ПРАКТИКУМ ПО РАЗДЕЛУ ТКМ. Резанием
 Скачать 5.41 Mb. Скачать 5.41 Mb.
|

Контрольные вопросы:Назовите основные типы сверл? Для чего предназначен хвостовик сверла? Как изменяется величина переднего угла с увеличением расстояния от оси сверла? Как выбирается величина угла при вершине в зависимости от свойств об- рабатываемого материала? Дайте определение угла при вершине. На что влияет двойная заточка спирального сверла? Пересечением каких поверхностей, образуется режущая кромка спираль- ного сверла? Для чего служит канавка спирального сверла? Объясните, как пользоваться универсальным угломером при измерении углов сверла. Дайте определение угла наклона винтовой канавки спирального сверла. Лабораторная работа №3ИЗУЧЕНИЕ КОНСТРУКЦИИ И ГЕОМЕТРИИ ЗЕНКЕРА И РАЗВЕРТКИ.Цель работы: Изучить конструкцию и геометрические параметры зен- керов и разверток, освоить технику измерения их параметров. Задание: 1. Ознакомиться с конструкцией зенкеров и разверток. Ознакомиться с техникой измерения конструктивных параметров и элементов геометрии зенкеров и разверток. Произвести замеры конструктивных параметров и элементов геомет- рии одного зенкера и одной развертки. Оборудование, приборы и инструменты для выполнения работы:Наборы зенкеров и разверток. Штангенциркуль и метрическая линейка. Универсальный угломер и настольный угломер. Микрометр. Общие сведенияПри обработке отверстий обеспечить высокую чистоту поверхности и точность размеров значительно труднее, чем при обработке наружных по- верхностей. Эти трудности возрастают по мере увеличения длины отверстия и уменьшения его диаметра. Для облегчения этой задачи служат размерные ин- струменты - зенкеры и развертки. Зенкер - многолезвийный расточной ин- струмент для обработки предварительно просверленного отверстия или отвер- стия, полученного литьём или ковкой. Зенкерованием получают отверстие с точностью до 4-го класса и чистотой до 6-го класса. Зенкеры бывают с коническим хвостовиком и насадные. Первые изго- товляют диаметром до 32 мм, а вторые диаметром до 100 мм. Зенкеры как цельные, так и насадные и сборные изготовляются из быстрорежущей стали марок Р18, Р6М5, Р6МЗ, а также с пластинками твердых сплавов Т15К6 и ВК8. Размеры зенкеров стандартизованы. Зенкеры, как правило, изготовляют трех или четырех канавочными (выпускаются также двухзубные и многозубные зенкеры). На рис. 1 показаны элементы цельного цилиндрического зенкера, у ко- торого изменяются рабочая часть, состоящая в свою очередь из режущей (за- борной) и калибрующей частей, переходная часть шейка и хвостовик. На ка- либрующей части зенкера имеется обратная конусность под углом 1. 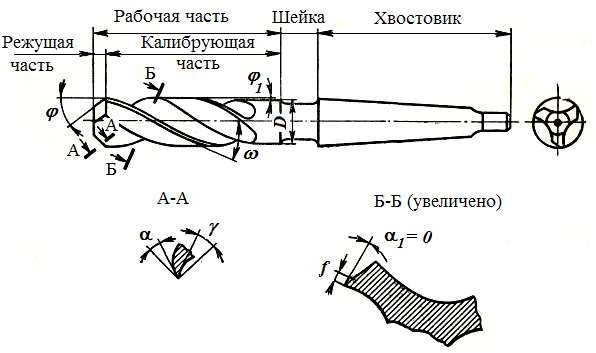 Рисунок 1 - Конструктивные элементы зенкера Режущая или заборная часть выполняет основную работу резания. Она наклонена к оси зенкера под главным углом в плане. Обычно у зенкеров угол φ=30°- 60°. Калибрующая часть предназначена для калибрования отверстий, придания правильного направления зенкеру в процессе резания и является резервом для переточек. Наличие узкой ленточки на калибрующей части способствует уменьшению трения зенкера в отверстии. Наклон винтовой канавки определяется углом ω, заключенным между осью инструмента и проекций касательной к винтовой линии по наружному диаметру. Угол ω составляет обычно 10 - 25°. Хвостовик с лапкой служит для закрепления зенкера в шпинделе станка. На рис.2 показаны элементы режущей части зенкера. Режущая часть зенкера имеет передний угол γ, задний угол α, угол за- острения β и угол резания δ, рассматриваемые в сечении нормальном к ре- жущей кромке. Значения указанных углов зависят от материала инструмента и обрабатываемого материала. 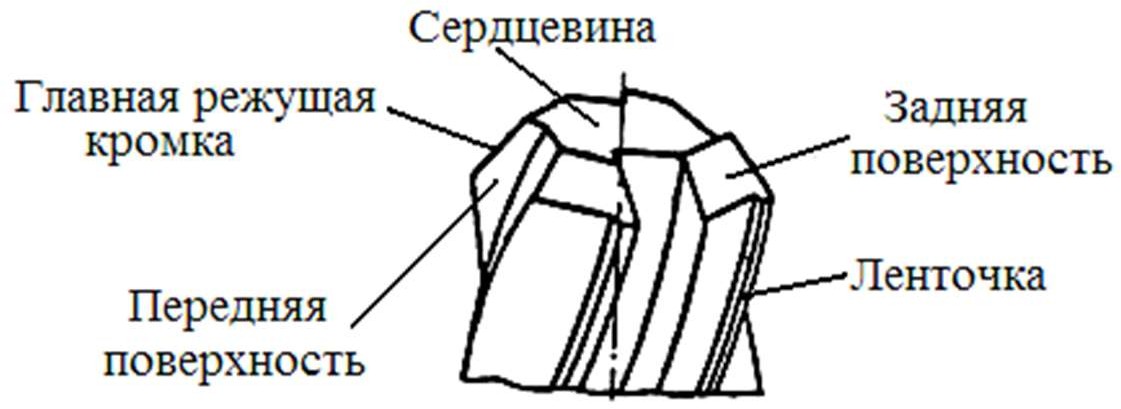 Рисунок 2 – Элементы режущей части зенкера Развертки применяют для окончательной обработки отверстий после сверления или зенкерования. Развертывание отверстий позволяет достигнуть точности соответствующей 6...8 квалитетам, а шероховатость обработанной поверхности до 7...9-го класса. Развертка во многом напоминает зенкер. Основное ее отличие от зен- кера заключается в том, что она снимает значительно меньше припуск и име- ет большее число зубьев: от 6 до 10, за исключением редко применяемых специально однозубных и двузубных разверток. Число зубьев зависит от диаметра развертки. С увеличением числа зубьев развертки, стенки отвер- стий получаются более чистыми, но инструмент обходится дороже при изго- товлении и заточках. Различают машинные и ручные развертки. По конструкции хвостовика развертки могут быть с цилиндрическими и коническими хвостовиками; по форме обрабатываемого отверстия - цилиндрические и конические; по спо- собу крепления - хвостовые и насадные; по материалу - из быстрорежущих сталей и твердых сплавов. Существуют также регулируемые (установочные) развертки, размер которых можно изменять в небольших пределах. Развертки изготовляют из углеродистой стали, а также из легированной и быстрорежущей стали или их оснащают пластинками из твердых сплавов Т15К6 и ВК8. Цилиндрическая развертка (рис 3) состоит из рабочей части, шейки и хвостовика. Рабочая часть имеет направляющий конус с углом при вершине 90° , заборную или режущую часть, калибрующую часть и обратный конус. Направляющий конус облегчает ввод развёртки в отверстие. Режущая часть выполняет основную работу резания, угол заборного конуса 2φ. Калибрующая часть служит для придания правильного направления развертки в процессе резания, калибрования отверстий и является резервом при переточке. Калибрующий зуб (сечение ББ) отличается от режущего (се- чение АА) тем, что на нем имеется ленточка f=0,3 мм. Обратный конус дела- ется для уменьшения трения развертки об обработанную поверхность и уменьшения величины разбивки отверстия. 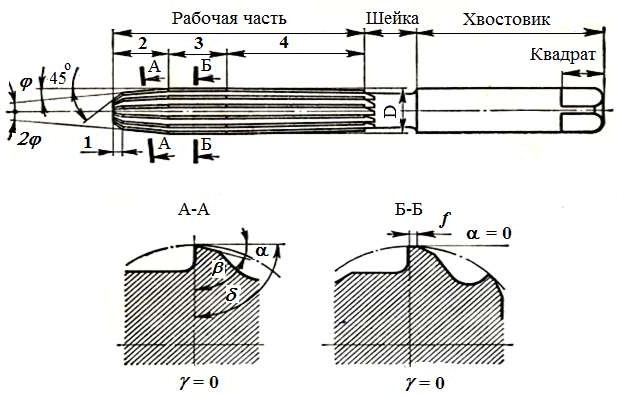 Рисунок 3 - Конструктивные элементы развертки: 1- направляющий конус; 2 - заборная (режущая) часть); 3 – калибрующая часть; 4 – обратный конус Стружечные канавки у разверток могут быть прямыми и винтовыми. Геометрия зуба развертки подобна геометрии резца. Здесь задняя поверх- ность затачивается под углом α = 5-10°. Угол резания δ = 90° (γ =0) для отде- лочных разверток и δ < 90° (γ >0) при снятии значительного слоя металла. Углы α, γ, β, δ, рассматривается в сечении АА, нормальном к режущей кромке. |