Курсовой проект Воейков ПТ. Расчет и проектирование основных подразделений
 Скачать 2.06 Mb. Скачать 2.06 Mb.
|

|
Раздел 2.3 Расчет основных производственных участков зоны ТО и ремонта. Общая компоновка основной производственной зоны Определим число постов ТО-2 в ПО (Ч) ТС по формуле, ед:  Такт поста определим по формуле, ч:  где:  – скорректированная средневзвешенная трудоемкость ТО-2, ч; – скорректированная средневзвешенная трудоемкость ТО-2, ч; – число рабочих на посту (2-5); – число рабочих на посту (2-5); – время на установку ПА на пост и съезд с поста (принять 0,16 ч). – время на установку ПА на пост и съезд с поста (принять 0,16 ч).Ритм поста определим по формуле:  где:  – продолжительность смены в течении суток, час; – продолжительность смены в течении суток, час; – число единиц проходящих ТО-2 за смену. – число единиц проходящих ТО-2 за смену.Суточную программу ТО-2 определим по формуле:  Число постов капитального ремонта определим по формуле:  Число постов среднего ремонта определим по формуле:  Число постов текущего ремонта определим по формуле:  При расчете количества постов ТР следует учитывать, что до 60-70% текущих ремонтов проводится непосредственно на постах технического обслуживания пожарных частей. Поэтому расчетная трудоемкость для определения постов ТР составляет 30-40% от годовой трудоемкости. [4] Таблица 11
Общая компоновка производственных зон. Технологическая планировка участков Определим площадь зоны технического обслуживания и ремонта ПА по формуле:      где:  – площадь занимаемая ПА в плане (по габаритным размерам), м2 (принимаем в плане 2,5 – площадь занимаемая ПА в плане (по габаритным размерам), м2 (принимаем в плане 2,5 7); 7); – число постов; – число постов; – коэффициент учитывающий свободные зоны и проходы ( =4 – 5). – коэффициент учитывающий свободные зоны и проходы ( =4 – 5).Габариты производственного корпуса выбирают, исходя из его площади, конфигурации и размера под строительство, применяемых унифицированных габаритных схем зданий, Наибольшее распространение получили здания прямоугольной формы, длину которых определяют по формуле:  F3 - площадь здания производственного корпуса, м2; v В - ширина здания, м.   Условие: отношение длины здания к его ширине должно быть не более трех L/B=42/36=1,16. Глава 3. РАСЧЕТ И ПРОЕКТИРОВАНИЕ ЦЕНТРАЛЬНЫХ РУКАВНЫХ БАЗ Раздел 3.1 Анализ существующих систем эксплуатации пожарных рукавов В пожарной охране сложились две системы организации эксплуатации рукавов: децентрализованная и централизованная. Децентрализованная система эксплуатации рукавов (ДСЭР) предполагает проведение технического обслуживания, ремонта, хранения запаса (два комплекта на каждый пожарный автомобиль, укомплектованный рукавами) и учёта рукавов в каждой пожарной части. Ответственность за организацию эксплуатации рукавов возлагается на начальника части. Однако ДСЭР имеет недостатки: во-первых, каждой пожарной части, согласно нормативам, необходимо иметь более чем трёхкратный резервный запас рукавов и комплект технологического оборудования для их обслуживания; во-вторых, технологическое оборудование по обслуживанию рукавов используется крайне неэффективно вследствие его малой загрузки; в-третьих, замена использованных рукавов осуществляется только после возвращения подразделений в пожарную часть, что снижает их боевую готовность. Наиболее прогрессивной является централизованная система эксплуатации рукавов (ЦСЭР), которая, как правило, организуется в гарнизонах пожарной охраны городов или крупных объектов при наличии нескольких пожарных частей (независимо от их ведомственной принадлежности). При этом в гарнизонах пожарной охраны с числом частей 4 и более создаются центральные рукавные базы, а в гарнизонах с меньшим числом частей рукавные посты. Сущность ЦСЭР заключается в том, что в оперативных подразделениях имеется только один комплект рукавов на пожарных автомобилях. Кроме того, личный состав пожарных частей освобождается от работы по обслуживанию, ремонту и хранению рукавов. Эти работы, включая доставку чистых рукавов для замены использованных, выполняет личный состав рукавной базы. Доставка чистых рукавов и возвращение использованных осуществляется специальным рукавным автомобилем, имеющимся в штате рукавной базы. Это позволяет достаточно часто и по мере потребности производить замену использованных рукавов не только в городе, но и в сельских населённых пунктах и ДПД при них. Таким образом, на основании вышеизложенного можно сделать вывод, что централизованная система эксплуатации рукавов гораздо эффективнее нежели децентрализованная и, соответственно, более приемлема в нынешних условиях. Техническое обслуживание, ремонт и хранение рукавов и рукавного оборудования представляет собой совокупность технологических операций и мероприятий, обеспечивающих поддержание заданной боевой готовности и безотказное применение рукавов и оборудования по назначению. Техническое обслуживание эксплуатируемых напорных пожарных рукавов включает следующие технологические операции: отмочку (оттаивание), мойку, испытание, сушку, талькирование, сматывание в скатки, а для льняных рукавов также периодическую противогнилостную пропитку. Технологическая схема линии технического обслуживания пожарных рукавов представлена на рис. 2. 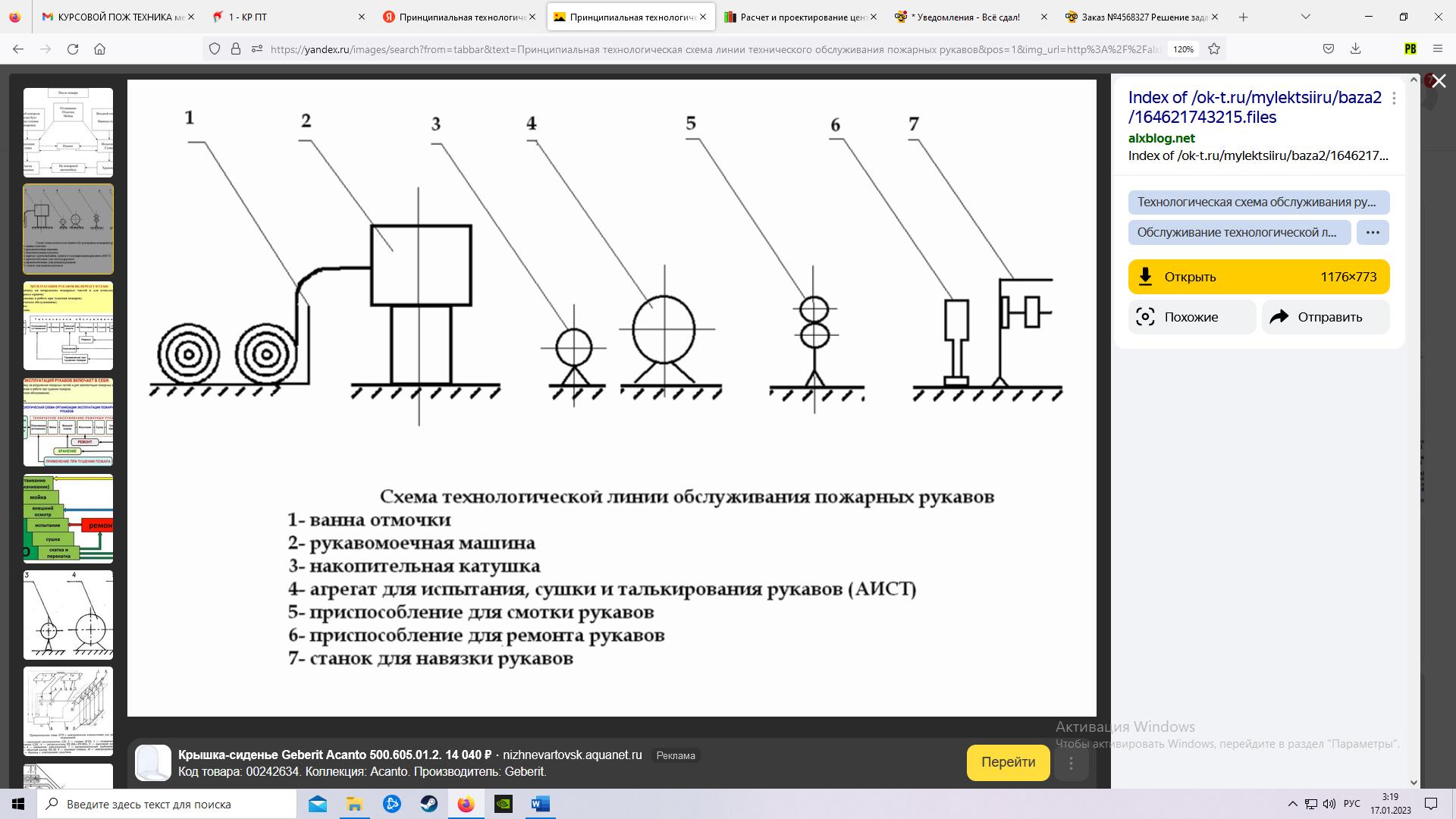 Рисунок 2. Схема технологической линии обслуживания пожарных рукавов. 1. ванна отмочки; 2. рукавомоечная машина; 3. накопительная катушка; 4. агрегат для испытания, сушки и талькирования рукавов; 5. приспособление для смотки рукавов; 6. приспособление для ремонта рукавов; 7. станок для навязки рукавов Отмочка (оттаивание) рукавов. Напорные рукава отмачивают (оттаивают) в специальной ванне 0,5 х 1,5 х 6 м, заполненные водой или моющим раствором. Стенки ванны должны быть облицованы материалом с малым коэффициентом трения, а на дне установлены грязеуловители. Мойка рукавов достигается удаление с их поверхности предварительно размягчённых загрязнений. Наиболее производительной и прогрессивной является мойка в рукавомоечных машинах, состоящих из вращающихся щёток (дисковой или цилиндрической формы), привода, устройства для подачи моющей жидкости. В рукавомоечной машине РМ-4 с вращающимися горизонтальными щётками вращение на щётки передаётся от электродвигателя через червячный редуктор, цепную передачу на звёздочки. Рукава, проходящие между вращающимися щётками, обильно, под давлением омываются струями жидкости. На выходе из рукавомоечной машины установлены эластичные резиновые пластины и из перфорированных труб подаётся сжатый воздух для удаления с поверхности рукавов влаги. Испытание рукавов. Различают два вида испытаний всасывающих и напорных рукавов контрольные и эксплуатационные. Контрольные испытания проводят при получении новых партий, эксплуатационные испытания после каждого обслуживания, ремонта или при плановых проверках. Рукав на рабочее давление 3 МПа испытывают при рабочем давлении насоса высокого давления. Испытательное давление поддерживают в рукаве в течении времени, достаточного для осмотра рукава, но не более трёх минут. Напорные рукава испытывают от насоса пожарного автомобиля или от другого источника подачи воды, создающих требуемый напор. Льняные рукава перед испытанием замачивают (медленно заполняют водой и выдерживают под давлением 0,2...0,4 МПа (2-4 кгс/см ) в течении 5 мин. После замочки приступают к гидравлическому испытанию). Рукава, подвергшиеся гидравлическому испытанию, не должны пропускать воду в местах навязки соединительных головок, иметь разрывы ткани чехла или свищи. После окончания испытаний результаты записывают в паспорт и составляют ведомость, которую представляют в управление или отдел пожарной охраны. Всасывающие рукава, предназначенные для работы насоса с открытого водоёма, испытывают только на разрежение, а напорно-всасывающие - гидравлическим давлением и разрежением. При этом разрежение в рукаве должно быть не менее ( 0,08 - 0,01 ) МПа и падение разрежения не должно превышать 0,013 МПа в течении 3-х минут. Испытательное давление напорно-всасывающих рукавов должно быть: диаметр до 75 1-ой гр. 0,3+0,03 МПа, 2-ой гр. 1,0+0,1 МПа и свыше 75 1-ой гр. 0,2+0,02 МПа 2-ой гр. 0,75+0,08 МПа. Сушка рукавов влияет на прочностные свойства ткани чехла и его гидроизоляционного слоя. Сушат рукава естественным или искусственным способом. Естественный способ - сушка на открытом воздухе при благоприятных атмосферных условиях (температура не менее 20-50 ℃ и относительная влажность не более 75%). Искусственный способ - сушка рукавов осуществляется организованными потоками теплоносителя (воздуха) в сушилках различного типа. Представителем сушильных машин является сушилка барабанного типа "АИСТ". Сушилка барабанного типа является универсальным агрегатом, позволяющим проводить в нём испытание рукавов с последующей их сушкой и талькированием. Противогнилостная пропитка. Ей периодически подвергают льняные рукава. Долговечность рукавов, обработанных таким способом, увеличивается в 1,5-2 раза. Для пропитки используют водный раствор 8-оксихинолята меди. Противогнилостную пропитку льняных рукавов осуществляют в машине МПСР-140, приспособленной для гидравлических испытаний и сушки рукавов. Машина спроектирована на основе агрегата "АИСТ" и имеет много общих с ним деталей и узлов. Пропиточная машина имеет две ёмкости: одну для хранения раствора, другую для пропитки рукавов. Время обработки рукавов 60-120 мин. в зависимости от их диметра. Общая длина обрабатываемых за один цикл рукавов 60 м. Смотка рукавов. Скатывание и перекатку рукавов в одинарную или двойную скатки на новую складку необходимо проводить периодически (не менее 2-х раз в год) для уменьшения локального износа ткани чехла на ребре складки, а также сокращения процесса естественного старения гидроизоляционного слоя в местах перегибов. Для перемотки рукавов в одинарную и двойную скатки существуют несколько типов станков. Наиболее перспективным является станок ПРГ-1, который состоит из станины, двух намоточных дисков, электродвигателя, привода. Навязка рукавов. Соединительные головки крепят несколькими способами. Соединительные головки всех типов для всасывающих и напорных рукавов, кроме диаметра 89 мм., вставляют внутрь рукавов, а по наружной их поверхности навязывают проволоку или обжимают стяжными ленточными хомутами. Рукава диаметром 89 мм. вставляют внутрь втулки соединительной головки, затем в рукав вводят металлическое кольцо, на специальном станке разжимают его, обеспечивая прочное крепление. Существуют разнообразные конструкции станков для навязки соединительных головок проволокой диаметром 1,6-2 мм. Станки данной конструкции позволяют навязывать соединительные головки на пожарные рукава всех видов. Ремонт рукавов. Проводят при образовании свищей, проколов и небольших разрывов в условиях тушения пожара. Ремонт рукавов выполняют при помощи зажимов (универсального ленточного или корсетного) для временного устранения течи в местах повреждений. После пожара ставят на рукава заплаты наклеиванием или вулканизацией. Раздел 3.2 Определение исходных расчетных параметров проектирования ЦРБ Число пожарных частей, пожарных автомобилей и рукавов боевого расчета на них, а также резервного запаса (по 2 комплекта на каждый ПА) принимается только к гарнизону ПО города, в котором предполагается внедрение ЦСЭР. Параметрами проектирования ЦСЭР является число единиц технологического оборудования, устанавливаемого на ЦРБ, число рукавных автомобилей по доставке и обмену рукавов, резервный запас рукавов, численность производственных рабочих и водителей рукавных автомобилей, производственная площадь ЦРБ и место её дислокации на территории гарнизона ПО города. 1. Определяется число  агрегатов испытания, сушки и талькирования рукавов (АИСТ): агрегатов испытания, сушки и талькирования рукавов (АИСТ): где:  - численность населения города, тыс. чел.; - численность населения города, тыс. чел.; - число пожарных частей в городе. - число пожарных частей в городе.  принимаем 1 агрегат. 2. Число других видов технологического оборудования выбирается согласно данным таблицы 1 приложения 17: ванна для отмочки ПНР – 1 рукавомоечная машина – 1 накопительная катушка – 1 приспособление для смотки скаток ПНР – 1 станок для навязки соединительных головок – 1 устройство для стыковки – 1 3. Число рукавных автомобилей для доставки и обмена рукавов (АДР) определяется по двум условиям: а) по интенсивности потока  выезда рукавных автомобилей, определяемой из выражения: выезда рукавных автомобилей, определяемой из выражения: б) по условию  , (т.е. рукавный автомобиль должен прибывать к месту вызова на пожар в интервале времени между , (т.е. рукавный автомобиль должен прибывать к месту вызова на пожар в интервале времени между  локализации пожара и локализации пожара и  ликвидации пожара. Поэтому продолжительность следования рукавного автомобиля должна быть меньше и больше .) Исходя из принятого условия данного неравенства при средней скорости движения рукавного автомобиля, равной 38 км/ч, ликвидации пожара. Поэтому продолжительность следования рукавного автомобиля должна быть меньше и больше .) Исходя из принятого условия данного неравенства при средней скорости движения рукавного автомобиля, равной 38 км/ч,  , равной 24 мин., радиус , равной 24 мин., радиус  его выезда (АДР) составляет 12 км. его выезда (АДР) составляет 12 км.Отсюда следует, что число  рукавных автомобилей, определяемых в зависимости от протяженности территории города и принятого радиуса выезда, будет определяться из выражения: рукавных автомобилей, определяемых в зависимости от протяженности территории города и принятого радиуса выезда, будет определяться из выражения: Окончательно требуемое число рукавных автомобилей определяется из условий «а» и «б» по его большему значению, т.е.  должно быть не меньше должно быть не меньше  . .Окончательно принимаем  4. Резервный запас рукавов в гарнизоне определяется по формуле:  где:  - максимально требуемое расчетное число рукавов, в зависимости от численности населения города. - максимально требуемое расчетное число рукавов, в зависимости от численности населения города.  5. Для сравнительной оценки сокращения резервного запаса при внедрении ЦСЭР по сравнению с ДСЭР необходимо определить отношение:  где,  - резервный запас рукавов в гарнизоне при ДСЭР, подсчитываются из условия двойного комплекта на каждый ПА боевого расчета с учетом 100% резервных автомобилей в гарнизоне ПО. - резервный запас рукавов в гарнизоне при ДСЭР, подсчитываются из условия двойного комплекта на каждый ПА боевого расчета с учетом 100% резервных автомобилей в гарнизоне ПО.Распределение основных ПА (города) по маркам с учетом резерва (100%): АЦ-40(130) – 14·17=238 шт. АЦ-40(131) – 10·19=190 шт. АЦ-40(5557) – 6·17=102 шт. АНР-40(4331) – 6·17=102 шт. Итого 632 шт. 632·2=1264 – 2 комплекта на 1 ПА.  Вывод: внедрение ЦСЭР уменьшит необходимый запас рукавов в 4,2 раза. 6. Численность производственных рабочих на ЦРБ определяется из выражения:  где:  - число рукавов на пожарных автомобилях, находящихся в боевом расчете гарнизона. - число рукавов на пожарных автомобилях, находящихся в боевом расчете гарнизона.  Принимаем 8 человека. 7. Численность водительского состава на ЦРБ определяется из выражения:  а = 3,5 – если боевой расчет состоит из 3 караулов а = 4,5 –если боевой расчет состоит из 4 караулов. Принимаем а=4,5.  Площадь, занятая расчетным числом единиц технологического оборудования на ЦРБ, определяется по формуле:  где: К – коэффициент плотности размещения оборудования; Х0 – площадь технологического оборудования; Численные данные К и  приведены в методических рекомендациях. приведены в методических рекомендациях.Ванная для отмочки рукавов  Рукавомоечная машина  Агрегат АИСТ  Накопительная катушка Станок для смотки рукавов Станок для навязки соединительных головок Верстак для ремонта рукавов  Станок заточной  Станок шероховальный Станок сверлильный Стеллаж для хранения рукавов  Тележка ручная  Шкаф инструментальный    где:  - суммарная площадь оборудования; - суммарная площадь оборудования; - площадь для размещения одного рукавного автомобиля для доставки и обмена рукавов, 30 м2. Число ПА = 2 шт. - площадь для размещения одного рукавного автомобиля для доставки и обмена рукавов, 30 м2. Число ПА = 2 шт. | |||||||||||||||||||||||||||||||||||||||||||||