|
|
Пояснительная записка. Содержание введение Технологический раздел
СОДЕРЖАНИЕ
Введение................................................................................................3
Технологический раздел................................................................4
Назначение и конструкция детали……………………………….4
Анализ технологичности конструкции…………………………..5
Определение типа производства………………………………....7
Выбор заготовки…………………………………………………..9
Выбор технологических баз и оценка технологичности конструкции……………………………………………………….10
Проектирование маршрута технологического процесса…….....11
Расчет припусков на обработку……………………………….....14
Расчет режимов резания……………………………………….....18
Расчет норм времени………………………………………….......21
1.10 Расчет точности операций………………………………………23
Конструкторский раздел....………………………………….......24
2.1 Расчет и проектирование станочного приспособления………...24
2.1.1 Проектирование станочного приспособления………………...24
2.1.2 Описание устройства и работы приспособления……………..24
2.1.3 Расчет производительности приспособления…………………24
2.2 Расчет сил резания, усилия зажима детали в приспособлении...25
2.3 Расчет приспособления на точность……………………………..27
3. Экономическое обоснование принятого варианта технологического процесса...............................................................29
Заключение...........................................................................................30
Литература....…………........................................................................31
Приложение 1. Комплект документов на технологический процесс обработки
Приложение 2. Приспособление на станок
|
|
|
|
|
|
|
|
|
|
|
|
Изм
|
Лист
|
№ докум
|
Подп
|
Дата
| |
Разраб.
|
|
|
| Проектирование технологического процесса механической обработки тройника и приспособления. |
Лит
|
Лист
|
Листов
|
Консульт.
|
|
|
|
|
1
|
|
Руковод.
|
|
|
| |
Н. Контр.
|
|
|
|
Зав. Каф.
|
|
|
|
ВВЕДЕНИЕ
Современный уровень технического процесса, непрерывное создание современных высокопроизводительных и высокоточных машин, основанных на использовании новейших достижений науки, требует подготовки высокообразованных инженеров.
Технология обработки материалов и превращения заготовок деталей всегда была определяющим фактором научно-технического прогресса в машиностроении и приборостроении. Как бы не увеличивалось количество методов и способов обработки материалов, наиболее распространенными и значимыми в современном машиностроительном производстве остаются методы и способы формообразующей и отделочно-упрочняющей обработки.
Основной задачей данного дипломного проектирования является закрепление, углубление и обобщение знаний.
|
|
|
|
|
|
|
Лист
|
|
|
|
|
|
|
Изм
|
Лист
|
№ докум
|
Подп
|
Дата
| |
1. Технологический раздел
1.1. Назначение и конструкция детали
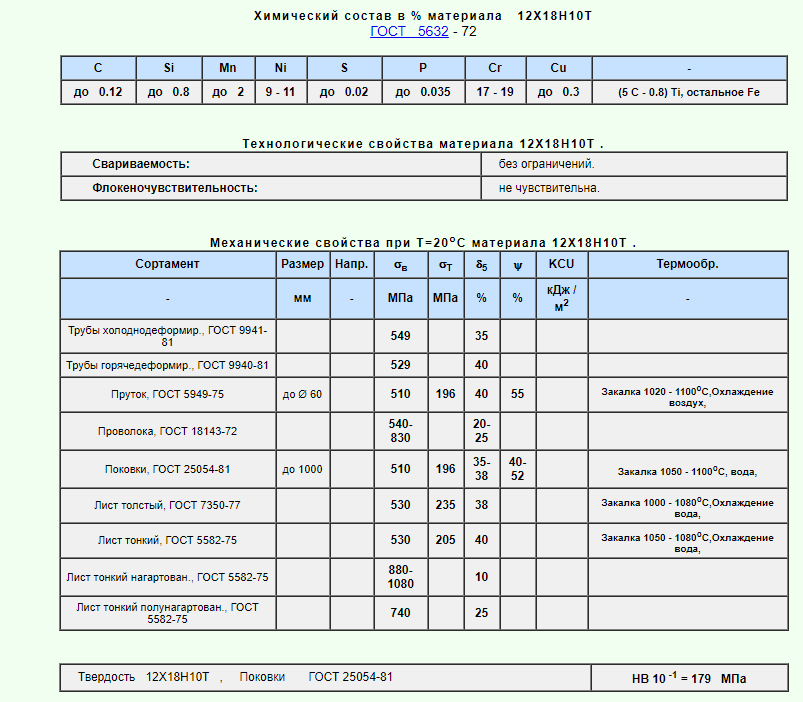
Материал детали – Сталь 12Х18Н10Т ТУ14 – 1 – 3581 -83
Тройник используется в гидравлической системе трактора МТЗ-1221
Применяется для изготовления средненагруженных деталей, как правило, небольших размеров. Характеристики стали, приведены в таблице 1.1.
Таблица 1.1
Химический состав и механические свойства
|
|
|
|
|
|
|
Лист
|
|
|
|
|
|
|
Изм
|
Лист
|
№ докум
|
Подп
|
Дата
| |
1.2. Анализ технологичности конструкции детали
Анализ технологичности один из самых важных этапов технологического процесса, от которого зависят его основные технико-экономические показатели:
металлоемкость, трудоемкость, себестоимость.
Проверяем технологичность данной детали см.(1 стр.11)
- максимально приблизить форму и размеры заготовки к размерам и форме детали возможно;
- вести обработку проходными резцами возможно;
-уменьшение диаметров поверхностей от середины к торцам вала;
-шпоночные пазы открытые;
Количественная оценка технологичности детали осуществляется при использовании соответствующих базовых показателей технологичности.
Уровень технологичности конструкции по точности обработки
 , ,
где  -соответственно базовый и достигнутый коэффициенты точности. -соответственно базовый и достигнутый коэффициенты точности.
 , ,
где  -число размеров соответствующего квалитета точности, -число размеров соответствующего квалитета точности,
 -средний квалитет точности обработки изделия, -средний квалитет точности обработки изделия,
 . .
Уровень технологичности по параметрам шероховатости
 , ,
где  -соответственно базовый и достигнутый коэффициент шероховатости поверхности. -соответственно базовый и достигнутый коэффициент шероховатости поверхности.
 , ,
где  -число поверхностей соответствующей шероховатости, -число поверхностей соответствующей шероховатости,
 -средняя шероховатость поверхности изделия, -средняя шероховатость поверхности изделия,
 . .
3.Уровень технологичности конструкции по израсходованию материала
|
|
|
|
|
|
|
Лист
|
|
|
|
|
|
|
Изм
|
Лист
|
№ докум
|
Подп
|
Дата
| |
 , ,
где  -соответственно базовый и достигнутый коэффициент использования материала. -соответственно базовый и достигнутый коэффициент использования материала.
 , ,
где М-масса готовой детали;  -масса материала, израсходованного на изготовление детали. -масса материала, израсходованного на изготовление детали.
Произведем расчет по вышеперечисленным выражениям:
 , ,
 , ,
 , ,
 , ,
 , ,
 , ,
 , ,
 . .
Таким образом данная деталь является технологичной по количественным и качественным показателям.
|
|
|
|
|
|
|
Лист
|
|
|
|
|
|
|
Изм
|
Лист
|
№ докум
|
Подп
|
Дата
| |
1.3. Определение типа производства
Тип производства характеризуется коэффициентом закрепления операций, который показывает число различных операций, закрепленных в среднем по цеху за каждым рабочим местом в течение месяца.
В качестве примера из технологического процесса рассчитаем только токарную операцию.
Исходные данные: N=13000 деталей,  , ,  мин. мин.
Расчетное количество станков определяем по формуле
 , ,
где  -штучное время, -штучное время,
 -действительный годовой фонд времени, -действительный годовой фонд времени,
 -нормативный коэффициент загрузки оборудования ( -нормативный коэффициент загрузки оборудования ( ). ).
 . .
Принимаем число рабочих мест P=1.
Коэффициент загрузки станка определяется по формуле
 , ,
 . .
Количество операций выполняемых на рабочем месте определяется по формуле
 , ,
 . .
Расчеты коэффициента закрепления для этой и остальных операций сводим в таблицу 1.2.
|
|
|
|
|
|
|
Лист
|
|
|
|
|
|
|
Изм
|
Лист
|
№ докум
|
Подп
|
Дата
| |
Таблица 1.2
Расчет коэффициента закрепления операций
Операция
|
мин
|
|
P
|
|
О
|
005 Отрезная
|
0,71
|
0,086
|
1
|
0,086
|
9,3
|
010 Токарная с ЧПУ
|
7,459
|
0,9
|
1
|
0,9
|
0,89
|
015 Токарная с ЧПУ
|
5,9
|
0,71
|
1
|
0,71
|
1,13
|
020 Фрезерная с ЧПУ
|
5,42
|
0,65
|
1
|
0,65
|
1,23
|
025 Фрезерная
|
1,566
|
0,27
|
1
|
0,27
|
3,6
|
030 Слесарная
|
1,966
|
0,24
|
1
|
0,24
|
3,3
|
035 Контрольная
|
6,885
|
0,83
|
1
|
0,83
|
0,96
|
Коэффициент закрепления операций рассчитывается по формуле
 , ,
 . .
Следовательно, производство вала будет крупносерийным.
Для серийного производства рассчитываем размер партии деталей по формуле
 , ,
где  -количество запасных деталей на складе, -количество запасных деталей на складе,
Ф-количество рабочих дней в году.
 . .
|
|
|
|
|
|
|
Лист
|
|
|
|
|
|
|
Изм
|
Лист
|
№ докум
|
Подп
|
Дата
| |
| |
|
|
 Скачать 0.73 Mb.
Скачать 0.73 Mb.