Таблица П.7.3
Токарно-винторезный станок
16Б16Т1
Нормальный
ряд
|
Расчетная частота вращения шпинделя, об/мин
|
Мощность на шпинделе по слабому звену, кВт
|
Крутящий момент на шпинделе по слабому звену, кВт
|
nдв=1500 об/мин
|
nдв=750 об/мин
|
nдв=1500 об/мин
|
nдв=750 об/мин
|
nдв=1500 об/мин
|
nдв=7500 об/мин
|
без пер.
|
с пер.
|
без пер.
|
с пер.
|
без пер.
|
с пер.
|
без пер.
|
с пер.
|
без пер.
|
с пер.
|
без пер.
|
с пер.
|
|
|
|
|
|
|
|
|
|
2,55
|
|
|
|
2000
|
2063
|
|
|
|
|
|
|
|
3,19
|
|
|
|
1600
|
1650
|
|
|
|
|
|
|
|
4,01
|
|
|
|
1250
|
1313
|
|
|
|
|
|
|
|
5,02
|
|
|
|
1000
|
1050
|
|
1031
|
|
5,01
|
|
|
|
6,27
|
|
3,08
|
|
800
|
840
|
|
825
|
|
|
|
|
|
7,89
|
|
3,85
|
|
630
|
668
|
|
656
|
|
|
|
|
|
10,23
|
9,66
|
4,84
|
|
500
|
515
|
516
|
525
|
|
|
|
3,02
|
|
12,79
|
12,07
|
6,05
|
|
400
|
412
|
413
|
420
|
|
|
|
|
|
14,62
|
15,2
|
7,56
|
|
315
|
328
|
328
|
334
|
|
4,56
|
|
|
|
|
18,96
|
9,51
|
|
250
|
|
263
|
257
|
258
|
|
|
|
|
|
23,74
|
12,36
|
11,66
|
200
|
|
210
|
206
|
206
|
|
4,74
|
2,79
|
|
|
29,85
|
14,24
|
14,6
|
160
|
|
167
|
164
|
164
|
|
|
2,16
|
|
|
38,65
|
13,85
|
18,34
|
125
|
|
129
|
|
131
|
|
|
|
2,8
|
|
48,4
|
|
22,96
|
100
|
|
103
|
|
105
|
|
|
|
|
|
55,41
|
|
28,65
|
80
|
|
82
|
|
84
|
|
4,32
|
|
|
|
|
|
35,81
|
63
|
|
|
|
64
|
|
|
|
|
|
|
|
47,0
|
50
|
|
|
|
51
|
|
|
|
2,64
|
|
|
|
54,45
|
40
|
|
|
|
41
|
|
|
|
2,05
|
|
|
|
52,59
|
Таблица П.7.4
Токарно-винторезный станок 16К20Т1
III диапазон
|
II диапазон
|
I диапазон
|
n, об/мин
|
N,
кВт
|
М,
кг·м
|
n, об/мин
|
N,
кВт
|
М,
кг·м
|
n, об/мин
|
N,
кВт
|
М,
кг·м
|
2240
|
|
5,6
|
|
|
|
|
|
|
1800
|
|
6,9
|
|
|
|
|
|
|
1400
|
11
|
801
|
|
|
|
|
|
|
1120
|
|
9,6
|
|
|
|
|
|
|
900
|
|
11,9
|
900
|
|
13,8
|
|
|
|
710
|
9,5
|
|
710
|
|
17,5
|
|
|
|
560
|
7,4
|
|
560
|
11
|
22,2
|
|
|
|
450
|
6,0
|
|
450
|
|
28,2
|
|
|
|
315
|
4,2
|
13,0
|
315
|
|
36
|
315
|
|
38
|
250
|
3,3
|
|
250
|
10,2
|
|
250
|
|
48,5
|
200
|
2,6
|
|
200
|
8,2
|
|
200
|
11
|
62
|
160
|
2,1
|
|
160
|
6,6
|
|
160
|
|
79
|
|
|
|
125
|
5,1
|
40
|
125
|
|
100
|
|
|
|
100
|
4,1
|
|
100
|
10,7
|
|
|
|
|
80
|
3,3
|
|
80
|
8,6
|
|
|
|
|
63
|
2,6
|
|
63
|
6,8
|
|
|
|
|
|
|
|
50
|
5,4
|
105
|
|
|
|
|
|
|
40
|
4,3
|
|
|
|
|
|
|
|
28
|
3,0
|
|
|
|
|
|
|
|
22,4
|
2,4
|
|
Таблица П.7.5
Паспортные данные вертикально-сверлильных станков. Размеры, мм
Параметры
|
2Н125 (2С125)
|
2Н135 (2С135)
|
2С132ПМФ2
|
Наибольший условный диаметр сверления
|
25
|
35
|
32 и 24
|
Рабочая поверхность стола
|
400х450
|
450х500
|
400х630
|
Наибольшее расстояние от торца шпинделя до рабочей поверхности стола
|
700
|
750
|
710
|
Вылет шпинделя
|
250
|
300
|
-
|
Наибольший ход шпинделя
|
200
|
250
|
630
|
Наибольшее вертикальное перемещение:
сверлильной головки
стола
|
170
270
|
170
300
|
630
-
|
Конус Морзе отверстия шпинделя
|
3
|
4
|
ISO 40
|
Число скоростей шпинделя
|
12
|
12
|
39
|
Частота вращения шпинделя, об/мин
|
45-2000
|
31-1400
|
25-3500
|
Число подач шпинделя, мм/об
|
9
|
9
|
25
|
Подача шпинделя, мм/об
|
0,1-1,6
|
0,1-1,6
|
8-2000, мм/мин
|
Мощность электродвигателя привода главного движения, кВт
|
2,8
|
4,0
|
8,5
|
Максимальная осевая сила резания, допускаемая механизмом подачи станка, Рmax, Н
|
8800
|
14650
|
24500
|
Таблица П.7.6
Вертикально-сверлильный станок мод. 2H125 (2С125)
-
Частота вращения шпинделя, об/мин
|
45; 63; 90; 125; 180; 250; 355; 500; 710; 1000; 1400; 2000
|
Подача, мм/моб
|
0,1; 0,14; 0,2; 0,28; 0, 0,4; 0,56; 0,8; 1,12; 1,6
|
Таблица П.7.7
Вертикально-сверлильный станок мод. 2H135 (2С135)
-
Частота вращения шпинделя, об/мин
|
31,5; 45; 63; 90; 125; 180; 250; 355; 500; 710; 1000; 1400
|
Подача, мм/об
|
0,1; 0,14; 0,2; 0,28; 0, 0,4; 0,56; 0,8; 1,12; 1,6
|
Таблица П.7.8
Обрабатывающий центр 2С132ПМФ2
-
Код команды s
|
n,
об/мин
|
Код команды s
|
n,
об/мин
|
Код команды s
|
n,
об/мин
|
01
|
25
|
14
|
200
|
27
|
900
|
02
|
28
|
15
|
224
|
28
|
1000
|
03
|
40
|
16
|
250
|
29
|
1120
|
04
|
50
|
17
|
280
|
30
|
1250
|
05
|
63
|
18
|
315
|
31
|
1400
|
06
|
80
|
19
|
335
|
32
|
1600
|
07
|
90
|
20
|
400
|
33
|
1800
|
08
|
100
|
21
|
450
|
34
|
2000
|
09
|
112
|
22
|
500
|
35
|
2240
|
10
|
125
|
23
|
560
|
36
|
2500
|
11
|
140
|
24
|
630
|
37
|
2800
|
12
|
160
|
25
|
710
|
38
|
3150
|
13
|
180
|
26
|
800
|
39
|
3500
|
Таблица П.7.9
-
Код команды F
|
Подача шпинделя s, мм/мин
|
Код команды F
|
Подача шпинделя s, мм/мин
|
Код команды F
|
Подача шпинделя s, мм/мин
|
01
|
50
|
10
|
40
|
19
|
315
|
02
|
63
|
11
|
50
|
20
|
400
|
03
|
8
|
12
|
63
|
21
|
500
|
04
|
10
|
13
|
80
|
22
|
630
|
05
|
12,5
|
14
|
100
|
23
|
80
|
06
|
16
|
15
|
125
|
24
|
1000
|
07
|
20
|
16
|
160
|
25
|
1250
|
08
|
25
|
17
|
200
|
26
|
1600
|
09
|
31,5
|
18
|
250
|
27
|
2000
|
Таблица П.7.10
-
Код команды F
|
Подачи стола s, мм/мин
|
Код команды F
|
Подачи стола s, мм/мин
|
Код команды F
|
Подачи стола s, мм/мин
|
01
|
50
|
07
|
200
|
13
|
800
|
02
|
63
|
08
|
250
|
14
|
1000
|
03
|
80
|
09
|
315
|
15
|
1250
|
04
|
100
|
10
|
400
|
16
|
1600
|
05
|
125
|
11
|
500
|
17
|
2000
|
06
|
160
|
12
|
630
|
-
|
-
|
Таблица П.7.11
Паспортные данные фрезерных станков
Параметры
|
6Р12
|
6Р13
|
6Р13Ф01
|
6Р13РФ3
|
Размеры поверхности стола
|
320х1250
|
400х1600
|
400х1600
|
400х1600
|
Наибольшее перемещение стола:
продольное
поперечное
вертикальное
|
800
280
420
|
1000
300
420
|
1000
400
380
|
1000
400
380
|
Перемещение гильзы со шпинделем
|
70
|
80
|
150
|
-
|
Число скоростей шпинделя
|
18
|
18
|
18
|
18
|
Частота вращения шпинделя, об/мин
|
31,5–
–1600
|
31,5–1600
|
40–2000 б/с
|
40–2000 б/с
|
Число подач стола
|
18
|
18
|
б/с
|
б/с
|
Подача стола, мм/мин:
продольная и поперечная
вертикальная
|
25–1250
8,3–416,6
|
25–1250
8,3–416,6
|
10–1200
10–1200
|
10–1200
10–1200
|
Скорость быстрого перемещения стола, мм/мин:
продольная и поперечная
вертикальная
|
3000
1000
|
3000
1000
|
2400
2400
|
2400
2400
|
Мощность электродвигателя привода главного движения, кВт
|
7,5
|
11
|
7,5
|
7,5
|
Таблица П.7.12
Вертикально-фрезерный станок 6PI2
Горизонтально-фрезерный станок 6Р82Г
-
Частота вращения шпинделя, об/мин
|
31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600
|
Подачи стола продольные и поперечные, мм/мин
|
25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250
|
Подача стола вертикальные, мм/мин
|
8; 10,5; 13,3; 21; 26,6; 33,3; 41,6; 53,3; 66,6; 83,3; 105; 133,3; 166,6; 210; 266,6; 333,3; 400
|
Таблица П.7.13
Параметры
|
6Р80
|
6Р81
|
6Р82Г
|
6Р83
|
Размеры рабочей поверхности стола
|
200 800 800
|
2501000
|
3201250
|
4001600
|
Наибольшее перемещение
стола: продольное
поперечное
вертикальное
|
500
160
300
|
630
200
320
|
800
250
420
|
1000
320
350
|
Расстояние от оси горизонтального шпинделя до поверхности стола
|
50–2240
|
50–1600
|
31,5–1600
|
31,5–1600
|
Число ступеней шпинделя
|
12
|
16
|
18
|
18
|
Частота вращения шпинделя, об/мин
|
50–2240
|
50–1600
|
31,5–1600
|
31,5–1600
|
Число рабочих подач стола
|
12
|
16
|
18
|
18
|
Подача стола, мм/мин:
продольная
поперечная
вертикальная
|
25–1120
25–1120
12,5–560
|
35–1020
28–790
14–390
|
25–1250
25–1250
8,3–416,6
|
25–1250
25–1250
8,3–416,6
|
Мощность электродвигателя привода главного движения, кВт
|
3
|
5,5
|
7,5
|
11
|
Таблица П.7.14
Вертикально-фрезерный станок 6P13
-
Частота вращения шпинделя, об/мин
|
31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600
|
Подачи стола продольные и поперечные, мм/мин
|
25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250
|
Подача стола вертикальные, мм/мин
|
8; 10,5; 13,3; 21; 26,6; 33,3; 41,6; 53,3; 66,6; 83,3; 105; 133,3; 166,6; 210; 266,6; 333,3; 400
|
Приложение 8
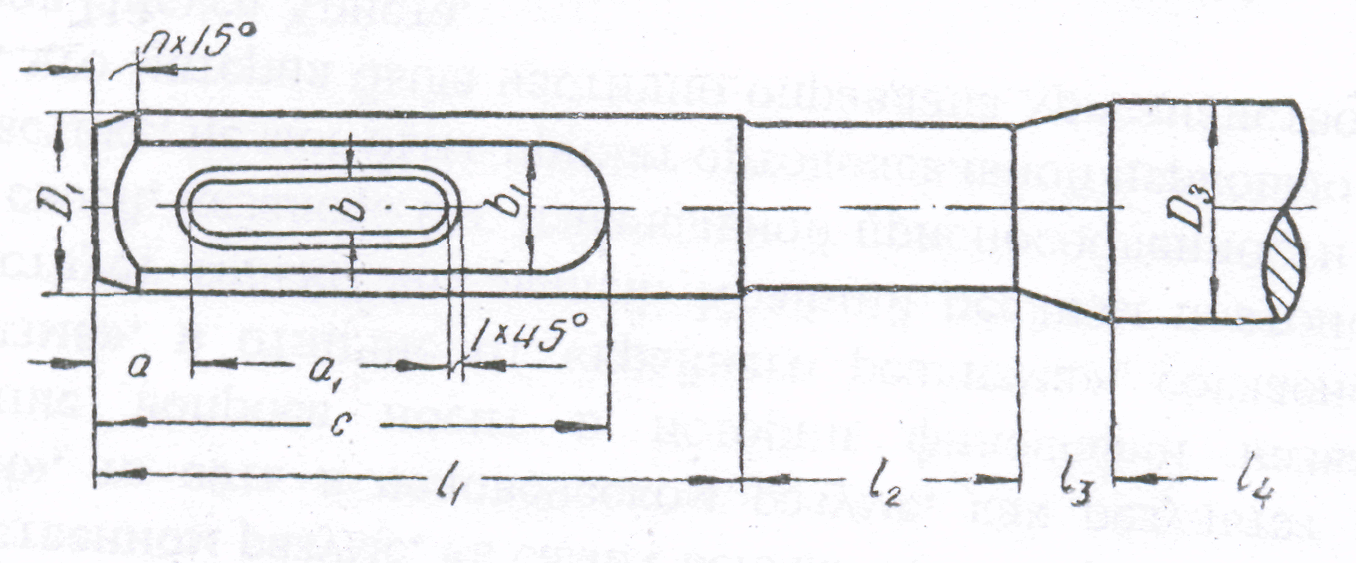
Хвостовики клиновые
Хвостовики под быстросменные патроны
Тип 1
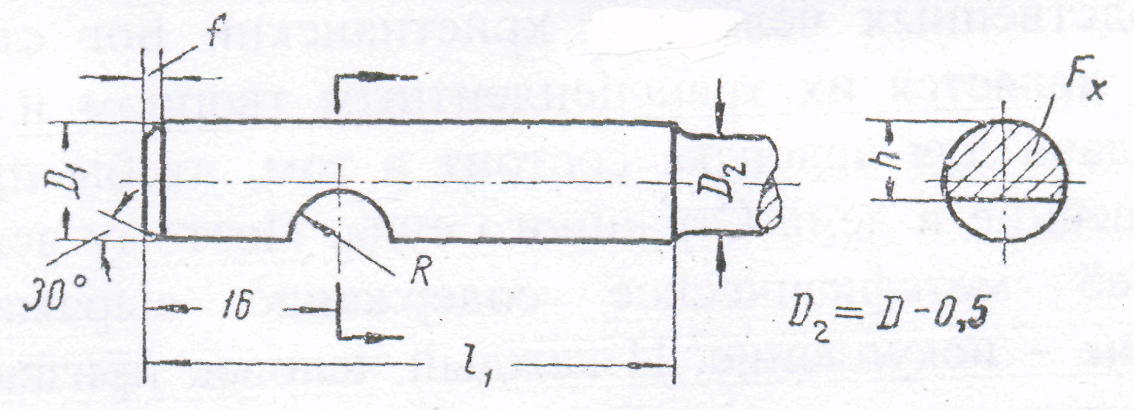
D2=D-0,5
Тип 2
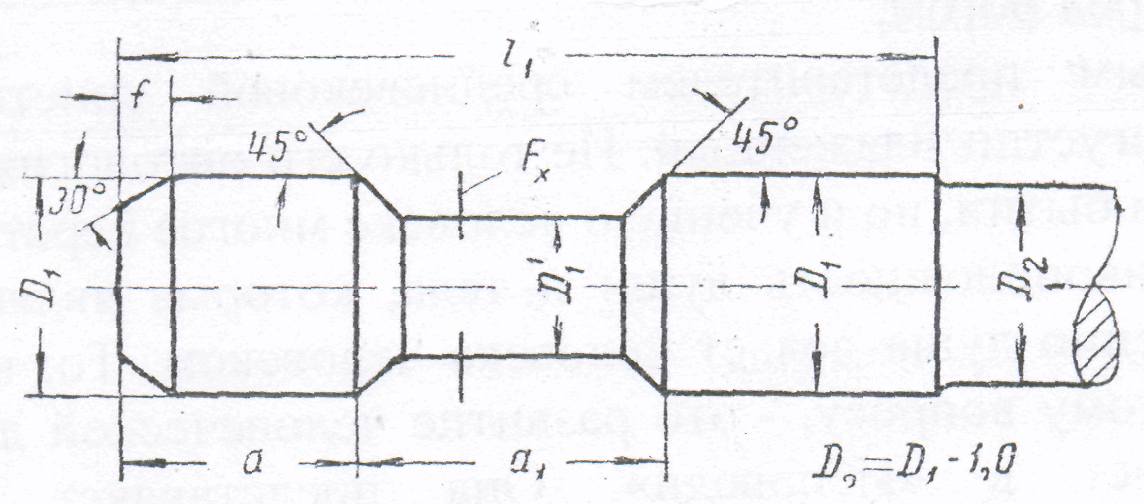
D2=D1-1,0
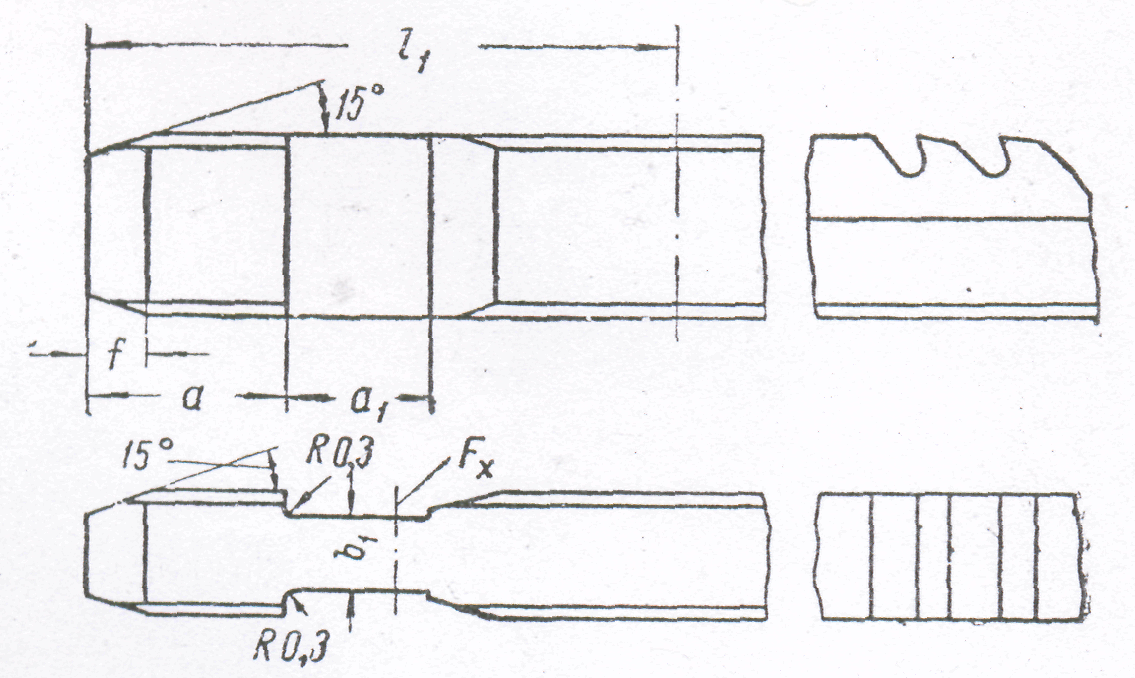
Хвостовики для шпоночных протяжек
Тип 1
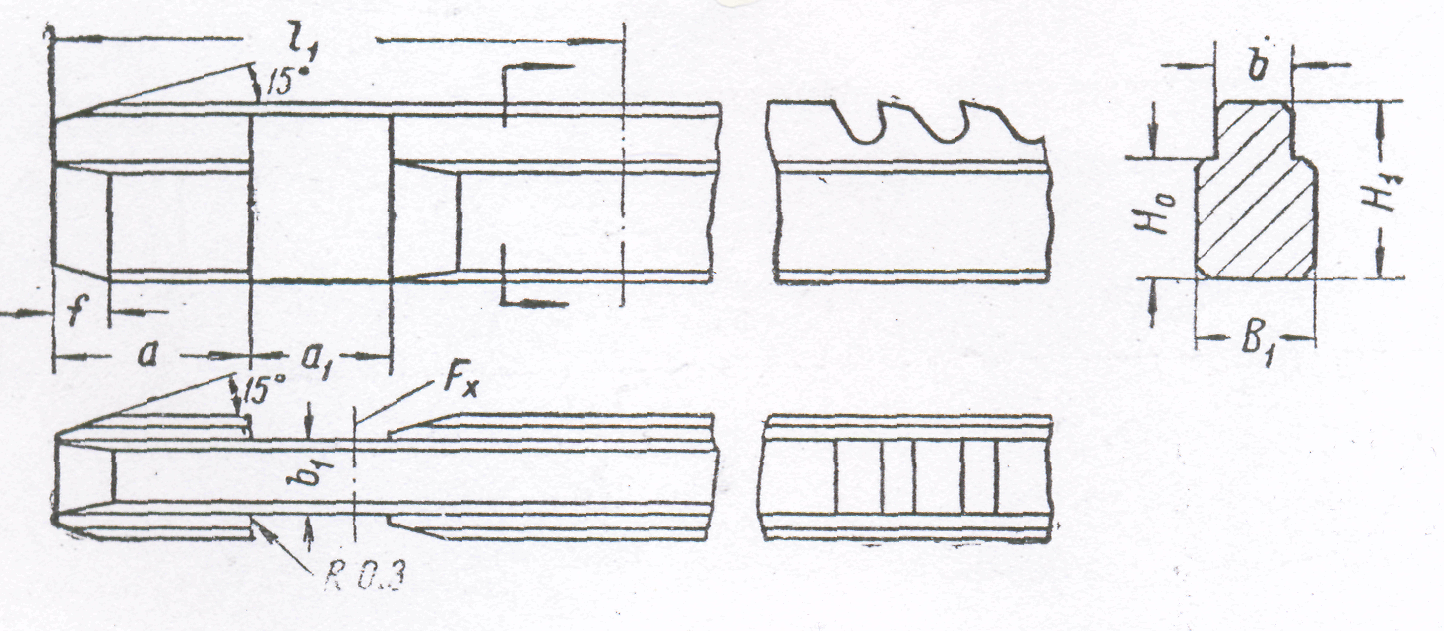
R0,3
Тип 2
Хвостовики для плоских протяжек
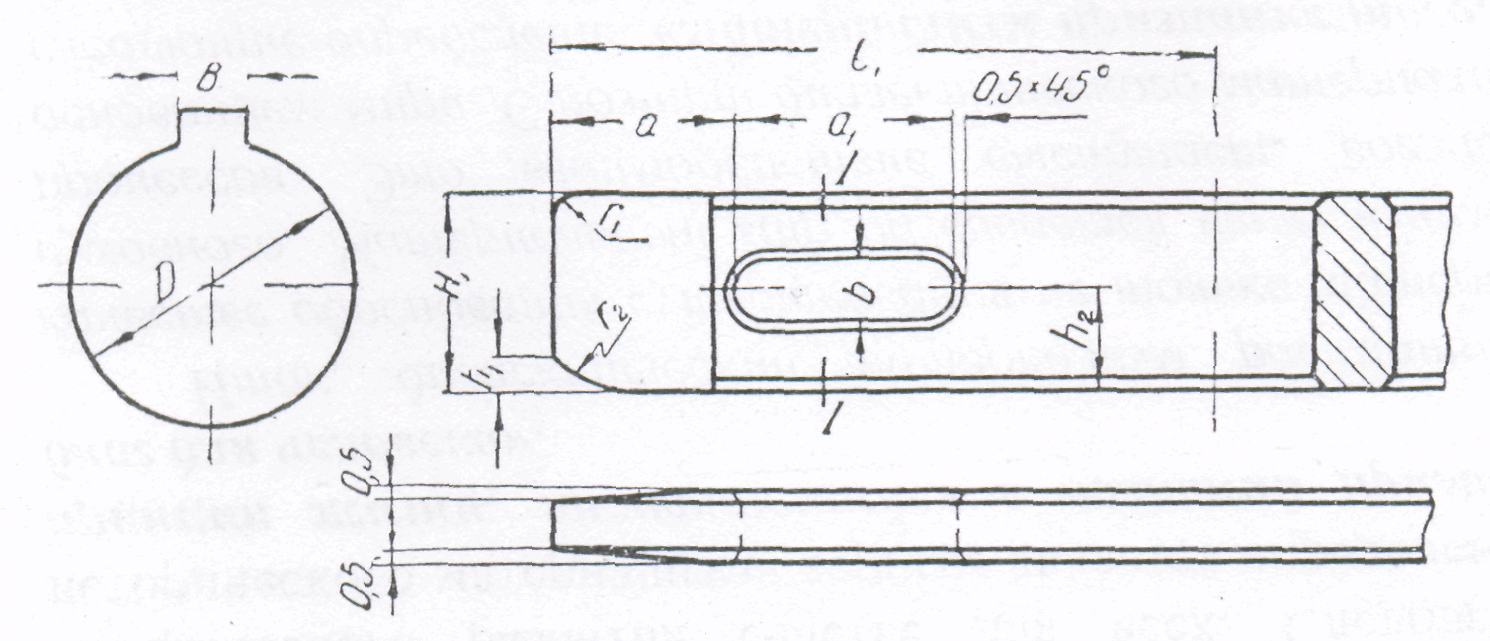
l1

Схема закрепления протяжки

l1'
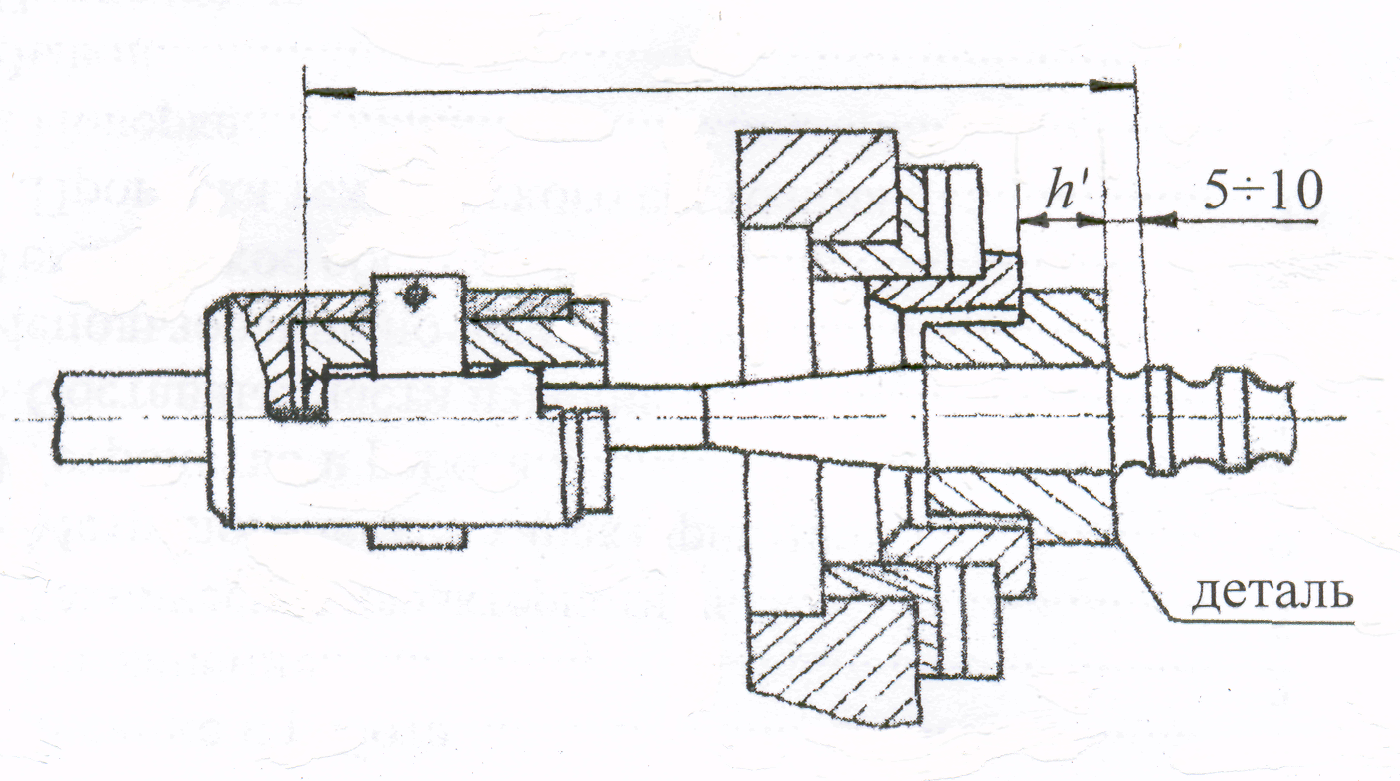
Схема стружечной канавки
Центровые отверстия протяжек: а – форма А; б – форма Т
а
б

Таблица П.8.1
Припуски А0 на диаметр для цилиндрических отверстий, мм
-
Диаметр протягиваемых отверстий
|
Величина припуска А0
| Отношение длины отверстия к диаметру | до 1 |
до 2
|
до 3
|
свыше 3
| От 10 до 18 | 0,65
0,3*
|
0,75
0,4*
|
0,75
0,5*
|
-
0,6*
| Свыше 18 до30 | 0,8
0,4*
|
0,9
0,5*
|
1,0
0,5*
|
1,1
0,6*
| Свыше 50 до 80 | 1,1
0,5*
-
|
1,2
0,6*
-
|
1,3
0,7*
1,0**
|
-
0,7*
1,2**
| Свыше 80 до 120 | 1,2
0,7*
1,0**
|
1,4
0,8*
1,1**
|
1,4
1,0*
1,2**
| 1,6
-
1,3
|
Примечание. Припуски даны для одноинструментальной подготовки отверстия. * Припуски предусматривают двухинструментальную подготовку отверстия (сверление-развертывание). ** Припуски для отверстий, расточенных на токарно-револьверных станках
|
 Скачать 18.59 Mb.
Скачать 18.59 Mb.