Разработка технологии сборки и сварки кожухотрубчатого теплообменника этанолвода с внутренним диаметром 2390мм, длиной цилиндрической части 6450 мм, толщиной стенки 52мм из биметалла 10Х2М1 05Х20Н32Т
 Скачать 2.48 Mb. Скачать 2.48 Mb.
|

2.8 Формирование днищаГотовые к сварке части днищ получаются после вырезки их из проката и гибки. Гибку проводят двумя способами: штамповкой и фланжированием. Штамповку применяют для гибки перлитной стали толщиной от 10-13 мм, как правило в холодном состоянии. Фланжирование – это комбинированная операция штамповки центральной части заготовки и обкатка роликами периферийной её части для образования эллиптических или коробовых днищ. Фланжирование производится на ротационных прессах и только в горячем состоянии при температуре заготовки 1100-1200оС. Нагретая заготовка манипулятором подаётся на матрицу пресса, центрируется и с помощью пуансона штампуется центральная часть днища, затем заготовка начинает вращение и осуществляется формовка переферийной части днища. 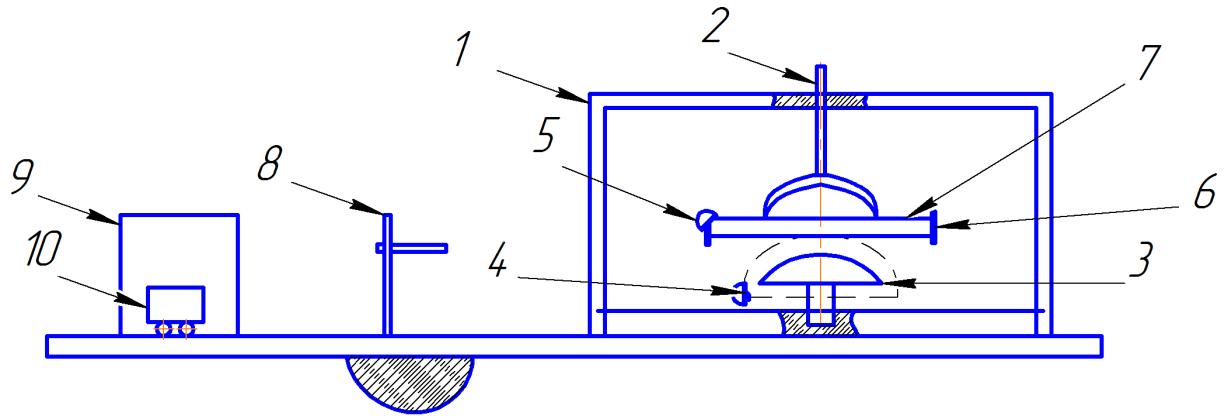 Рисунок 2.10 – Схема ротационного пресса 1 – Портал ротационного пресса 2 – Пуансон с гидроцилиндром 3 – Матрица с приводом вращения 4 – Опорный ролик 5 – Формирующий ролик. 6 – Центрирующие ролики 7 – Заготовка днища 8 – Манипулятор 9 – Печь 10 – Под печи для подачи заготовки. 2.9 Подготовка кромок под сварку Продольные и кольцевые стыки обечаек, а также стыки днищ будут свариваться автоматической дуговой сваркой под флюсом. Для сварки толщиной 52 мм наиболее предпочтительна по ГОСТ 16098-80 разделка С14. Параметры разделки кромок с указанием допусков приведены на рисунке 13. 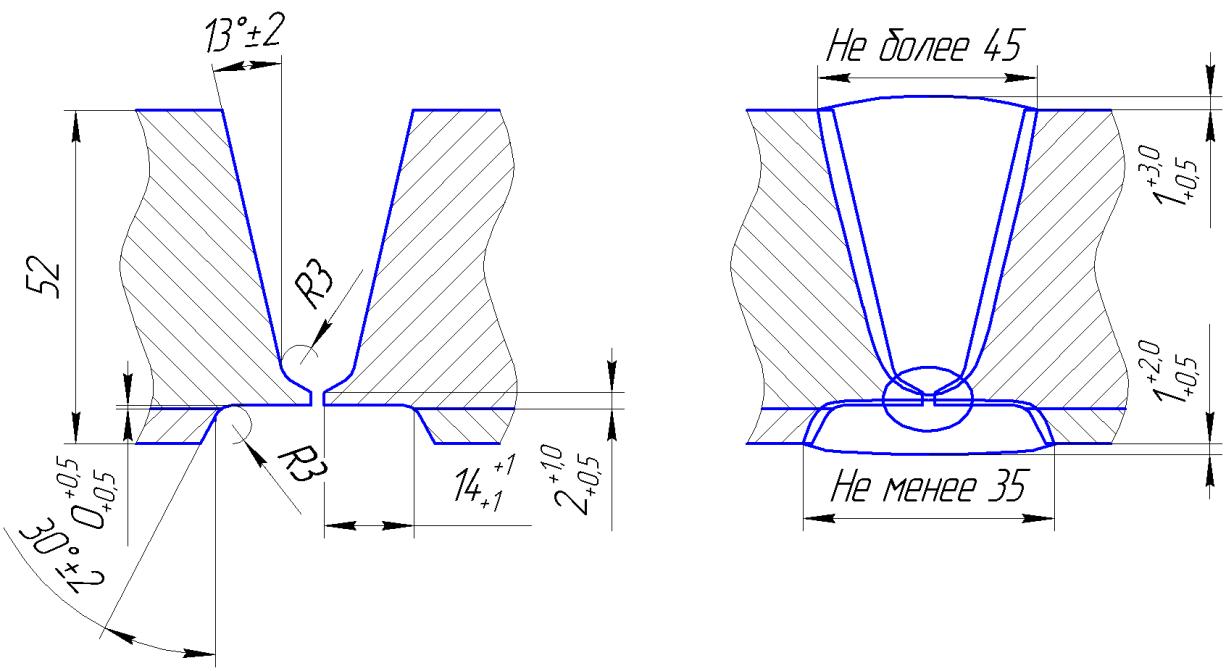 Рисунок 2.11 – Конструктивные элементы подготовленных кромок свариваемых деталей и сварного шва. Разделка кромок позволяет вести сварку отдельными слоями небольшого сечения, что улучшает структуру сварного соединения и уменьшает возникновение сварочных напряжений и деформаций. Зазор, правильно установленный перед сваркой, позволяет обеспечить полный провар по сечению соединения при наложении первого (корневого) слоя шва, если подобран соответствующий режим сварки. Длиной скоса листа регулируется плавный переход от толстой свариваемой детали к более тонкой, устраняются концентраторы напряжений в сварных конструкциях. Притупление кромок выполняется для обеспечения устойчивого ведения процесса сварки при выполнении корневого слоя шва. Отсутствие притупления способствует образованию прожогов при сварке. 2.10 Требования к изготовлениюОсновные требования к изготовлению по ГОСТ 31842-2012 «Нефтяная и газовая промышленность. Теплообменники кожухотрубчатые» и ГОСТ 34347-2017 «Сосуды и аппараты стальные сварные»  3 Проектирование сборочных операций 3 Проектирование сборочных операцийСборочная операция – это операция для обеспечения точного сопряжения собираемых деталей перед сваркой, исключающая появление изгибающих моментов, не учитываемых расчетом. Для сосудов, работающих под давлением, имеющих эллиптические днища, ответственными за прочность конструкции являются продольные стыки обечаек и швы заготовок днищ. Технологический процесс сборки независимо от способа производства должен удовлетворять требованиям: соблюдение требуемой последовательности сборки и сварки; применение необходимого инструмента и приспособлений, повышающих производительность труда; проведение пооперационного контроля качества сборки; соблюдение допусков на размеры конструкции; соблюдение правил техники безопасности. 3.1 Сборка продольных стыков обечаек Сборку продольных стыков обечаек будем производить на роликовом стенде HGZ 20(Рисунок 3.2). При сварочных работах на изделиях цилиндрической формы, часто возникает необходимость создания сварного шва вдоль всей окружности. При больших размерах подобных изделий (например, цистерны или котлы), появляется необходимость их вращения в процессе обработки. Роликовые опоры с плавной регулировкой решают эту проблему, позволяя придавать плавное вращательное движение с постоянной скоростью цилиндрическим изделиям практически любого размера. При использовании роликов изделие будет надежно закреплено и, вместе с тем, оно будет вращаться с удобной для работы скоростью без усилий со стороны работника. Плавное регулирование скорости позволяет совершать различные работы без остановки и перенастройки роликов. Также это устройство способно работать в паре с автоматической сваркой, так как обеспечивает скорость вращения, которая подойдет для автоматического сварочного аппарата любого типа. Технические данные стенда приведены в таблице 3.1. 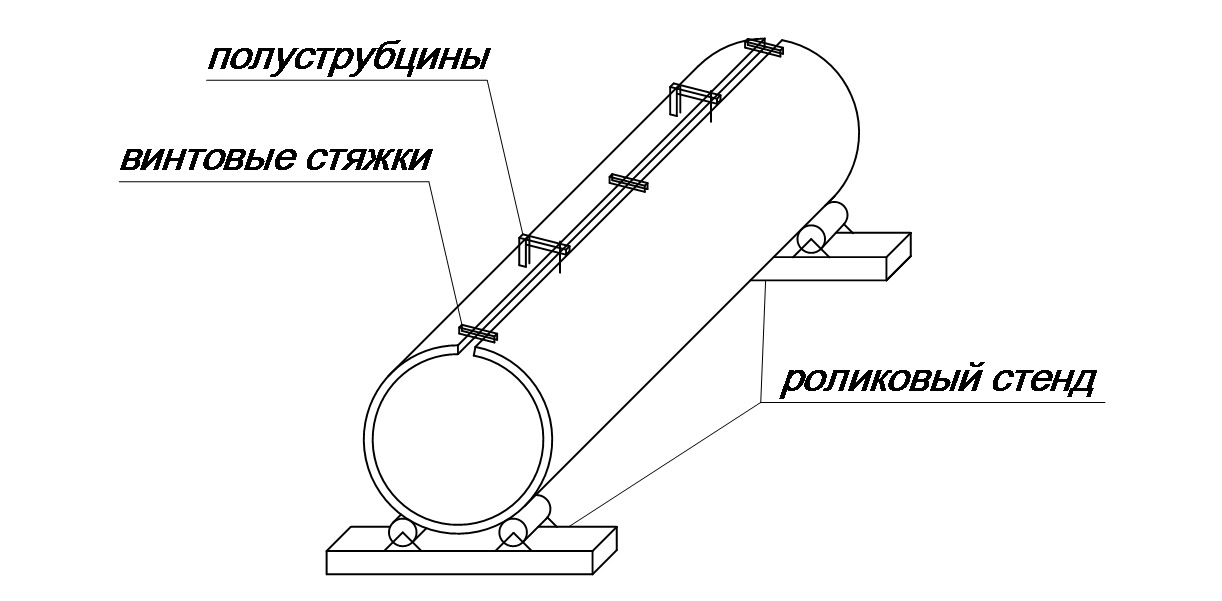 Рисунок 3.1 – Схема сборки обечайки по продольному стыку 1 – Собираемая обечайка 2 – Стяжка 3 – Полуструбцина Таблица 3.1 – Техническая характеристика роликового стенда HGZ 20
Сборку производим в следующей последовательности: Обечайка устанавливается на роликовый стенд Установим требуемый зазор в стыке при помощи винтовых стяжек. Стяжки разместим по обеим сторонам обечайки и по центру с шагом 450 мм между стяжкой и полуструбциной, зазор в стыке b=0+2 мм. Величину зазора в стыке будем контролировать с помощью специальных щупов или калиброванной закаленной стальной проволоки. Выставив минимальное превышение кромок в стыке, не более допустимого при помощи полуструбцин, расположенных в местах, где превышение кромок максимально. Максимально допустимое превышение кромок составляет 2,2 мм. Произведем прихватку стыка ESAB Warrior 500i . Приварим вводные, выводные планки и контрольную пластину. Удаляем полуструбцины и винтовые стяжки пневмозубилом, места их установки зачищаем. Далее заготовку подаем на сварку продольного стыка. |