«Разработка технологического процесса сварки изделия «Парковая урна»».. технологический процесс сварки изделия парковая урна. Разработка технологического процесса сварки изделия Парковая урна
 Скачать 1.91 Mb. Скачать 1.91 Mb.
|

2 мм; два листа металла толщиной квадратный профиль для стойки 2х2; сварочное устройство; небольшая болгарка; измерительный инструмент; столярный угольник. 1.2 Выбор оборудования При изготовлении данной конструкции можно использовать различные виды сварки: ручная дуговая сварка покрытым электродом полуавтоматическая сварка в защитных газах газовая сварка Для изготовления конструкции урны я использую ручную дуговую сварку покрытым электродом. В качестве источника питания сварочной дуги использовался - Сварочный инвертор Wert SWI 190  рис.5 рис.5Удобный и практичный дизайн.
Угловая шлифмашина (ушм или болгарки) предназначены для резки твердых материалов. С помощью угловой шлифовальной машины, можно производить демонтаж металлических конструкций (резать металл и другие сплавы), очищать поверхность и, конечно же, шлифовать. Угловая шлифмашина Makita GA 9020 - инструмент высокой мощности, предназначенный для резки и шлифовки твердых металлов, камня и кирпича. Специальная защита от пыли помогает сохранить рабочие части шлифмашины в хорошем состоянии и продлить срок службы инструмента. Блокировка шпинделя обеспечивает быструю и безопасную смену оснастки. Техническая характеристика УШМ Использовал для работы следующие инструменты: Электрододержатель (ГОСТ 14651 - 69) от которого зависит производительность и безопасность труда. Электрододержатель предназначен для крепления, подвода к нему сварочного тока и манипулирования электродом при сварке. Электрододержатель должен быть по возможности легким, обеспечивать хороший электрический контакт, позволять вести работу без приложения сварщиком длительного усилия. Кроме того, электрододержатель должен обеспечивать надежное крепление электрода в различных положениях, чтобы исключить возможность изгиба последнего при сварке в труднодоступных местах. Сварочные провода по которым ток от силовой сети подводится к сварочному аппарату (марки КРПТ) от сварочных аппаратов к местам работы, сварочный ток поступает по гибкому проводу марки ПРГ, АПР, или ПРГД с резиновой изоляцией. Я использую комплект кабеля электрододержателя СКР-25 в сборе ( медь, до 250 А) (3 м) Вес, кг 1.4 Диаметр электрода, мм 1,6-4,0 Страна-производитель Россия Номинальный сварочный ток, 200 А Максимальный сварочный ток 250 А К принадлежностям сварщика относятся: стальная щётка применяемая для зачистки металла от грязи, ржавчины перед сваркой и шлака после сварки. молоток с заострённым концом для отбивки шлака со сварочных швов и для поставки личного клейма. зубило для вырубки дефектных мест сварного шва. для замера геометрического размеров швов, применил набор шаблонов. Также я использовал некоторыми измерительными инструментами (линейка, рулетка). Для проверки углов используется угольник. Щиток или маска применяется для предохранения глаз и кожи лица сварщика от вредного влияния инфракрасного излучения и брызг металла. 1.3 Выбор сварочных материалов Сварочные работы при изготовлении урны я выполняю при помощи ручной дуговой сварки покрытыми электродами. Электрод относится к сварочным материалам. Электродом для дуговой сварки называют металлический стержень, предназначенный для подвода тока к сварочной дуге, и представляющий собой стержень круглого сечения различного диаметра и длины на поверхности которого опрессовыванием или окунанием нанесено покрытие. Электродные покрытия создают при сварке защиту от кислорода и азота воздуха расплавленного металла в процессе переноса его и в самой сварочной ванне, а также стабилизируют горение дуги, очищают металл сварочной ванны от вредных примесей и легируют металл шва для улучшения его свойств. Качество сварного шва зависит от правильно выбранных показателей режимов сварки, силы сварочного тока и угла наклона электрода. Угол наклона электрода сварщик регулирует за счет формирования шва, а сила сварочного тока выбирается от диаметра электрода и пространственного положения шва. Используемые материалы хорошо свариваются без образования закалочных структур и трещин в широком диапазоне режимов, толщины и конструктивных форм, потому сварку забора я буду производить электродами марки ОЗС-12, так как электроды имеют рутилловое покрытие. Это покрытие меньше наносит вред дыхательным путям сварщика. Э46-ОЗС-12-4-УД ГОСТ 9466-75 И-432-Р-26 Э46 - тип электрода ОЗС-12 - марка электрода 3 - диаметр электрода3мм У - для сварки углеродистых и низкоуглеродистых сталей временным сопротивлением 600 МПа. Д-толстое покрытие Е-432 - указывает характеристику наплавки металла Р - рутиловое покрытие 2 - швы выполняются во всех пространственных положениях 6 - для сварки на переменном и постоянном токе обратной полярности. Данные электроды имеют рутиловое покрытие. В состав рутилового покрытия входят: природные минералы рутила, карбонат кальция, магния и ферромарганец. Содержание углерода в металле шва зависит от присутствия в покрытии электрода органического вещества. Электроды этой группы при сборке мало склонны к образованию пор. При изменении длины дуги или по окисленным поверхностям, а также по металлу наплавленному ранее. Электродами с рутиловым покрытием можно сварить изделие во всех пространственных положениях, как переменным, так и постоянным током. 1.3 Выбор режима сварки Выбор режима ручной дуговой сварки часто сводится к определению диаметра электрода и силы сварочного тока. Скорость сварки и напряжение на дуге устанавливается самим сварщиком в зависимости от вида сварного соединения, марки стали, положения шва в пространстве и. т.д. Диаметр электрода выбирается в зависимости от толщины свариваемого металла, вида сварного соединения, типа шва и. т.д. При сварке встык толщиной до 4 мм в нижнем положении диаметр электрода берется равным толщине свариваемой стали. При сварке стали большей толщины применяют электроды диаметром 4-6 мм при условии обеспечения полной возможности провара металла соединяемых деталей и правильного формирования шва. Применение электродов диаметром более 6 мм ограничивается вследствие большей массы электрода и электродержателя, кроме того прочность сварных соединений выполняемых электродами больших диаметров, снижается за счет возможного нагрева в корне шва и большой столбчатой микроструктуры металла и шва. Марка метала или сплава: сталь 3 Таблица 1.1 - Химический состав и механические свойства стали 3
Определение класса свариваемости. Ст3-низкоуглеродистая содержит углерода до 0,22%, относится к 1 классу свариваемости, т.е. сваривается хорошо в любых условиях. Основные показатели: диаметр электрода - с1эл, мм сила сварочного тока - ICB, А I св =K*d, где «к»- коэффициент, зависящий от диаметра электрода напряжение дуги - Uд , В; напряжение дуги равно 18-28 В безопасное и достаточное для устойчивого горения дуги. скорость сварки - V м/ч Дополнительные показатели: -тип электрода -марка электрода -род и полярность тока - постоянный и переменный -температура подогрева и режим термообработки а) Выбор основных показателей. Выбор диаметра электрода. 1. При сварке листов толщиной до 4мм диаметр электрода равен толщине металла. Сварку труб рекомендуют выполнять в несколько проходов. 2. При сварке листов большей толщины применяются электроды диаметра 5- 6мм или многослойную сварку электродами меньших диаметров 3. Диаметр электрода больше 6мм для ручной дуговой сварки не применяется 4. При сварке вертикальных швов диаметр электрода не более 4мм (реже 5мм) 5. При сварке потолочных швов диаметр электрода не более 4мм 6. При сварке многослойных швов первый слой варится меньшим диаметром, чем последующие. Сварку урны буду производить электродами d 3 мм т.к. толщина стенки листовых заготовок и профиля 3 мм, Ток выбирается в зависимости от диаметра электрода. Толщина металла: 3 мм Основные показатели сварки Б) Выбор силы сварочного тока. Сила сварочного тока зависит от диаметра электрода, от химического состава основного металла и от положения в пространстве. Так как для dэл=3 К=30, dэл=4 К=45Ток определяется по формуле: IСИ = К • d =3-30=90 (А) Таблица 2.4 - Сила тока
Относительно малый сварочный ток ведет к неустойчивому горению дуги, не провару и малой производительности. Чрезмерно большой ток ведет к сильному нагреву электрода при сварке, увеличению скорости плавления электрода и не провару, повышенному разбрызгиванию электродного материала и ухудшению формирования шва. При выполнении вертикальных и горизонтальных швов ток должен быть уменьшен для сварки в нижнем положении примерно на 10-15% с тем, чтобы жидкий металл не вытекал из сварочной ванны. Сила сварочного тока 90А 1.4 Разработка технологической схемы сборки и сварки 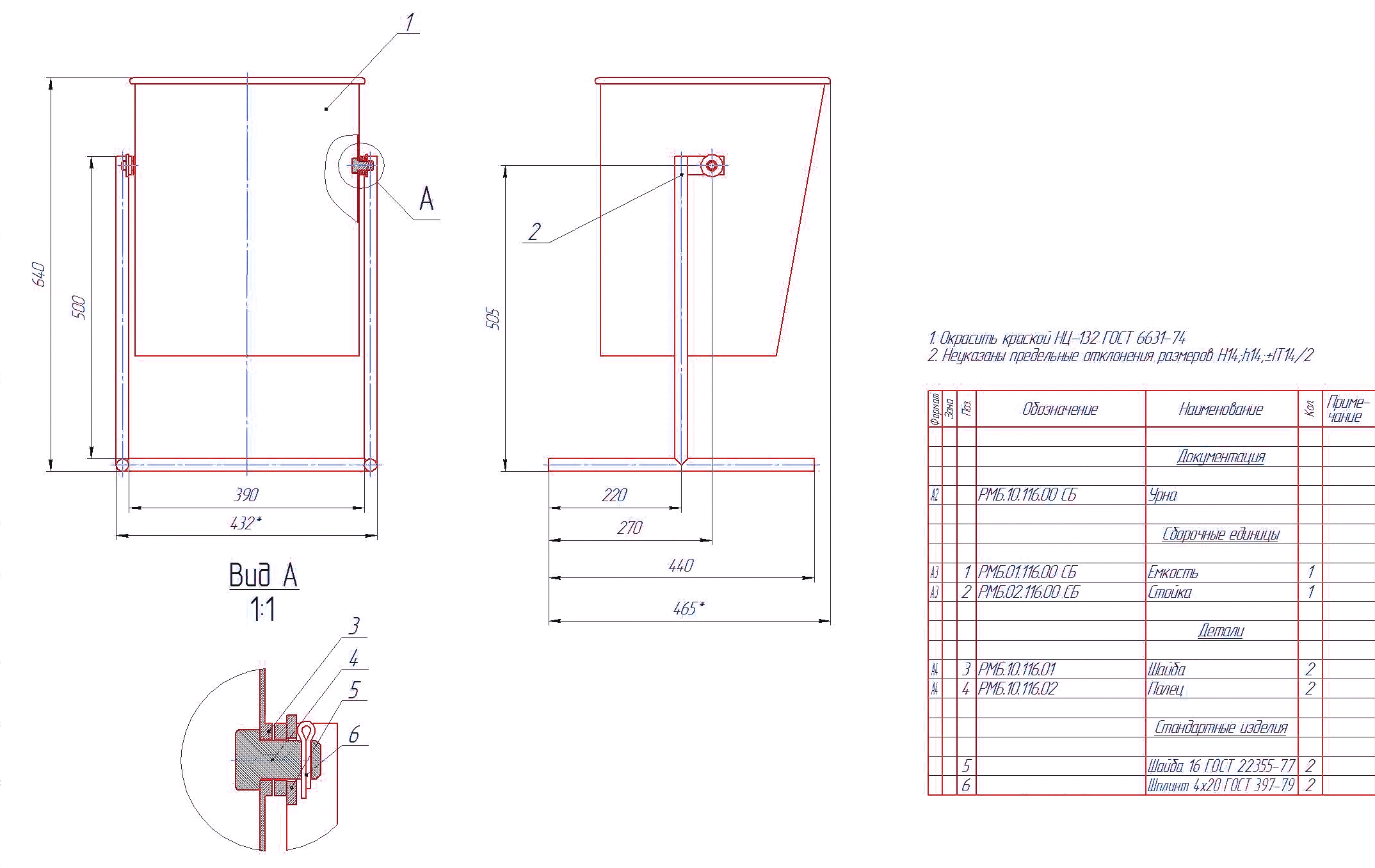 рис.5 рис.5 Чертеж с помощью маркера переносится на лист металла, заготовка вырезается по контуру. Полученная развертка сгибается в 3 местах (по схеме), зона стыка сваривается аппаратом. Треугольные края заготовки нужно загнуть к центру до получения правильного конуса, стыки так же сваривают. В нижней части конструкции необходимо укрепить подставку: она нужна для удобства опустошения урны. Подставка делается из металлического профиля: из него вырезаются и свариваются 2 Т-образные детали. На дне мусорного бака и верхней части буквы “Т” каждой детали просверливаются по 4 отверстия, изделия плотно стыкуют и соединяют с помощью болта и гайки. Готовый контейнер зачищается наждачной бумагой. Для защиты стыков ножек и урны рекомендуется применять медную или графитовую смазку. Вырезаются необходимые комплектующие, то есть заготовки. Для этого используют болгарку.  Рис.6 Рис.6Зачищаю от ржавчины шлифовальной шкуркой. Формируется короб урны и ножки, собираем на прихватках. Зачищаю, поверяю и обвариваю всю конструкцию со всех сторон, зачищают болгаркой. Далее собранный ранее короб сверлятся отверстия для установки поворотного механизма. Обваривают всю конструкцию со всех сторон, зачищают болгаркой. Размечаю место для сварки ножек и на внутренних боковых стенках закрепляются крепления для ножек. Они привариваются с двух сторон.  рис.7 рис.71.8 Контроль качества изделия После сварки надо провести контроль качества сварных соединений, визуально. В него входят такие показатели как: ширина, высота и шероховатость (чешуйчатость) шва. При ВИК Использовал набор инструментов   рис.8 рис.8Так же в соединениях не должно быть никаких дефектов. При больших порах обваривают эти места еще раз. Теперь можно немного зачистить неровности стыков, не нарушая шов. Окрашиваю готовую конструкцию краской из баллончика. 2.Охрана труда. 2.1 Негативные факторы сварочного производства При выполнении электросварочных работ возникают следующие опасные и вредные производственные факторы: - повышенная запыленность и загазованность воздуха рабочей зоны; - ультрафиолетовое, видимое и инфракрасное излучение сварочной дуги; - электромагнитные поля; - искры и брызги, выбросы расплавленного шлака и металла. При отсутствии защиты возможны следующие воздействия на людей: - поражение органов зрения (воспаление, электроофтальмия, катаракта и т.п.); - ожоги кожных покровов; - поражение электрическим током; - отравление продуктами сварки. Возникновение пожаров и взрывов при нарушении требований безопасности. Для обеспечения безопасного производства работ электросварщики должны обеспечиваться средствами индивидуальной защиты, в число которых входят брезентовый костюм с огнезащитной пропиткой, ботинки и рукавицы (перчатки). Спецодежда и рукавицы должны быть сухими, без следов масла. Для защиты лица и глаз электросварщики должны обеспечиваться защитными шлемами или щитками и специальными светофильтрами в зависимости от силы сварочного тока. Вспомогательные рабочие также должны быть обеспечены светофильтрами: при работе в цехах - типа В-2; на открытых площадках - типа В-3 или Г. При выполнении сварочных работ в условиях повышенной опасности, в том числе в сырых помещениях, электросварщики дополнительно должны обеспечиваться диэлектрическими перчатками, галошами и резиновыми ковриками. Сварочные посты должны быть оборудованы местной вентиляцией. Сварка внутри замкнутых пространств (цистерн, резервуаров, баков и т.п.) без вентиляции не разрешается, женщины к таким работам не допускаются. Исходя из негативного воздействия продуктов сварки на людей, при выборе предпочтение следует отдавать тем электродам, при плавлении которых выделяется наименьшее количество сварочного аэрозоля. Электросварочные работы, так и газосварочные, могут выполняться на установках и оборудовании, отвечающим требованиям безопасности, изложенным в государственных стандартах, Правилах устройства электроустановок, строительных нормах и правилах. Здесь главный опасный фактор - это возможное поражение людей электрическим током от самих сварочных установок при отсутствии на них или неисправности элементов защиты: световой сигнализации, защитного заземления, ограждения токоведущих частей и т.п. Поэтому в организации назначаются приказом лица, ответственные за исправное состояние этих установок из числа инженерно-технических работников. Требования безопасности, предъявляемые к электросварочным установкам, следующие. Питание электрической дуги разрешается производить только от сварочных трансформаторов, генераторов и выпрямителей. Непосредственное питание сварочной дуги от силовой, осветительной и контактной сети не допускается. Сварочное оборудование (трансформаторы, генераторы и др.) подключать к силовой сети и отключать от нее необходимо с помощью контактора или специального выключателя. На участках, где применяются передвижные электросварочные установки, устанавливаются рубильники закрытого типа, предназначенные для подключения сварочных агрегатов. Длина между питающей сетью и передвижным сварочным агрегатом не должна превышать 10 м. Для подвода сварочного тока к электродержателям необходимо применять изолированные гибкие кабели, рассчитанные на надежную работу при максимальных электрических нагрузках. Сечение проводов выбирается в зависимости от силы сварочного тока. Металлические части электросварочного оборудования, не находящиеся под напряжением, а также свариваемые изделия и конструкции на все время сварки должны быть заземлены. Перед проведением электросварочных работ на машинах, имеющих резиновые колеса, машину, а также корпус переносного трансформатора необходимо надежно заземлять. При выполнении электросварочных работ в условиях повышенной опасности заземляют металлические части оборудования и зажим вторичной обмотки трансформатора, идущий к свариваемому изделию, чтобы не нарушалось заземление при пробое изоляции обмоток сварочного агрегата. При этом к клемме обратного провода присоединяется отдельный заземляющий провод, второй конец которого закрепляется к контуру заземления. Запрещается использовать провода сети заземления, трубы санитарно-технических сетей (водопровод, газопровод и др.), металлические конструкции зданий, технологическое оборудование в качестве обратного провода электросварки (п. 9.36 СНиП 12-03-2001). Для безопасного ведения электросварочных работ применяется устройство автоматического отключения напряжения холостого хода. Оно позволяет при разрыве электрической дуги создать в цепи безопасное напряжение - 12 В. Подключение и отключение от сети электросварочных агрегатов, наблюдение за их исправным состоянием в процессе эксплуатации должны осуществляться аттестованными электромонтерами. При выполнении временных электро- и газосварочных работ необходимо подготовить рабочее место или площадку, т.е. очистить от мусора, оснастить средствами пожаротушения, обеспечить плотный контакт обратного провода от сварочной установки (агрегата) со свариваемой конструкцией или её деталями. Обратный провод должен иметь надёжную изоляцию для исключения возникновения напряжения шага на поверхности земли или токопроводящего пола. Если работы выполняются на высоте, то рабочее место должно иметь ограждение. Вблизи рабочего места или площадки, на которых выполняются эти работы, не должны находиться посторонние люди. При резке элементов конструкций должны быть приняты меры против случайного обрушения отрезанных элементов. При выполнении работ на аппаратах, сосудах, содержащих горючие или вредные газы или электротехнических установках необходимо предварительно получить разрешение от эксплуатирующей организации и оформить наряд-допуск. ЗАКЛЮЧЕНИЕ В письменной экзаменационной работе представлена разработка технологического процесса изготовления Парковой урны . В ходе работы цель и задачи решены. Изучены основы сварки и резки металла, освоена технология сварки листового металла , включая подбор сварочных материалов, оборудования, режима сварки, контроль качеств сварных швов. Полученные в ходе выполнения данной работы знания и навыки пригодятся в будущей профессиональной деятельности Список использованных источников 1. В.М. Рыбаков "Дуговая и газовая сварка", М.: Высшая школа, 2020-207с. 2. А. А. Николаев, А.И. Герасименко "Электрогазосварщик" Ростов - на - Дону.: Феникс, 2015 - 383 с. 3. Г. Г. Чернышов "Сварочное дело. Сварка и резка металлов", М.: Проф Обр Издат, 2012 - 494 с. 4. В. В. Степанов "Справочник сварщик", М.: Машиностроение, 1982 - 560 с. 5. Сайт интернета http://taina-svarki.ru/ http://fb.ru/ https://ru.wikipedia.org/ | ||||||||||||||||||||||||||||||||||||||||||


 рис.3
рис.3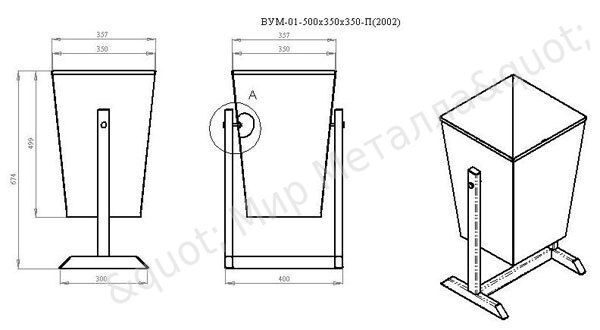 рис.4
рис.4