ПСК. ИОПСК и ПСК (Вопросы к билетам) (1). Производство сварных конструкций
 Скачать 1.13 Mb. Скачать 1.13 Mb.
|

|
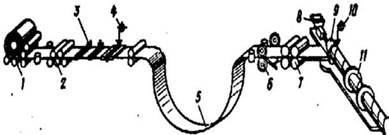
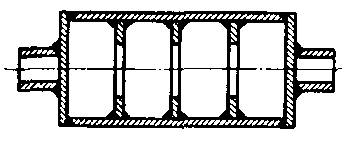
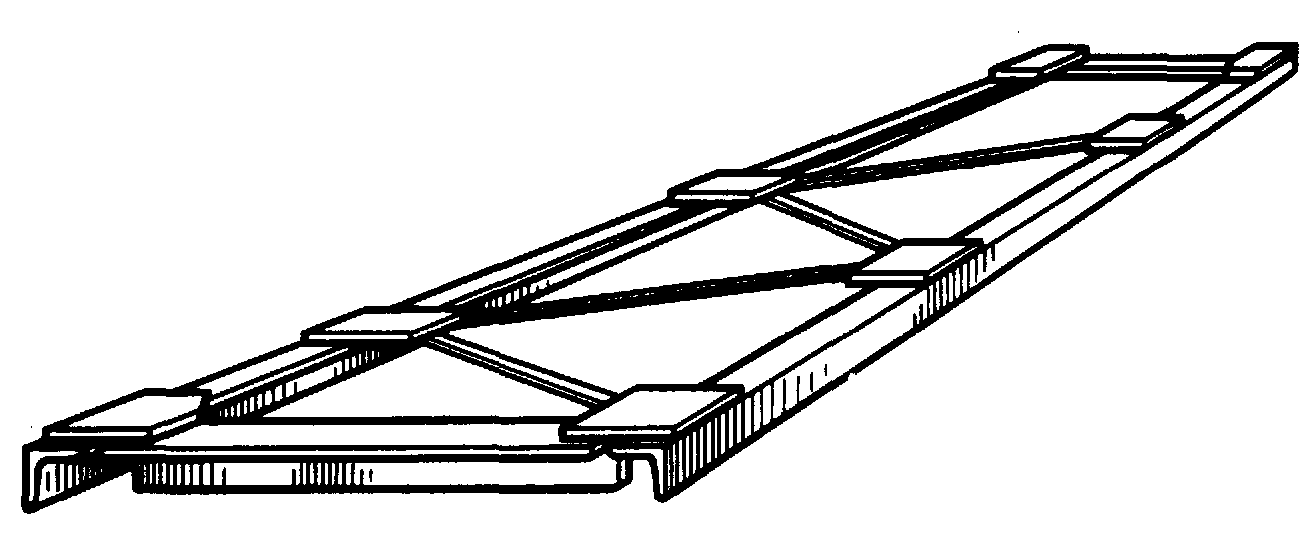
ПРОИЗВОДСТВО СВАРНЫХ КОНСТРУКЦИЙ 1. БАЛКИ Технология изготовления двутавровых и тавровых балок. Высокопроизводительные способы изготовления двутавров сваркой давлением (ТВЧ) Технология производства балок двутаврового сечений. Требования к сборке балок, сборочные устройства и приспособления. Приемы сварки балок. Технология производства балок коробчатого сечений. Последовательность сборочно-сварочных операций, требования к сборке балок, сборочные устройства и приспособления. Укладывается верхний пояс К поясу привариваются диафрагмы Прижимают и приваривают боковые стенки П образный профиль кантуют и внутренними угловыми швами приваривают стенки к диафрагме Устанавливают нижний пояс  Технология изготовления двутавровыхбалок с перфорированной стенкой, с поясами из широкополочных тавров и стенкой-вставкой из листа Технология изготовления главных и концевых балок мостовых кранов с использованием поточной линии. 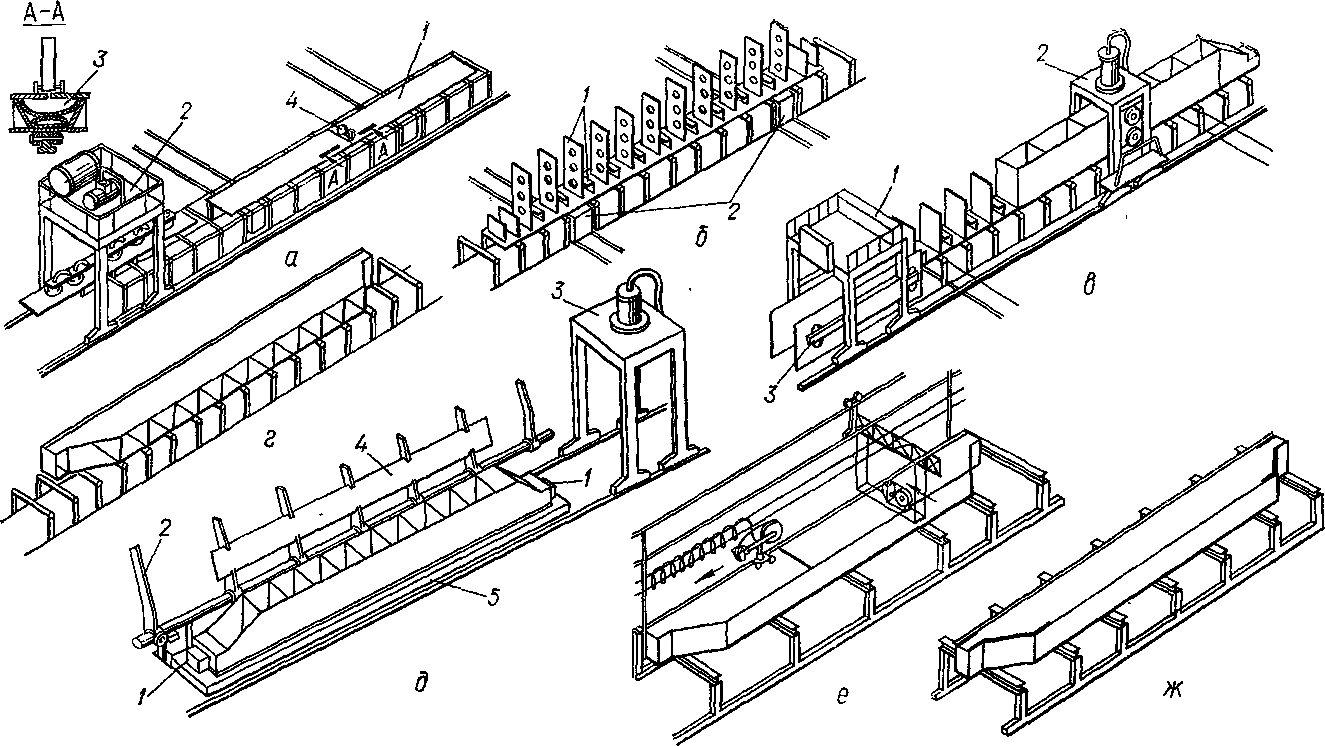 2. СОСУДЫ Многослойные сосуды. Способы изготовления корпуса сосуда. Особенности соединения многослойных обечаек между собой и с днищем. Способ. Собрать 2 и более обечайки Нагреть одну обечайку до 600 Одеть одну обечайку на 2-ую Способ Собрать одну обечайку Наложить две полуобечайки на первую Стянуть лентами Сварить продольными швами Способ Изготовить 1обечайку Приварить клинья Приварить рулон из листа металла Намотать рулон Приварить конец Отрезать Приварить облицовочную обечайку из 2-ух корыт На торцы обечайки наплавляют слой металла для создания кромок. Сварка обечайки с днищем производится многослойно Сосуды. Конструктивное исполнение сосудов. Варианты изготовления сосудов со средней толщиной стенки, особенности, технология изготовления. Варианты конструктивного оформления и вварки люков, штуцеров, патрубков и др. подобных элементы и их сварка с оболочками Сделать карту из полотнища Вальцевать полотнище для получение нужной формы обечайки Обечайку устанавливают на роликовый стенд стыком вниз Поджатие флюсовой подушки осуществляется снизу Сварку ведут 2-умя сварочными головками После обечайку переварачивают стыком вверх и сварку производят снаружи Если толщина более 25мм то делают несколько проходов Затем сваривают обечайку с днищем Сначала изнутри тракторами Затем снаружи 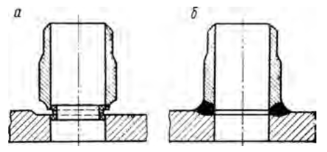 Толстостенные сосуды. Технология изготовления толстостенных одно- и двухшовных сосудов. Схемы сварки кольцевых и продольных швов. Варианты конструктивного оформления штуцеров и их сварка с оболочками Обечайку с одним продольным швом можно получить вальцовкой. Лист после обрезки нагревают до 1000... 1050 °С и вальцуют до замыкания стыка, оставляя недовальцованными участки шириной 100... 150 мм 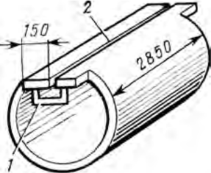 зазор в стыке этом случае выполняют с помощью скоб, а постоянства зазора в стыке достигают установкой прокладок, удаляемых перед сваркой После приварки выходных планок и кармана для наведения шлаковой ванны собранную под сварку обечайку устанавливают вертикально. Если обечайка имеет два продольных шва, их целесообразно выполнять одновременно двумя сварочными аппаратами. Внутреннюю и внешную поверхность обеайки протачивают для точной сборки Приваривают скобы поперек кольцевого шва Устанавливают подкладки Приваривают вспомогательную пластину Сваривают ЭШС 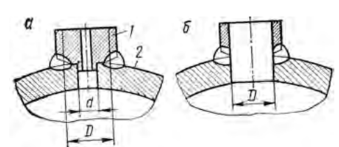 Сосуды. Тонкостенные сосуды, применяемые материалы. Технология производства тонкостенных сосудов на примере изготовления пропановых и воздушного баллонов: варианты изготовления, особенности. 1. Изготовление обечайки. а) Приемка листа, зачистка его, разметка, разрезка. б) Вальцовка в) Сварка обечайки. При сборке обечайки под сварку важную роль играет точность сборки - постоянство зазора, отсутствие превышения кромок. Поэтому в процессе сварки необходимо жесткое закрепление кромок, для которого эффективно используется приспособление жесткого типа. Г) Правка 2. Изготовление днищ. а) Штамповка. б) Термическая резка торцов и подготовка их к сварке. в) Сварка обечайки с днищем без штуцера, швы стыковые 3 ТРУБЫ Производство сварных труб. Трубы для магистральных трубопроводов и изготовление их сваркой под флюсом. Поточные линии изготовления прямошовных одношовных труб. Состав и выполняемые операции Производство сварных труб. Трубы для магистральных трубопроводов и изготовление их сваркой под флюсом. Поточные линии изготовления прямошовных двухшовных труб. Состав и выполняемые операции Производство сварных труб. Поточная линия изготовления сварных труб большого диаметра со спиральным швом. Особенности выполнения спирального шва. Сборка и сварка рулонной стали спиральным швом позволяют получить любой диаметр трубы независимо от ширины полосы. При использовании этого метода процесс изготовления идет непрерывно, обеспечивая требуемую точность размера и формы трубы без последующей калибровки. На рис. 57 показана схема стана. Полоса из рулона 1, проходит правильные вальцы 2 и накапливается в компенсационной петле 5, обеспечивая непрерывность выполнения спирального шва при обрезке концов полос гильотинными ножницами 3, а также при сборке и сварке их стыка на установке 4. После компенсационной петли лента движется со сварочной скоростью, определяемой вращением толкающих валиков 7. С помощью парных дисковых ножей 6 обрезают продольные кромки под сварку. Настройку стана на требуемый диаметр трубы производят разворотом формовочной машины и выходного моста, перемещая их на катках по криволинейным рельсовым путям. Сворачивание полосы в трубу осуществляют заталкиванием ее в формовочное устройство 9. Спиральный шов выполняется сваркой под флюсом тремя сварочными головками. Две из них крепятся на общей штанге 8, вводимой внутрь трубы, третья головка 10 расположена снаружи. Первый внутренний шов, приваривающий кромку полосы к сформованной трубе, имеет малую площадь сечения и является технологическим. Его назначение - устранить возможность взаимного перемещения кромок и предотвратить вытекание сварочной ванны при сварке наружного рабочего шва. Внутренний рабочий шов варит двухэлектродная головка, обеспечивая хорошее формирование и полный переплав технологического шва. Такая технология позволяет гарантировать отсутствие кристаллизационных трещин при сварке низколегированных сталей со скоростью до 110 м/ч. Выходящая из стана непрерывная труба летучим устройством 11 разрезается на трубы мерной длины.
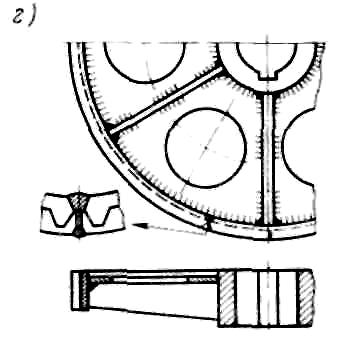
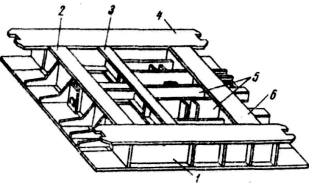
Скоростные технологии производства труб. Производство труб малых диаметров с применением сварки печной, контактной и индукционной ТВЧ, и аргонодуговой 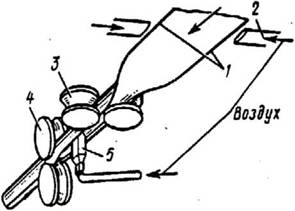 По выходе штрипса из нагревательной печи его кромки 1 обдуваются воздухом из сопл 2 для удаления окалины и повышения температуры. В первой паре роликов 3 штрипс формуется, а во второй паре 4—сворачивается и сваривается, причем обдув из сопл 5 повышает температуру до 1500...1520 °С. 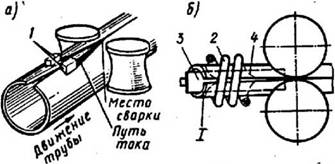 Технология изготовления плоскосворачиваемых труб. Линия производства труб: состав, технология изготовления Монтаж трубопроводов. Сварка поворотных и неповоротных стыков труб в полевых условиях. Механизация сборки и сварки стыков труб 4 РЕЗЕРВУАРЫ Сферические резервуары, варианты раскроя лепестков, варианты сборки. Технология изготовления резервуаров объёмом до 2000 м3. Особенности выполнения швов при сварке резервуаров Сферические резервуары, варианты раскроя лепестков, варианты сборки. Технология изготовления резервуаров объёмом 600 м3. Особенности выполнения швов при сварке резервуаров Вертикальные резервуары, назначение, состав. Методы изготовления корпуса (стенки) резервуара в заводских условиях. Особенности и требования к изготовлению. Вертикальные резервуары. Технология монтажа днища и стенки вертикальных резервуаров. Вертикальные резервуары, назначение, состав. Методы изготовления щитов кровли резервуара в заводских условиях. Особенности и требования к изготовлению. Монтаж щитовой кровли. 5 РЕШЕТКИ, РАМЫ Технология производства решетчатых конструкций. Особенности изготовления и требования к сборке решетчатых конструкций при использовании открытых (уголок, швеллер) и закрытых (трубчатых) профилей. Сборка решетчатых конструкций по копиру и в приспособлениях. Решетчатые конструкции, типы, применяемые материалы, профили. Технология изготовления решетчатых сварных конструкции на примере стропильных ферм: методы, схемы, приёмы Поточные методы производства решетчатых конструкций с применением контактной сварки  Рамы. Технологии изготовления рамных конструкций на примере изготовления рамы тележки мостового крана Технология производства рамных конструкций. Особенности изготовления рамных конструкций, сборочно-сварочная оснастка, применяемая при их изготовлении. Для соединения деталей целесообразно назначать полуавтоматическую сварку под флюсом или в среде углекислого газа, а в случае большого удаления швов друг относительно друга – ручную дуговую сварку покрытым электродом. При сварке желательно использовать позиционеры и кантователи. Значительные размеры рам по ширине заставляют применять специальные меры, облегчающие доступ к месту сварки. Для этой цели используют кантователи с подъемными центрами, передвижные подъемные площадки для сварщиков или располагают позиционер в специальном углублении так, чтобы сварка производилась на уровне пола. Вторым важным требованием является высокая точность взаимного расположения отдельных узлов и деталей рамы и стабильность размеров в процессе эксплуатации. 6 ДЕТАЛИ МАШИН Сварные детали машин - шестерни, шкивы и маховики. Их составные части, применяемые материалы, профили. Технология изготовления сварной шестерни, требования к изготовлению. Особености соединения дисков со ступицами. Сварные детали машин. Барабаны. Конструкции барабанов, применяемые материалы, профили. Технология изготовления барабана, требования к изготовлению. Особенности соединения дисков со ступицами. ПЕРЕЧЕНЬ КОНСТРУКЦИЙ ДЛЯ ПРАКТИЧЕСКОГО ЗАДАНИЯ Определить рациональную последовательность выполнения операций сборки и сварки, составить укрупненную технологическую схему.
|