Разработка технологии сборки и сварки кожухотрубчатого теплообменника этанолвода с внутренним диаметром 2390мм, длиной цилиндрической части 6450 мм, толщиной стенки 52мм из биметалла 10Х2М1 05Х20Н32Т
 Скачать 2.48 Mb. Скачать 2.48 Mb.
|

АннотацияЗадачей данного курсового проекта являлась разработка технологии сборки и сварки кожухотрубчатого теплообменника этанол-вода с внутренним диаметром 2390 мм, длиной цилиндрической части 6450 мм, толщиной стенки 52 мм из биметалла 10Х2М1+05Х20Н32Т. В проекте описаны характеристики изделия и условия его работы, характеристика материалов, заготовительные операции, сборочные и сварочные операции. Курсовой проект содержит 77 листов пояснительной записки, графическую часть, 4 листа приложения и 14 листов маршрутных карт. Введение В настоящее время проблема с коррозией, возникающей при производстве и хранении различных продуктов нефтехимической промышленности, находится в том же значимом положении, как и в самой ранней стадии промышленного развития. Так как появляются новые активные среды, которые требуют разработок новых технологий по их контролированию. В зависимости от назначения, чаще всего по протекающему технологическому процессу, химические аппараты называются: реактор, теплообменник, испаритель, конденсатор и т. д. Одним из широко распространенных технологических процессов получения такой аппаратуры является сварка. Хотя сварка является ведущим технологическим процессом изготовления металлических конструкций, однако, значительная часть общей трудоемкости производства сварного изделия приходится на заготовительные, сборочные и отделочные операции. Отсюда следует, что обеспечение реальной интенсивности производства сварных конструкций возможно только на основе комплексной механизации и автоматизации всех основных и вспомогательных операций. 1. Общие сведенияКожухотрубчатый теплообменник – это рекуперативный агрегат, предназначенный для передачи тепла между такими теплоносителями и охлаждаемыми/подогреваемыми средами, как вода-вода и пар-вода. 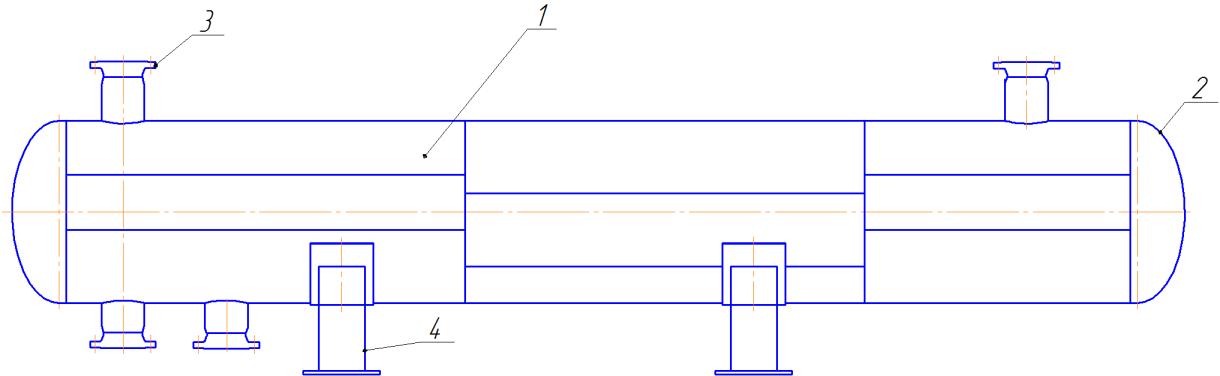 Рисунок 1. Общий вид кожухотрубчатого теплообменника. 1 – цилиндрическая часть; 2 – днища; 3 – штуцера; 4 – опора.  1.1 Характеристика и условия его работы1.Аппарат подлежит действию федеральных норм и правил в области промыщленной безопасности «Правилам промышленной безопасности опасных производственных объектов на которых используется оборудование работающие под избыточным давлением». 2. Технические требования по ГОСТ 31842-2012, ГОСТ 34347-2017. 3. Материалы основных элементов аппарата. Днища – сталь 10Х2М1+05Х20Н32Т(толщина 46+6мм); Корпус – сталь 10Х2М1+05Х20Н32Т(толщина 46+6мм); Штуцера – сталь 10Х2М1+05Х20Н32Т(толщина 18+4мм); Опора – сталь 10Х2М1(подкладное кольцо толщина 25мм), сталь 09Г2С(основание опоры, ребра жесткости, гнутая стойка (толщина 25мм)). 4. Основные сварочные материалы: Сварочная проволока для автоматической сварки под слоем флюса– Cв-04ХМА Ø4мм (для сварки основного слоя); Сварочная проволока для полуавтоматической сварки в смеси защитных газов – Cв-04ХМА Ø1,2; Сварочная проволока для автоматической сварки под слоем флюса – OK Autrod 309L Ø4мм (для сварки переходного слоя); Сварочная проволока для полуавтоматической сварки в смеси защитных газов – OK Autrod 309L Ø1,2мм; Сварочная проволока для автоматической сварки под слоем флюса – OK Autrod 385 Ø4мм (для сварки плакирующего слоя); Сварочная проволока для полуавтоматической сварки в смеси защитных газов – OK Autrod 385 Ø1,2мм; Сварочный флюс для автоматической сварки – ОК 10.71 (для сварки основного слоя); Сварочный флюс для автоматической сварки – ОК 10.93 (для сварки переходного и плакирующего слоя). Сварочная проволока для полуавтоматической сварки в смеси защитных газов – Св-08Г2С Ø1,2мм (для сварки опоры). Защитный газ – газовая смесь, содержащая в качестве основного газа Ar80%, в качестве компонента 20%СО2. 4. Допускается замена марок основных и сварочных материалов, матераилами свойства которых не ухудшают качество деталей и изделия в целом. При этом произведенный замены отображаются в паспорте и подтверждаются расчетом. 5. Нормы оценки качества сварных соединений принять по ГОСТ 34347-2017 |