроения Кафедра энергетика  СРС №1 Тема: Полимерные изоляторы: технология производства полимерных изоляторов шашлычным методом, фирмы, выпускающие полимерные изоляторы этим методом, в ближнем и дальнем зарубежье
Преподаватель: Жуматова А.А. Студент: Ғылымбек Ақжол, Әбен Ансат Специальность: Энергетика Алматы 2022 г Ф КазНИТУ 706-05 СРС СОДЕРЖАНИЕ 1. Эволюция полимерных изоляторов 2. Отличительные особенности полимерных изоляторов III поколения 3. Технология изготовления изоляторов 4. Полимерные изоляторы, достоинства, конструкция, производство, применение 5. Технологии изготовления Эволюция полимерных изоляторов История применения подвесных изоляторов на высоковольтных линиях электропередачи имеет опыт трех поколений линейных изоляторов: фарфоровых, стеклянных и полимерных. Каждое поколение подвесных изоляторов становилось результатом длительных поисков новых решений в области изоляционных материалов, конструкций и технологий изготовления. Сегодня очевидно, что полимерные подвесные изоляторы имеют ряд важных преимуществ по сравнению с фарфоровыми и стеклянными: Разрядное напряжение грозового импульса на 15% выше; При растяжении выдерживают большую на 30% разрушающую нагрузку; Масса в 10 раз, а трудоемкость монтажа на линиях электропередачи в 3 раза меньше; Живучесть при механических (вандальных) воздействиях на много порядков выше, отсутствует бой при транспортировке; При доставке на любые расстояния транспортные расходы уменьшаются в 7 раз; Низкий уровень радиопомех; Высокие влагоразрядные характеристики в условиях загрязнения. Совершенство полимерных изоляторов также было отмечено тремя поколениями: Изоляторы с клееной («шашлычной») кремнийорганической оболочкой; Изоляторы с цельнолитой кремнийорганической оболочкой; Изоляторы с цельнолитой кремнийорганической оболочкой и защитой от проникновения влаги самого слабого узла – входа стержня в оконцеватель. Отличительные особенности полимерных изоляторов III поколения Надежность: Повышение надежности полимерных изоляторов III поколения обеспечивается защитой от проникновения влаги самого слабого узла — входа стержня в оконцеватель. Вход перекрывается защитной оболочкой, обладающей высокой адгезией к оконцевателю и стержню. Кремнийорганическая смесь вулканизируется при высоких температуре и давлении на предварительно обработанных праймером поверхностях стержня и опрессованных на нем оконцевателей непосредственно в прессформе. Температура, давление, подбор праймера гарантируют высокую адгезию оболочки к металлу и стержню. Стабильность процесса обеспечивается автоматикой. На изоляторах предыдущих поколений герметизация узла, т.е. входа стержня в оконцеватель, осуществлялась проклеиванием вручную компаундом холодного отвердения, то есть так же, как это делалось ранее на изоляторах, изготовленных по «шашлычной» технологии. Отмечаются случаи разгерметизации стыка оконцевателя и защитной оболочки, что приводит к внутреннему увлажнению стержня. Это становится причиной медленной, но неизбежной потери изолятором его механической и электрической прочности. Важной особенностью в технологии изготовления изоляторов III поколения является исключение возможности неконтролируемого повреждения стеклопластикового стержня при опрессованииоконцевателей в процессе сборки изолятора Таким образом, подводя итог конструктивным отличиям полимерных изоляторов III поколения, необходимо отметить: •надежную герметизацию узла сопряжения: «оболочка–стержень–оконцеватель», благодаря заходу защитной оболочки на оконцеватели и полного исключения клеевых швов из конструкции изоляторов; •исключение возможности неконтролируемого повреждения стеклопластиковых стержней при опрессованииоконцевателей в процессе сборки изоляторов • наилучшую антикоррозионную защиту оконцевателей с использованием термодиффузионного оцинкования. Кроме того, изоляторы III поколения имеют и самые высокие разрядные характеристики относительно других полимерных изоляторов.. Пути развития полимерных изоляторов в разных странах были различными. В США крупнейшим электротехническим объединением фирмой General Electric в 1959 г. был разработан стержневой полимерный изолятор типа Gepol на рабочее напряжение 15,69 и 115 кВ. В результате выполнения этой программы в 1967 г. была запатентована конструкция стержневого полимерного изолятора типа Gepol на рабочее напряжение 15 кВ, и фирма приступила к его промышленному выпуску. В Великобритании в это период основные усилия были направлены на создание изоляционных траверс из циклоалифатических эпоксидных смол. В результате были отработаны составы на основе циклоалифатических эпоксидных смол для изготовления наружных оболочек траверс. Было показано, что разрушение зависит не только от химической природы смолы, но и от механической прочности отвержденной системы. Так, при малой энергии когезии возникают поверхностные трещины, которые приводят к накоплению грязи и, в конечном счете, к пробою изолятора. Авторами было показано значительное влияние водопоглощения эпоксидными компаундами на срок службы полимерных конструкций, и с целью увеличения срока службы предложено создавать толщину защитной оболочки 10-20 мм. В результате были разработаны высокопрочные натяжные изоляторы на напряжение 132 кВ, вес которых - 60 кг, а нагрузка – 10 т. Эта конструкция использовалась и в качестве изолирующих элементов траверс на ЛЭП напряжением 132 кВ в Cannoh’s Quay. В период с 1965 по 1975 гг. в Великобритании был накоплен более чем 6-летний положительный опыт эксплуатации эпоксидных траверс при напряжении 132 кВ на линии Cannoh’s Quay, однако широкого промышленного внедрения эти траверсы не получили. Причина этого крылась в недостаточной трещиностойкости и атмосферостойкости циклоалифатических эпоксидных компаундов. В дальнейшем в Великобритании разрабатывались подвесные и натяжные изоляторы для систем напряжением до 1500 кВ. В ходе этих работ были установлены уязвимость поверхностей раздела, особенно параллельных оси изолятора, а также значительное ухудшение свойств поверхности некоторых полимеров в результате атмосферных воздействий и поверхностных разрядов. В Италии при разработке полимерных изоляторов и траверс в качестве материала для изготовления наружной защитной оболочки использовали политетрафторэтилен. Объясняется это, прежде всего, очень высокими и стабильными электрическими свойствами этого материала. Он не абсорбирует влагу, не образует трека и является довольно эластичным материалом. Существенным недостатком фторопласта-4 является сложная технология его переработки, выделения фтора под воздействием электрических разрядов и плохая адгезия к стеклопластику. Изоляторы такого типа получили название Isoflon. Технология изготовления этих изоляторов заключается в следующем: - методом непрерывного выдавливания фторопласта-4 изготавливается трубка с внутренним диаметром большим, чем диаметр стеклопластикового стержня; - изготавливается единичный элемент ребра опрессовкой при высокой температуре; - ребра монтируются на трубке с подмоткой пленки и заключаются в металлическую форму с электрическим подогревом до температуры 3300С. При высокой температуре и давлении происходит сварка ребра с фторопластовой трубкой; - перед установкой трубки на стеклопластик ее внутренняя поверхность обрабатывается специальным составом для того, чтобы обеспечить его адгезию с эпоксидной смолой; - промежуток между стеклопластиковым несущим стержнем и фторопластовой защитной оболочкой заполняется эпоксидной смолой. Первые работы по созданию полимерных изоляторов в бывшем СССР появились в начале 60-х годов. В 1963 г. Соколовым Г.С. (СибНИИЭ), г. Новосибирск, была опубликована статья «Новый принцип конструирования высоковольтных изоляторов», в которой был описан новый тип изоляторов плоской формы. Новый принцип конструирования высоковольтных изоляторов предусматривал создание изоляторов плоской формы в виде полуколец, плоских опорных изоляторов, у которых в качестве изоляции используются ажурные с малой поверхностью конструкции из твердого из твердого диэлектрика (стеклопластика, смол). В 1962-1963 гг. исследовались другие конструкции изоляторов, изготовленные из эпоксидного компаунда горячего отверждения. Эти изоляторы продолжительное время находились на наружном высоковольтном стенде. За ними вели систематическое наблюдение и измеряли их электрические характеристики, в частности, разрядное напряжение. Было установлено, что влагоразрядный градиент ажурного эпоксидного изолятора и изолятора в виде кольца за счет лучших аэродинамических характеристик, обеспечивающих меньшую загрязняемость, выше, чем у фарфоровых стержневых изоляторов. Эти исследования позволили сделать весьма важные выводы о конфигурации изоляторов наружной установки: а) форма изолятора должна быть хорошо продуваема и обтекаема, чем обеспечивается ее слабое загрязнение и уменьшение поверхностной проводимости; б) форма изолятора должна обеспечивать равномерное увлажнение и высыхание поверхности, что способствует выравниванию напряжения на поверхности изолятора; в) изолятор должен иметь минимальную поверхность, что приводит к уменьшению критического тока через канал первичной дужки и повышению разрядного градиента. В качестве изоляционных материалов в данных разработках применяли стеклопластик наэпокси-фенольном и эпоксидно-полиэфирном связующем, литьевые эпоксидные смолы (диановые, циклоалифатические), премиксы, препреги, трубки из фторопласта-4, порошковые и лаковые покрытия. Анализ опыта эксплуатации показал, что несмотря на достаточно широкий и разнообразный круг исполнителей, полученные до 1979 г. результаты оказались хуже достигнутых за рубежом и в большинстве случаев не удовлетворяли требованиям эксплуатации. Одной из причин явилось то, что создание линейной изоляции началось сразу с разработки конструкций и использования для этого имеющихся в наличии полимерных материалов. Так, применялись стеклопластиковые стержни из материала, предназначенного для изготовления лыжных палок, вместо циклоалифатических использовались диановые эпоксидные смолы, в качестве трекинго-и атмосферостойкой защиты стержня опробовались трубки из фторопласта, выпускаемые для других целей. К 1979 г. стала очевидной необходимость разработки специализированных полимеров с нужными свойствами и проведение цикла исследований. Значительные успехи в решении проблемы создания надежных полимерных изоляторов были связаны с разработками в 1980-85 гг. линий электропередачи ультравысокого напряжения (УВН) на класс 1150 кВ. В этих линиях масса гирлянд стеклянных изоляторов (2,6-3,6 т) из-за значительных длин (более 8 м) и веса создавала большой вклад в механические нагрузки, действующие на промежуточные и анкерно-угловые опоры. Кроме этого в гирляндах из-за большой массы происходило саморазрушение стеклодеталей и смятие замков в шарнирных соединениях изоляторов. В результате было разработано первое поколение полимерных изоляторов поэлементной «шашлычной» сборки на класс напряжений от 35 кВ до 1150 кВ. Одновременно был разработан государственный стандарт на полимерные изоляторы – ГОСТ 28856-90, Программа и методика приемочных испытаний ПМ 1 и Руководство по применению ГКД 34.51.502-97. 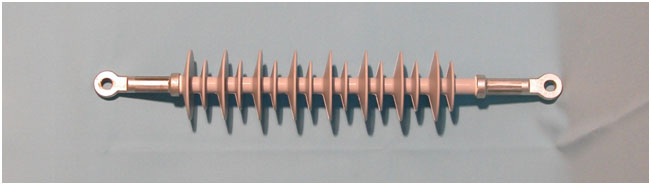 Полимерные изоляторы, достоинства, конструкция, производство, применение Полимерные изоляторы используются для крепления и изоляции проводов подстанций, распределительных устройств и воздушных линий электропередач, в том числе других токоведущих элементов электрооборудовании. Современные полимерные изоляторы изготавливаются на основе композитных материалов, при этом различают несколько видов таких изделий — Изолирующие траверсы для воздушных линий напряжением от 10 до 220 кВ; — Межфазные изолирующие распорки; — Железнодорожные изоляторы на основе полимеров, например, НСК, ПСК, КСК, ФСК; — Полимерные изоляторы опорные подстанционные, например, ОСК — Опорные линейные стержневые изоляторы на основе полимеров, например, СК, ИОСК; — Полимерные изоляторы подвесные линейные цельнолитые, например, ЛКЦ. Рассматриваемый тип изоляторов обладает своими достоинствами и недостатками. Основные преимущества: — Низкий вес (до 10 раз меньше чем у стеклянных и фарфоровых изоляторов); — Простота монтажа и транспортировки; — Меньший чем у фарфоровых и стеклянных изоляторов уровень радиопомех; — Стойкость против вандализма; — Отсутствует нужда в трудоёмкой сборке гирлянд; — Относительная дешевизна; — Превосходная электрическая прочность благодаря высокой степени гидрофобности оболочки. Технологии изготовления Полимерные изоляторы постепенно развивались и по сравнению с первыми образцами такой продукции сегодня достигли гораздо большей надёжности. Так, в полимерных изоляторах первого поколения использовалась своеобразная «шашлычная» технология нанесения оболочки на стеклопластиковый стержень посредством ручной порёберной склейки. При разгерметизации хотя бы одного клеевого шва происходило внутренне увлажнение, что впоследствии приводило к выходу полимерного изолятора из строя из-за механического разрушения стеклопластикового стержня или сквозного пробоя. В полимерных изоляторах 2 поколения началось применение цельнолитой кремнийорганической силиконовой защитной оболочки, которая устойчива к ультрафиолетовым солнечным лучам и неблагоприятным погодным условиям. При этом проклейка по-прежнему использовалась для герметизации узла входа стержня в оконцеватель. По этой причине на полимерных изоляторах 2 поколения также были зафиксированы случаи разгерметизации стыка защитной оболочки и стыка оконцевателя, вследствие чего происходило увлажнение стержня. В 3 поколении полимерных изоляторов вышеуказанный недостаток был устранён посредством применения защитной оболочки, которая имеет характеризуется высокой степень адгезии как к стержню изолятора, так и оконцевателю. Данная технология не применяется в Европе, поскольку имеется риск того, что резина постепенно может утратить контакт с металлическими элементами изолятора. 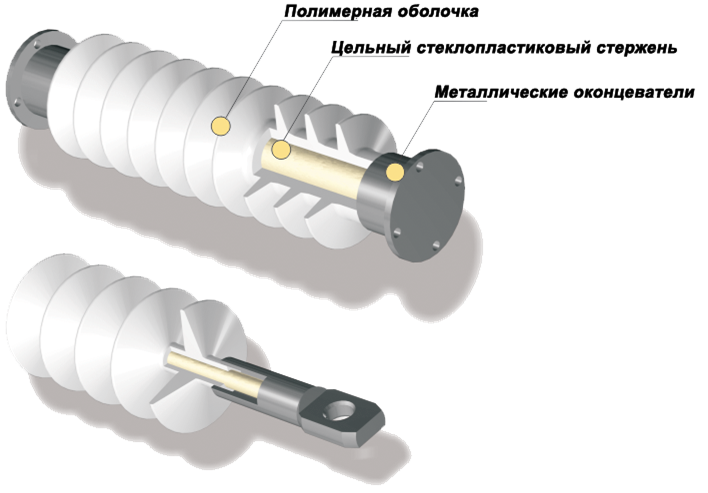 |