ПРАКТИКУМ ПО РАЗДЕЛУ ТКМ. Резанием
 Скачать 5.41 Mb. Скачать 5.41 Mb.
|

Содержание отчета о работе:Номер и название работы. Цель работы. Задание. Оборудование для выполнения работы. Общие сведения. Задание преподавателя - уравнения кинематических цепей главного движения и подач одного из металлорежущих станков. Контрольные вопросы:Из каких основных узлов состоит металлорежущий станок? Что называется приводом металлорежущего станка? Перечислите основные виды передач, применяемых в станках. Что называется передаточным отношением? Дайте определение и укажите основное назначение кинематической схемы. Чему равно передаточное отношение кинематической цепи? Какие движения относятся к движению резания? Какие движения называются вспомогательными движениями? Перечислите классы станков по степени точности обработки. Какие передачи применяются в металлорежущих станках для пре- образования вращательного движения в поступательное движение? Лабораторнаяработа№7 ИЗУЧЕНИЕ КОНСТРУКЦИИ И КИНЕМАТИКИ ТОКАРНО-ВИНТОРЕЗНОГОСТАНКА Цель работы: Изучить конструкцию и кинематику токарно-винторезного станка и получить практические навыки по его применению. Задание: 1. Изучить устройство, работу и органы управления токарно-винторезного станка 1К62. Изучить кинематическую схему станка. Составить уравнения кинематических цепей заданных частот враще- ния шпинделя и подач (по указанию преподавателя). Оборудование для выполнения работы:Токарно-винторезный станок 1К62. Кинематическая схема токарно-винторезного станка 1К62. Общие сведенияБольшинство деталей машин представляют собой тела вращения, в свя- зи, с чем их наиболее удобно обрабатывать на станках токарной группы. Этим определяется широкое применение данных станков в машиностроении (до 40 % общего количества станочного парка заводов). В зависимости от масштаба производства, конфигурации, размеров и массы деталей для их обработки иcпользуют токарные станки различных типов (автоматы и полу- автоматы, револьверные, карусельные, токарно-винторезные и др.). Токарные станки предназначены для обработки наружных и внутрен- них поверхностей вращения (цилиндрических, конических и фасонных), подрезания торцов, нарезания резьбы и некоторых других работ. Основным режущим инструментом на токарных станках служат резцы. Для обработки отверстий используют также сверла, зенкеры, развертки. Для нарезания резьбы применяют метчики и плашки. Главное движение резания на всех станках токарной группы — враще- ние заготовки. Движение подачи сообщается режущему инструменту. В большинстве случаев это прямолинейное перемещение инструмента. Иногда инструмент перемещается по более сложной траектории. Токарно-винторезные станки предназначены для выполнения всех ос- новных токарных работ в условиях единичного и мелкосерийного производ- ства. Основные сборочные единицы токарно-винторезного станка (рис. 1): А - гитара сменных колес, Б - передняя бабка, В - суппорт, Г - задняя бабка, Д- шкаф с электрооборудованием, Е - привод быстрых перемещений суппорта, Ж - фартук, З - станина, И - коробка подач, К – поддон для сбора охлажда- ющей жидкости и стружки. Станина З установлена на двух тумбах. На ней размещены сборочные единицы станка. Обычно станины изготовляют из серого чугуна. На верхней части станины находятся направляющие, по которым перемещаются суппорт В и задняя бабка Г. Передняя бабка Б неподвижно закреплена на станине и содержит коробку скоростей, предназначенную для изменения частоты вра- щения шпинделя. Шпиндель представляет собой пустотелый вал, установ- ленный в подшипниках. Сквозное отверстие шпинделя используют для уста- новки длинных заготовок и выбивания центра. В передней части шпинделя предусмотрены посадочные места для установки патрона или планшайбы. Коническая часть отверстия передней части шпинделя служит для установки центра при обработке длинных заготовок в центрах. Задняя бабка служит для поддержания заготовки при помощи центра, установленного в пиноль задней бабки, а также для установки сверл, зенке- ров, разверток при обработке отверстий и метчиков при нарезании резьб. Заднюю бабку также используют при точении конических поверхностей большой длины. 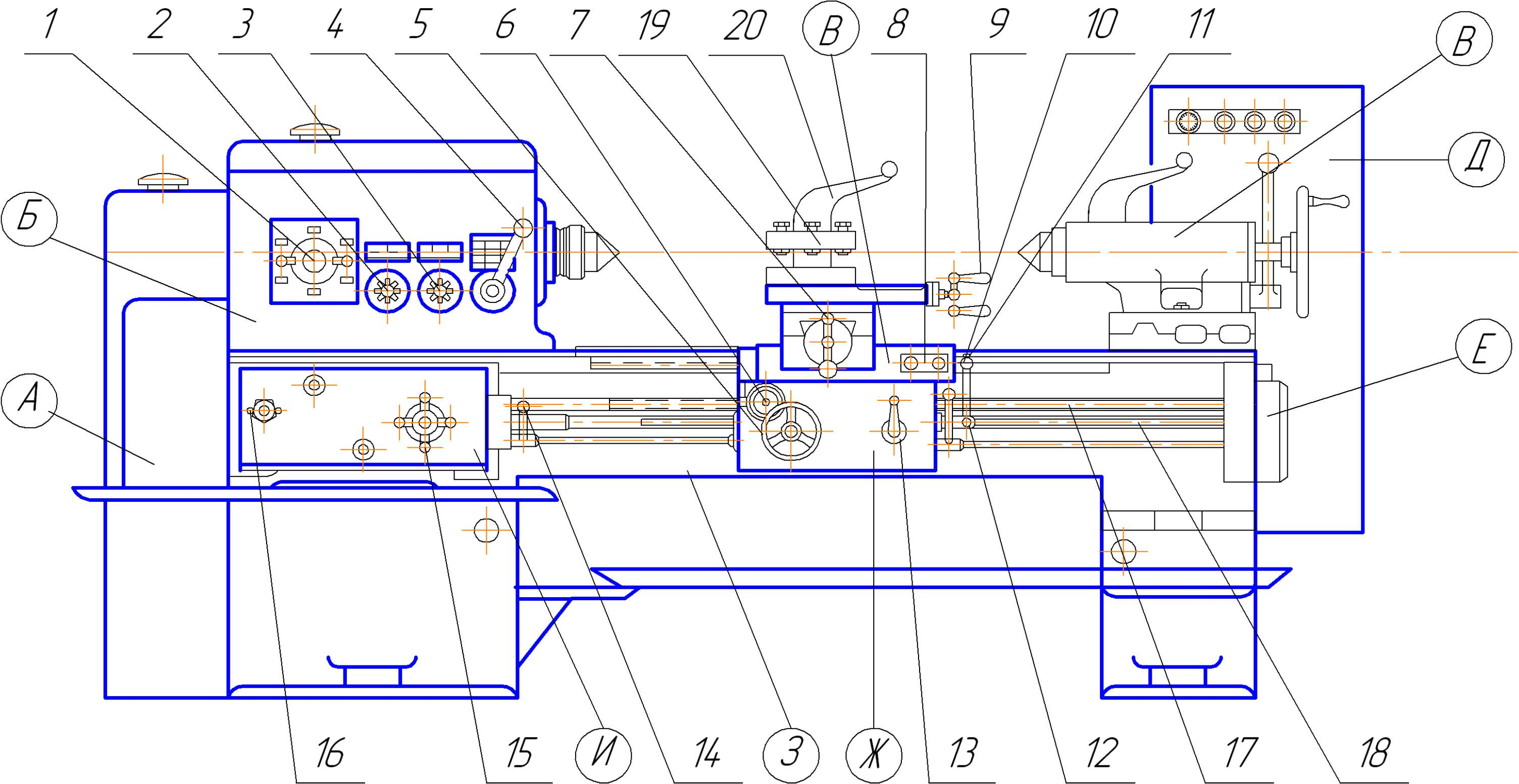 Рисунок 1- Общий вид токарно-винторезного станка модели 1К62 71 Движение от шпинделя через реверсивный механизм и гитару сменных зубчатых колес А передается на валы коробки подач и далее на ходовой вал 18 или ходовой винт 17. Коробка подач И предназначена для изменения по- дачи, суппорт — для закрепления и подачи режущего инструмента. Фар- тук Ж, прикрепленный к нижней части суппорта, служит для размещения механизма преобразования вращательного движения ходового винта или ходового валика в поступательное движение подачи суппорта. Станком управляют посредством рукояток, маховичков: – рукоятка управления коробкой скоростей; - рукоятка для настройки на нормальный или увеличенный шаг резьбы и для деления при нарезании многозаходных резьб; – рукоятка управления реверсивным механизмом для нарезания правых и левых резьб и двукратного увеличения подачи; -рукоятка управления переборами; –маховичок ручного продольного перемещения суппорта; –ползунок с пуговкой для включения и выключения реечной шестерни фартука; –рукоятка ручного поперечного перемещения суппорта; 8 –кнопочная станция; -рукоятка ручного перемещения верхней части суппорта - кнопка включения ускоренных ходов каретки и суппорта; –рукоятка включения, выключения и реверсирования продольной и по- перечной подач суппорта; 12,14 – рукоятки включения, выключения и реверсирования вращения шпинделя 13 – рукоятка включения маточной гайки фартука – рукоятка включения ходового винта или ходового валика; – рукоятки для выбора типа резьбы или подачи, а так же для настройки требуемого шага резьбы или величины подачи; – ходовой винт; – ходовой вал; – резцедержатель; – рукоятка поворота, фиксации и закрепления четырехпозиционного резцедержателя; Токарно-винторезный станок модели 1К62 быстроходный, число оборотов шпинделя в минуту достигает 2000, наряду с этим имеет и крупные подачи до 4,16 мм/об, что позволяет более полно использовать возможности инстру- ментов оснащенных пластинками твердого сплава, и уменьшить машинное время. Заготовка устанавливается в центрах или закрепляется в патроне. В резцедержателе 19 (рис .1) суппорта могут быть закреплены 4 резца. Пово- ротом рукоятки 20 резцедержателя каждый из них может быть установлен в рабочее положение. Инструменты для обработки отверстий устанавливается в пиноле задней бабки. В станке модели 1К62 коробка скоростей и коробка подач имеют двухру- кояточное управление с наглядными шкалами. Включение механической по- дачи суппорта в любом направлении производятся одной мнемонической ру- кояткой. В станке предусмотрена возможность быстрых перемещений суп- порта в продольных и поперечных направлениях. При этом включение быстрых перемещений производится той же мнемонической рукояткой, но с дополнительным нажатием кнопки, расположенной в верхней части рукоят- ки. Закрепление задней бабки на направляющих станины и ее освобождения так же осуществляется одной рукояткой, которая приводит в действие экс- центриковый механизм Станок является универсальным. Предназначен для выполнения разно- образных токарных работ: для нарезания метрической, дюймовой, модуль- ной, правой и левой с нормальным и увеличенным шагом, одно и многоза- ходной резьб, для нарезания торцовых резьб и для копировальных работ (с помощью прилагающегося к станку гидрокопировального устройства). При- меняется в условиях индивидуального и мелкосерийного производства Кинематическая схема (рис.2). На токарных станках предусмотрены ос-. 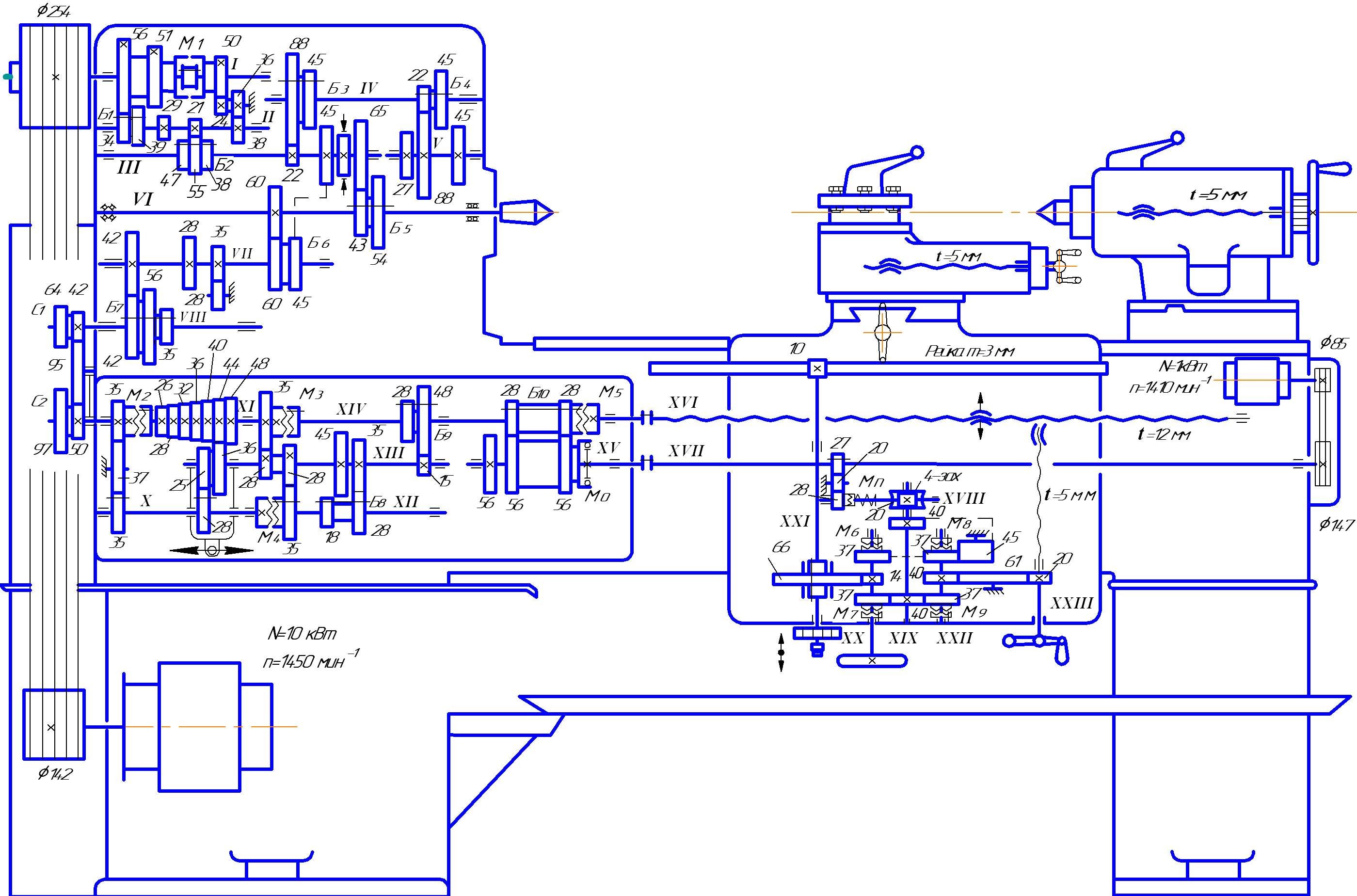 Рисунок 2 – Кинематическая схема станка 1К62 74 новные и вспомогательные движения. Основные движения связаны со сня- тием припуска с заготовки. К ним относятся главное движение и движения подач. Вспомогательные движения: отвод и подвод инструмента, зажим за- готовки, установка инструмента, ускоренные перемещения инструмен- таГлавное движение станка (движение резания) — это вращательное дви- жение заготовки, происходящее с наибольшей скоростью. Оно характеризу- ется частотой вращения. Вращение от электродвигателя мощностью 10 кВт передается клиноременной передачей со шкивами диаметрами 142 и 254 мм валу I коробки скоростей. Многодисковые фрикционы, управляемые муфтой М1служат для включения прямого и обратного ходов шпинделя. При прямом ходе вал II получает вращение через двойной подвижный блок зубчатых колес Б1с двумя различными частотами. Наличие тройного блока зубчатых колес Б2позволяет передавать на вал III шесть различных частот вращения. Далее вращение может быть передано шпинделю либо непосредственно через зубчатые колеса 65-43 при включении двойного бло- ка зубчатых колес Б5 влево (как показано на схеме), либо через перебор, ко- гда блок Б5 включен вправо. В последнем случае вращение валу V от вала IIIпередается двумя двойными подвижными блоками Б3 и Б4, позволяющими получать три различных передаточных отношения — 1, 1/4 и 1/16 (четвертое передаточное отношение совпадает со вторым), и передачей 27-54. Через пе- ребор шпиндель получает 18 различных частот вращения, а всего 24 в диапа- зоне 12,5...2000 мин-1. Станок модели 1К62 практически имеет 23 различные частоты враще- ния шпинделя вследствие малой разности между наибольшей частотой вра- щения шпинделя (660 мин-1), получаемой через перебор, и наименьшей ча- стотой вращения (680 мин-1), получаемой без перебора. При обратном вра- щении шпиндель имеет 12 частот вращения — от 19 до 2420 мин-1. Максимальную частоту вращения шпинделя определяют по кинемати- ческому уравнению: 𝑛 = 1450 ∙ 142 ∙ 0,985 ∙ 56 ∙ 38 ∙ 65 = 2000 мин–1.   max 254 34 38 43 Минимальная частота вращения 𝑛 = 1450 ∙ 142 ∙ 0,985 ∙ 51 ∙ 21 ∙ 22 ∙ 22 ∙ 27 = 12,5 мин–1. min 254 39 55 88 88 54 Движение подачи — это относительное движение инструмента вдоль обрабатываемой поверхности, обеспечивающее совместно с главным движе- нием формообразование детали. Подачу определяют как перемещение ин- струмента относительно детали в процессе обработки за один ее оборот. Движения подач осуществляются от шпинделя через зубчатые колеса 60-60, когда блок Б6 звена увеличения шага находится в крайнем положении (как показано на схеме), или от вала III через зубчатые колеса 45-45, когда блок Б6 перемещен в крайнее правое положение. В последнем случае в зави- симости от передаточного отношения перебора подача и шаг резьбы увели- чиваются в 2,8 или 3,2 раза. При крайнем левом положении тройного подвижного блока зубчатых колес Б7 вращение от вала VII передается валу VIII зубчатыми колесами 42-42с передаточным отношением, равным 1; при среднем положении блока Б7 -зубчатыми колесами 28-56 с передаточным отношением 1/2, а при крайнем правом положении блока Б7изменяется направление вращения, которое в этом случае передается зубчатыми колесами 35-28-35. Валы коробки подач получают вращение от вала VIII через гитару со сменными блоками зубчатых колес С1 и С2. Для нарезания метрических и дюймовых резьб и в случае механической подачи сменные блоки С1 и С2 устанавливают, как показано на схеме, и вращение к валам коробки подач передается через зубчатые колеса 42-95-50. При необходимости нарезания модульных и питчевых резьб сменные блоки шестерен переустанавливают, и вращение передается зубчатыми колесами 64-95-97. Дюймовые и питчевые резьбы нарезают при включенном зубчатом ко- лесе 35,установленном на валу Хи выключенных муфтах М1,М2и М4. Вращение от вала IX передается валу XIV через зубчатые колеса 35-37-35, механизм Нортона (с накидной шестерней), зубчатые колеса 35-28 и 28-35 и множительный механизм, состоящий из двух подвижных двойных бло- ков зубчатых колес Б8 и Б9, которые обеспечивают получение четырех раз- личных передаточных отношений: 1/8, 1/4, 1/2, 1. При включении кулачковой муфты М5 вращение от вала XIV передается ходовому винту XVI. В изображенном на схеме положении механизма Нортона и множитель- ного механизма коробка подач настроена для нарезания дюймовой резьбы с шагом:   1΄΄ 2,309мм (11 ниток на 1дюйм) 1″=25,4 мм; 1΄΄ 2,309мм (11 ниток на 1дюйм) 1″=25,4 мм;11 Тогда кинематическое уравнение подачи имеет вид 60 𝑠 = 𝑝 = 1 ∙ 6042 ∙ 42 ∙42 50 ∙35 35 ∙28 25 ∙36 44 ∙35 28 ∙28 28 35 ∙ 3515 4812 = 2,309 ммоб.  Для нарезания метрических и модульных резьб, а также для получения механической подачи коробку подач перенастраивают: зубчатое колесо 35на валу X выводят из зацепления с зубчатым колесом 37, включают муфты М2и М4, а муфту М3 оставляют выключенной. В этом случае вращение от вала IX передается валу XIV муфтой М2, валом XI, механизмом Нортона, муфтой М4и множительным механизмом. Например, для нарезания модульной резьбы с шагом t = 18,8496 мм (модуль т =6 мм) уравнение кинематической цепи привода подач имеет вид: Для нарезания метрических и модульных резьб, а также для получения механической подачи коробку подач перенастраивают: зубчатое колесо 35на валу X выводят из зацепления с зубчатым колесом 37, включают муфты М2и М4, а муфту М3 оставляют выключенной. В этом случае вращение от вала IX передается валу XIV муфтой М2, валом XI, механизмом Нортона, муфтой М4и множительным механизмом. Например, для нарезания модульной резьбы с шагом t = 18,8496 мм (модуль т =6 мм) уравнение кинематической цепи привода подач имеет вид:𝑠 = 𝑝 = 1 ∙ 54 27 ∙45 45 ∙88 22 ∙45 45 ∙28 64 56 ∙ 9748 ∙ 36 ∙25 28 ∙18 45 ∙35 28 ∙ 12 = 18,849ммоб. При работе фартука двухвенцовая шестерня 28 (Б10) передает вращение от ходового винта ходовому валику XVII через двухвенцовую шестерню 56,обгонную муфту М0и вал XV для осуществления механических подач суп- порта. При смещении зубчатого колеса Б10 влево ее левый зубчатый венец входит в зацепление с зубчатым колесом 56,жестко закрепленным на валу XV,и вращение последнему передается помимо обгонной муфты, что необ- ходимо для нарезания торцовых резьб. От ходового валика XVIIвращение через зубчатые колеса 27-20-28, предохранительную муфту МПи червячную передачу 4-20сообщается валу Последний связан передним зубчатым колесом 40 непосредственно с зубчатыми венцами кулачковых муфт М7и М9,а задним зубчатым колесом 40 через паразитную шестерню 45 с зубчатыми венцами кулачковых муфт М6и М8. При сцеплении кулачковых муфт М6и М7включается механическая продольная подача в том или ином направлении. При этом вращение от вала XX через зубчатые колеса 14-66 передается валу XXI с закрепленной на нем реечной шестерней 10. В изображенном на схеме положении привода подач продольная подача суппорта 60 𝑠 = 𝑝 = 1 ∙ 6042 ∙ 42 ∙42 50 ∙35 35 ∙28 25 ∙36 44 ∙35 28 ∙28 28 35 ∙ 3515 ∙ 48 ∙28 56 ∙27 28 ∙4 20 ∙40 14 37 ∙ 66мм 10 ×× 3·3,14 = 0,4 об.Поперечная подача включается муфтой M8 или М9, после чего вращение от вала XXII передается поперечному ходовому винту XXIII зубчатыми коле- сами 40-61-20. При одинаковой настройке коробки подач поперечные подачи вдвое меньше продольных. Вспомогательные движения - быстрые перемещения суппорта в про- дольном и поперечном направлениях - осуществляются от отдельного элек- тродвигателя, расположенного с задней стороны станины станка, через кли- ноременную передачу 85-147, ходовой вал XVII и далее по тем же кинемати- ческим цепям фартука, по которым суппорту сообщаются движения рабочей подачи. Наличие в коробке подач муфты обгона Мо (вал XV) позволяет сообщать суппорту ускоренное движение без выключения рабочей по- дачи. Скорость быстрых продольных перемещений 3,8 м/мин. |