Курсовая работа на проектирование отдельных элементов сборки стабилизатора ансат. Введение. Проектирование сборочного приспособления для сборки
 Скачать 343.35 Kb. Скачать 343.35 Kb.
|

1.6. Выбор метода сборки и базирования.Методы сборки определяют весь комплекс технологической подготовки производства: выбор схемы базирования и схемы сборки, технологической оснастки, обеспечивающих изготовление деталей и сборку сборочных единиц с заданным уровнем взаимозаменяемости и точности, процессов изготовления и монтажа технологической оснастки для производства деталей. Методы базирования для деталей выбирают в следующей последовательности: сначала выбирают методы базирования для деталей которые задают наиболее важные параметры конструкции а затем для остальных деталей.[3] Таблица 8 – Выбор состава баз для сборки стабилизатора
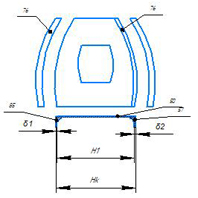
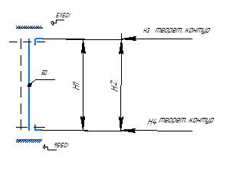
 Рис. 1 Схема сборки стабилизатора “Ансат” Рис. 1 Схема сборки стабилизатора “Ансат”
Погрешность размера (НАЗВАТЬ ЧТО ЗА ФОРМУЛА)   Вывод: Метод сборки от поверхности каркаса обеспечивает требуемую точность сборки
Погрешность размера (НАЗВАТЬ ЧТО ЗА ФОРМУЛА)   Вывод: Метод сборки по СО не обеспечивает требуемую точность, поэтому сборка ведется от поверхности каркаса. 1.7 Разработка ТУ на поставку деталей на сборку Kapтa технологического состояния поставки узлов и деталей на сборку является межцеховым документом, определяющим ряд дополнительных требований, не оговоренных в чертежах, от цехов-потребителей к цехам-производителям. Как известно, в период освоения производства, как правило, большинство длинномерных деталей имеют достаточно значительные припуски по длине для компенсации возможных погрешностей сборочных приспособлений. Технические условия на поставку деталей стабилизатора: Требуемая степень точности изготовления стабилизатора ∆А=±1,2. При требованиях высокой точности изготовления в сочетании с малыми жесткостями входящих деталей необходимо сборку шпангоута вести в приспособлении, чем обеспечивается: . Требуемый уровень точности и геометрической взаимозаменяемости, а так же достаточно высокий уровень производительности труда исполнителей; . Изготовление высокоточных изделий в СП возможно даже с использованием труда низких квалификаций ; . Соблюдение правил техники безопасности. Все детали, поступающие на сборку, должны иметь клеймо окончательной приёмки, что свидетельствует о соответствии материала, геометрии, термообработки и других требований чертежей. Базирование деталей в СП с целю повышения точности сборки должно вестись по базе – поверхность каркаса. Требования к отверстиям под заклепки. Оси отверстий должны быть прямолинейными по всей толщине пакета соединяемых деталей . Оси отверстий должны быть перпендикулярно к плоскости детали или к касательной в месте расположения отверстия; . Оси отверстия должны иметь правильную круглую форму в кромках отверстий и заусенцев. Требования к заклепочным соединениям: Ось заклёпки должна быть прямолинейной по всей толщине пакета, не допускаются изгибы оси стержня в толщине пакета; Накладные и замыкающие головки должны иметь соответствующую данному типоразмеру форму; Не допускается утяжки материала вокруг заклепок, а также насечки от инструментов на материале пакета, на закладной и замыкающей головках заклёпок. При обнаружении дефектных заклепок удалить последние высверливанием, обработать отверстие сверлом ближайшего большого стандартного размера и установить соответствующую заклепку. Такая замена допускается не более чем в 5% от общего количества заклёпок стабилизатора. |