Ответы на тест. Ответы неразрушающий контроль. Швы и прилегающие к ним поверхности труб (по обе стороны шва) по сниП 42012002 должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений на расстоянии не менее
 Скачать 305 Kb. Скачать 305 Kb.
|

|
Швы и прилегающие к ним поверхности труб (по обе стороны шва) по СНиП 42-01-2002 должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений на расстоянии не менее: а) 5 мм; б) 10 мм; в) 20 мм; г) 30 мм. Укажите число стыков, подлежащих неразрушающему контролю, от общего числа стыков, сваренных каждым сварщиком на наружных, надземных и внутренних газопроводах природного газа давлением свыше 0,05 до 12 кГс/см включительно (по СНиП 42-01-2002): а) 100 %; б) 10 %, но не менее одного стыка; в) 50 %, но не менее одного стыка; г) 5 %, но не менее одного стыка. Исправление дефектов шва, по СНиП 42-01-2002 выполненного газовой сваркой: а) запрещается; б) разрешается; в) разрешается исправление непровара в корне шва; г) разрешается исправление непровара по разделке кромок. Исправление дефектов шва, по СНиП 42-01-2002 выполненного дуговой сваркой: а) не допускается; б) допускается производить путем удаления дефектной части и заварки ее заново с последующей проверкой всего сварного стыка радиографическим методом; в) допускается для исправления дефектов в виде непровара в корне шва; г) допускается для исправления дефектов в виде пор и шлаковых включений. Подрезы по СНиП 42-01-2002 следует исправлять наплавкой ниточных валиков высотой не более: а) 2 - 3 мм; б) 3 - 4 мм; в) 1,5 - 2,5 мм; г) 1 - 4 мм. Какие сварные соединения по СНиП 42-01-2002 можно применять для подземных газопроводов: а) только стыковые сварные соединения; б) стыковые и угловые сварные соединения; в) нахлесточные и муфтовые; г) вид сварного соединения не регламентируется СНиП. В каком месте сварного соединения по СНиП 42-01-2002 сварщики должны наплавить или выбить свое клеймо, если сваривается подземный газопровод, диаметром 530x8 мм двумя сварщиками: а) в местах, доступных для осмотра; б) на границах своего участка каждый; в) в верхней четверти стыка; г) в любом месте. Опасная концентрация газа - это концентрация объемной доли газа, равная: а) 10 %нижнего предела взрывоопасности газа; б) 20 % нижнего предела взрывоопасности газа; в) 30 % нижнего предела взрывоопасности газа; г) 40 % нижнего предела взрывоопасности газа. Каждый работающий перед допуском к самостоятельному выполнению газоопасных работ должен (после проверки знаний) пройти стажировку под наблюдением опытного работника в течение первых ...: а) 5 рабочих смен; б) 10 рабочих смен; в) 15 рабочих смен; г) 20 рабочих смен. Контроль качества строительно-монтажных работ должен проводиться согласно "Положению о ведомственном контроле", разработанному в соответствии с требованиями: а) СНиП Ш-42-80*; б) СНиП 42-01-2002; в) СНиП Ш-4-80; г) "а" и "б". Газоопасные работы должны выполняться бригадой в составе не менее: а) двух рабочих; б) трех рабочих; в) четырех рабочих; г) пяти рабочих. Проверка знаний по выполнению газоопасных работ проводиться одновременно с проверкой знаний "Правил безопасности": а) может; б) не может; в) может при внеплановой проверке; г) может при плановой периодической проверке. Проверка знаний безопасных методов труда и приемов выполнения работ рабочими в газовом хозяйстве проводится: а) 1 раз в 3 мес.; 6) 1 раз в 6 мес.; в) 1 раз в 12 мес.; г) 1 раз в 15 мес. По СНиП III-42-80*, контроль сварных стыков трубопроводов производится: а) операционным контролем; б) визуальным осмотром; в) обмером сварных соединений; г) всем перечисленным. По СНиП III-42-80* стыки, выполненные дуговой сваркой, не должны иметь подрезов глубиной более ... мм: а) 0,3; б) 0,5; в) 1,0; г) 1,5. По СНиП III-42-80*, усиление шва должно быть высотой в пределах: а) до 1 мм; б) от 1 до 2 мм; в) от 1 до 3 мм; г) от 2 до 4 мм. Значение времени по ГОСТ 14782-86 распространения ультразвуковых колебаний в прямом и обратном направлениях (20 мкс) в образцах СО-1 и С-2 должно иметь погрешность: а) ± 1 мкс; б) ± 3 мкс; в) ± 0,5 мкс; г) ± 2 мкс. С какой погрешностью по ГОСТ 14782-86должна быть измерена продольная скорость в образце СО-3: а) ± 10 %; б) ± 1 %; в) ± 0,5 %; г) ± 3 %. Каков диаметр бокового отверстия и допуск на него в СО-2 по ГОСТ 14782-86 для определения угла ввода ПЭП: а) (6 ± 0,3) мм; б) (9 ±0,1) мм; в) (6 + 0,3) мм; г) (8 ± 0,2) мм. Следует ли заносить по ГОСТ 14782-86 в паспорт стандартных образцов СО-1, СО-2 и СО-3 значения скоростей продольных ультразвуковых волн, определенных при их государственной поверке или калибровке: а) не следует; б) следует для СО-1; в) следует для СО-2 и СО-3; г) "б" и "в". Какие методы ультразвукового контроля по ГОСТ 14782-86 следует применять при контроле сварных соединений: а) эхо-импульсный; б) теневой (зеркально-теневой) и эхо-теневой; в) только зеркально-теневой; г) "а" и "б". Какова должна быть шероховатость поверхности по ГОСТ 14782-86 при ультразвуковом методе контроля: а) Rz 80 мкм; б) Rz 160 мкм; в) не ниже Rz 40 мкм; г) не ниже Rz 20 мкм. Укажите схему контроля сварного соединения, по ГОСТ 14782-86 относящуюся к эхо-импульсному методу, с раздельным включением ПЭП: 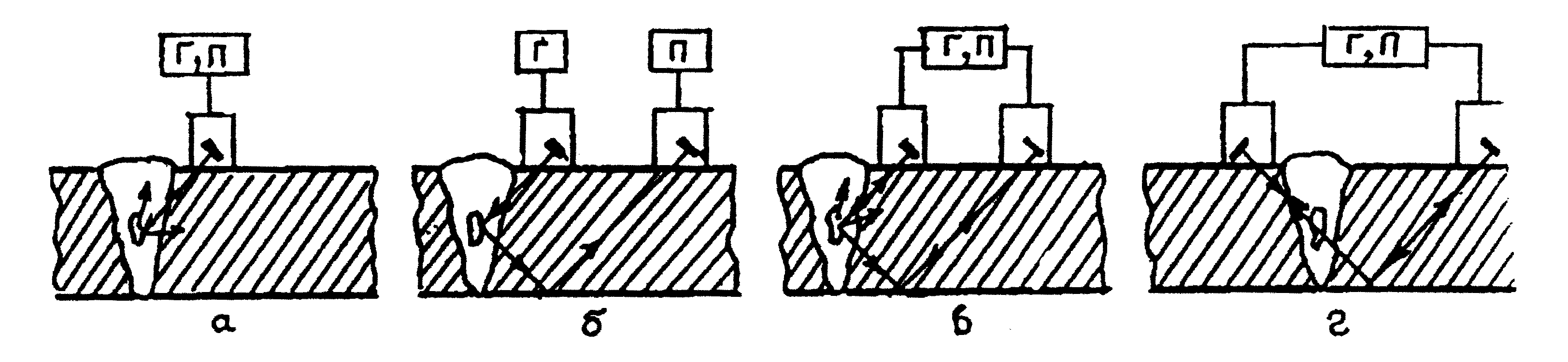 а) "а"; б) "б"; в) "в"; г) "г". Должны ли дефектоскопы и стандартные образцы по ГОСТ 14782-86 проходить поверку или калибровку: а) отечественные дефектоскопы - да; б) зарубежные дефектоскопы - нет; в) отечественные дефектоскопы и стандартные образцы обязаны проходить поверку или калибровку; г) государственные стандартные образцы - не обязательно. Стандартный образец СО-3 по ГОСТ 14782-86 применяют для определения- а) условной чувствительности и разрешающей способности; б) коэффициента двойного преобразования ПЭП; в) положения точки выхода луча, стрелы ПЭП и времени распространения в призмах наклонных ПЭП; г) предельной чувствительности, ширины основного лепестка диаграммы направленности и угла ввода. При определении условных размеров дефектов по ГОСТ 14782-86 допускается за крайние положения преобразователя принимать такие, при которых амплитуда эхо-сигнала от выявленного дефекта составляет: а) 0,1 от максимального значения; б) от 0,8 до 0,2 от максимального значения; в) "а" и "б"; г) 0,5 от браковочного уровня. По аттестат-графику в соответствии с ГОСТ 14782-86 определяют: а) предельную и эквивалентную чувствительности; б) условную чувствительность в мм и в дБ; в) реальную чувствительность; г) поисковую, браковочную и контрольную чувствительности. Стандартный образец СО-1 по ГОСТ 14782-86 выполнен из: а) органического стекла; б) пьезокерамики; в) стали 20; г) полистирола. ГОСТ 14782-86 устанавливает методы ультразвукового контроля: а) стыков рельс; б) нахлесточных соединений железобетонной арматуры; в) стыковых, угловых, нахлесточных и тавровых соединений- г) тавровых соединений металлоконструкций грузоподъемных механизмов. Укажите по ГОСТ 14782-86 осциллограмму обнаружения дефекта при контроле сварного шва, изображенного на рисунке:  а) "а"; б) "б"; в) "в"; г) "г". Значение времени распространения ультразвуковых колебаний по ГОСТ 14782-86 в прямом и обратном направлениях (20 мкс) в образцах СО-1 и С-2 должно иметь погрешность: а) ± 1 мкс; б) ± 3 мкс; в) ± 0,5 мкс; г) ± 2 мкс. С какой погрешностью по ГОСТ 14782-86 должна быть измерена продольная скорость в оброзце СО-3: а) ± 10 %; б) ± 1 %; в) ± 0,5 %; г) ± 3 %. Каков диаметр бокового отверстия и допуск на него по ГОСТ 14782-86 в СО 2 для определения угла ввода ПЭП а) (6 ± 0,3) мм; б) (9 ± 0,1) мм; в) (6 + 0,3) мм; г) (8 ± 0,2) мм. Какая осциллограмма по ГОСТ 14782-86 правильно отображает эхо-сигнал от провиса сварного шва: а) "а"; б) "б"; и "в"; в) "в"; г) "г". Следует ли по ГОСТ 14782-86 заносить в паспорт стандартных образцов СО-1 и СО-3 значения скоростей продольных ультразвуковых волн определенных при их государственной поверке или калибровке: а) не следует; б) следует для СО-1; в) следует для СО-2 и СО-3; г) "б" и "в". Какая осциллограмма по ГОСТ 14782-86 правильно отображает эхо-сигнал от подкладного кольца (пластины): 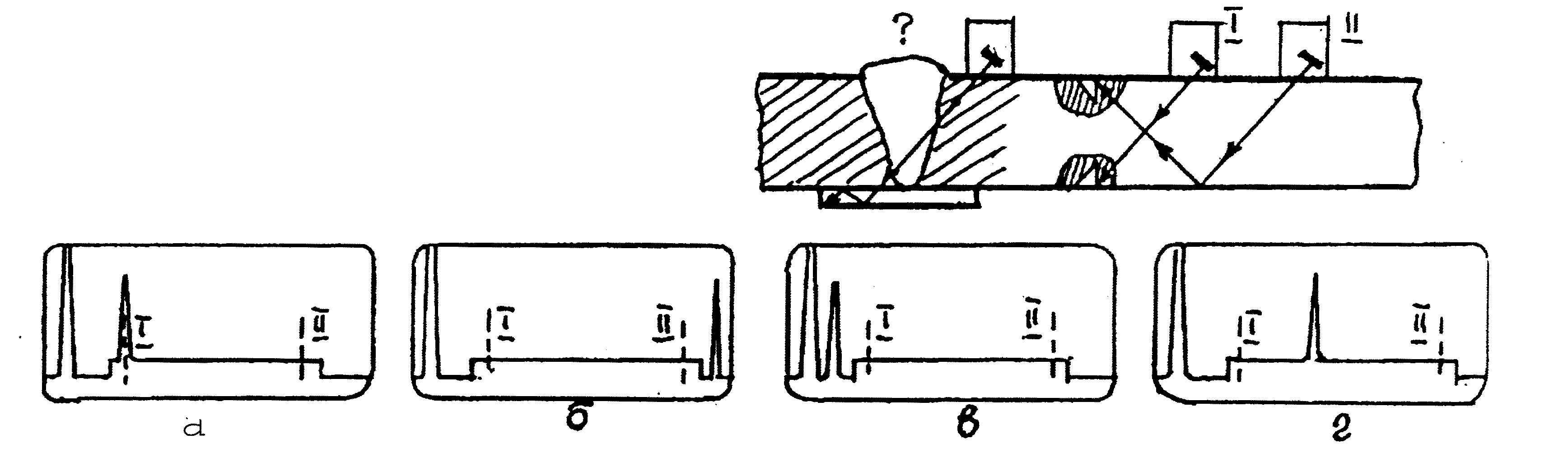 а) "а" и "б"; б) "в" и "г"; в) "в"; г) "г". Какие виды неразрушающего контроля по ГОСТ 14782-86 чаще всего применяют для выявления в сварных соединениях глубинных дефектов: а) оптический и радиоволновый; б) радиационный и акустический; в) тепловой и магнитный; г) вихретоковый и оптический. Укажите по ГОСТ 14782-86 внутренний дефект сварного шва: а) кратер; б) наплыв металла; в) поры; г) подрез. Какие виды неразрушающего контроля по ГОСТ 14782-86 чаще всего применяют для выявления в сварных соединениях поверхностных дефектов: а) радиационный и оптический; б) акустический и радиоволновый; в) проникающими веществами и магнитный; г) тепловой и вихретоковый. Что такое сварное соединение по ГОСТ 14782-86: а) сварной шов стыкового соединения; б) зона примыкания элементов в сварном шве; в) неразъемное соединение, выполненное сваркой; г) сварное соединение двух элементов. Дефектом называется (ГОСТ 15467-79): а) обобщенное наименование трещин, отслоений, пор, непроваров, включений, прожогов, свищей; б) разрыв металла сварного соединения; в) каждое отдельное несоответствие продукции установленным требованиям; г) углубление на границе поверхности шва с основным металлом. Несплошностью материала по ГОСТ 14782-86 называется: а) каждое отдельное отклонение от документации; б) дефект в виде продольной впадины между двумя соседними валиками; в) разрыв между горизонтальным и вертикальным валиками усиления; г) обобщенное наименование трещин, отслоений, пор, непроваров, включений, прожогов, свищей. К основным измеряемым характеристикам выявленных дефектов по ГОСТ 14782-86 не относятся: а) эквивалентная площадь дефекта; б) число дефектов на определенной площади; в) условные размеры дефекта; г) условное расстояние между дефектами. Стыковое соединение по ГОСТ 14782-86 - это: а) сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга; б) часть конструкции, в которой сварены примыкающие друг к другу элементы; в) сварное соединение двух разнотолщинных элементов; г) сварное соединение двух элементов, примыкающих друг к другу боковыми поверхностями. Угол ввода преобразователя следует определять по стандартному образцу (ГОСТ 14782-86): а) СО-1; б) СО-1 и СО-2; в) СО-2; г) СО-3. По ГОСТ 14782-86 допускается применять дефектоскопы с аттенюатором, значение ступени ослабления которого составляют не более: а) ± 2 дБ; б) ± 1 дБ; в) ± 4 дБ; г) ± 3 дБ. Угол ввода не определяют по стандартному образцу СО-2 (ГОСТ 14782-86) при контроле сварных соединений толщиной более: а) 44 мм; б) 100 мм; в) 80 мм; г) 75,5 мм. По ГОСТ 17410-82 соответствие рабочего образца контролируемому проверяют не реже одного раза в: а) месяц; б) 2 месяца; в) 3 месяца; г) 6 месяцев. По ГОСТ 17410-82, при контроле чувствительности аппаратуру настраивают так, чтобы амплитуды эхо-сигналов от внешнего и внутреннего искусственных отражателей отличались не более чем на: а) 2 дБ; б) 3 дБ; в) 6 дБ; г)10 дБ. По ГОСТ 17410-82, при ручном контроле труб используются преимущественно искусственные отражатели типа: а) риски и сегмента; б) прямоугольного паза; в) зарубки и плоскодонного отражаетля; г) «а» и «б». По ГОСТ 17410-82, искусственный отражатель типа риски используется для настройки дефектоскопа при контроле: а) стыковых сварных соединений; б) бесшовных цилиндрически труб; в) тавровых сварных соединений; г) толстостенных обечаек. По каким параметрам по ВСН 012-88должны быть аттестованы стандартные образцы: а) по размерам; б) по размерам и скорости звука; в) по скорости звука и затуханию; г) по всем перечисленным. Какая требуется обработка поверхности околошовной зоны трубы для выполнения УЗ контроля по ВСН 012-88 при отсутствии сварочных брызг, окалины, грязи, глубокой коррозии: а) не требуется; б) обязательная механообработка с шероховатостью не хуже Rz = 40 мкм; в) то или иное, в зависимости от величины шероховатости поверхности; г) травление. В соответствии с ВСН 012-88, какой диапазон частот должен быть у дефектоскопа, чтобы он обеспечивал контроль сварных соединений трубопроводов: а) 1,8 и 2,5 МГц; б) 1,8, 2,5 и 5 МГц; в) от 1,2 до 5 МГц; г) от 1,25 до 10 Мщ. Согласно ВСН 012-88, как расшифровывается запись о дефекте "А-15-Н": а) протяженный дефект, условная протяженность 15 мм, амплитуда меньше допустимого значения; б) непротяженный дефект, на глубине 15 мм, амплитуда меньше допустимого значения; в) протяженный дефект, условная протяженность 15 мм, амплитуда меньше допустимого значения. Согласно ВСН 012-88, на каком уровне измеряют условную протяженность дефекта: а) на уровне 6 дБ от максимального значения эхо-сигнала от дефекта; б) на уровне 6 дБ от настроечного (браковочного) уровня; в) на поисковом уровне. Согласно ВСН 012-88, раздельно-совмещенные преобразователи допускается применять вместо совмещенных преобразователей только для контроля сварных сварных соединений труб и трубопроводов с толщиной стенок: а) 6 - 8 мм; б) 8 - 12 мм; в) 12 - 40 мм; г) во всех указанных случаях. При контроле сварных соединений штуцеров и патрубков по ВСН 012-88 о наличии несплошности судят: а) по положению эхо-сигнала на развертке дефектоскопа; б) по положению преобразователя относительно края усиления шва и измеренным координатам несплошности; в) несплошность в шве идентифицировать невозможно. Каков максимальный шаг сканирования сварных соединений по ВСН 012-88: а) равен диаметру преобразователя; б) равен половине ширины пьезоэлемента; в) равен половине диаметра пьезоэлемента; г) "б" и "в". Согласно ВСН 012-88, какие характеристики определяют для несплошности с амплитудой эхо-сигнала равной или большей амплитуды от контрольной зарубки: а) максимальную глубину залегания отражателя; б) максимальную амплитуду; в) условную и суммарную протяженности; г) "а", "б", "в". Согласно ВСН 012-88, как измеряют расстояние между двумя протяженными несплошностями: а) как расстояние между двумя положениями преобразователя, при которых амплитуда максимальна; б) как расстояние между двумя положениями преобразователя на уровне чувствительности на 6 дБ меньше настроечного; в) как расстояние между двумя положениями преобразователя на уровне на 6 дБ выше настроечного. Суммарная протяженность дефектов согласно ВСН 012-88 измеряется: а) на 300 мм длины шва; б) на 200 мм длины шва; в) на всей длине шва; г) либо "а", либо "в". Согласно ВСН 012-88, обязательная документация по результатам контроля - это: а) запись в журнале контроля; б) заключение по контролю; в) "а" и "б"; г) отчет руководителя контроля. Согласно ВСН 012-88, каковы должны быть параметры преобразователя при контроле сварного шва толщиной 6-8 мм: а) частота 5 МГц, угол ввода 40 град; б) частота 2,5 МГц, угол ввода 70 град; в) частота 5 МГц, угол ввода 70 град; г) частота 1,8 МГц, угол ввода 65 град. Согласно ВСН 012-88, каковы должны быть параметры преобразователя при контроле сварного шва толщиной 12 - 26 мм: а) частота 2,5 МГц, угол ввода 65 град; б) частота 2,5 МГц, угол ввода 70 град; в) частота 5 МГц, угол ввода 70 град; г) частота 1,8 МГц, угол ввода 65 град. Согласно ВСН 012-88, какой основной тип искусственного дефекта применяется при настройке чувствительности при контроле сварных соединений: а) плоскодонное отверстие; б) боковое цилиндрическое отверстие; в) вертикальное цилиндрическое отверстие; г) зарубка. Согласно ВСН 012-88, можно ли применять искусственный отражатель типа плоскодонного отверстия для настройки чувствительности при контроле сварных соединений: а) да; б) нет; в) в зависимости от угла ввода преобразователя. Согласно ВСН 012-88, можно ли применять искусственный отражатель типа вертикального цилиндрического отверстия для настройки чувствительности при контроле сварных соединений: а) да; б) нет; в) в зависимости от угла ввода преобразователя. Согласно ВСН 012-88, можно ли применять искусственный отражатель типа бокового цилиндрического отверстия для настройки чувствительности при контроле сварных соединений: а) да; б) нет; в) в зависимости от угла ввода преобразователя. Как сократить длину ближней зоны по ВСН 012-88 при контроле прямым преобразователем: а) понизить частоту; б) применить раздельно-совмещенный преобразователь; в) ввести отсечку. Согласно ВСН 012-88, чем отличаются нормы оценки качества сварных соединений для дефектов в корне и сечении шва: а) для корня шва допускаются дефекты с большей амплитудой эхо-сигнала; б) для корня шва допускаются более протяженные дефекты; в) для дефектов в корне шва условную протяженность не измеряют.
|