|
|
Разработка технологического процесса изготовления подкрановой балки. Дипломная работа. Сварка является технологическим процессом, широко применяемая практически во всех отраслях народного хозяйства
Введение
На сегодняшний день сварочное производство занимает своё значительное место в машиностроении, строительстве и прочих трудовых сферах, которые включают в себя огромный объём работ и производство массивных конструкций. Благодаря сварочному производству, стало возможным существенное облегчение деталей.
Сварка является технологическим процессом, широко применяемая практически во всех отраслях народного хозяйства.
Основным видом сварки является дуговая сварка. Сварка - экономически выгодный, высокопроизводительный и в значительной степени механизированный технологический процесс, широко применяемый практически во всех отраслях машиностроения.
Сварные конструкции характеризуются многими показателями и характеристиками, которые дают представление об их технических, технологических, эксплуатационных и экономических достоинствах и недостатков. Развитие машиностроительной отрасли предусматривает постоянное увеличение объема производства сварных конструкций, значительную часть которых составляют сварные балочные конструкции.
В современных условиях к технологическим и эксплуатационным характеристикам балочных конструкций предъявляются высокие требования, поэтому производство этих изделий должно осуществляться с использованием наиболее передовых и эффективных технологий. В том числе, должны применяться современные технологии сварки, позволяющие обеспечить надежное и прочное соединение деталей из стали различных марок. Металлические конструкции кранов — мосты и рамы тележек, являясь наиболее металлоемкими частями крана, решающим образом влияют на его массу. При необходимых прочностных характеристиках металлоконструкции должны быть технологичными, иметь невысокую стоимость, минимальную наветренную поверхность, удовлетворять эстетическим требованиям, а внешние поверхности конструкций должны быть гладкими для снижения возможности образования коррозии и удешевления окраски.
Принципиально новым в краностроении является изготовление блочных металлоконструкций, что ускоряет сборку и снижает трудоемкость работ при монтаже крана и приближает процесс изготовления металлоконструкций к поточному производству.
Цель работы: описание технологического процесса изготовления подкрановой балки.
Для выполнения заданной цели поставлены следующие задачи:
- изучить литературу, необходимую для выполнения данной работы;
- дать оценку современного состояния решаемой проблемы, основные и исходные данные для разработки письменной экзаменационной работы;
- представить анализ сварной конструкции, подлежащей к изготовлению;
- разработать требования, предъявляемые к сварной конструкции: материал, его обработка, виды сварочных материалов, способы контроля изделия, его сварных швов и испытание конструкции;
- разработать технологический процесс с расчетами режимов ручной дуговой сварки плавящимся электродом;
- представить расчет расхода материалов и расчета норм времени на сварочные работы;
- разработать мероприятия по технике безопасности при выполнении сварочных работ с соблюдением правил электробезопасности, пожарной безопасности и промсанитарии.
1 Основная часть
1.1 Назначение и конструктивные особенности изделия
Наибольшее распространение имеет однобалочная конструкция мостового крана, обладающая высокой усталостной прочностью, наименьшей общей высотой моста и возможностью применения на концевых балках выкатных колес; эта конструкция также легка в изготовлении. Главные балки выполняют из трех пространственных листовых плоскостей. Вне зависимости от конструкции главных балок моста крана концевые балки имеют, как правило, коробчатое поперечное сечение. Соединение главных балок моста с концевыми осуществляют сваркой.
Балки - конструктивные элементы, работающие в основном на поперечный изгиб. Балки двутаврового сечения используют, когда нагрузка приложена в вертикальной плоскости, и применяют при изготовлении кранов. Двутавр – это металлическая балка (изделие), имеющее Н-образное сечение. Такая форма металлического бруса наиболее выгодна: с одной стороны, снижается подверженность изгибу, с другой – уменьшается вес металлоконструкции. Изготовляется стальная балка из низколегированной углеродистой стали). Двутавр подкрановой балки с ребрами жесткости изображен на рисунке 1.

Рисунок 1 – Сварная подкрановая балка
Основным видом подъемно-транспортного оборудования, обслуживающего технологический процесс, являются мостовые опорные и подвесные краны.
Подкрановые конструкции обеспечивают передвижение кранов, воспринимают и передают на каркас здания крановые нагрузки. Кроме того, являясь элементами каркаса, подкрановые конструкции обеспечивают горизонтальную развязку колонн из плоскости рамы, передачу на вертикальные связи между колоннами продольных усилий от торможения кранов, ветровых нагрузок на торцы здания, сейсмических и других воздействий.
В отдельных случаях подкрановые конструкции воспринимают также нагрузки от опирающихся на них строительных и технологических конструкций (стропильные фермы, стойки фахверка, технологические и ремонтные площадки, промышленные коммуникации).
Подкрановые конструкции под мостовые опорные краны состоят из подкрановых балок или ферм, воспринимающих вертикальные нагрузки от кранов; тормозных балок (ферм), воспринимающих поперечные горизонтальные воздействия; узлов крепления подкрановых конструкций, передающих крановые воздействия на колонны; крановых рельсов с элементами их крепления; связей, обеспечивающих жесткость и неизменяемость подкрановых конструкций и упоров.
Основные несущие элементы подкрановых конструкций - подкрановые балки могут иметь различную конструктивную форму. Наиболее часто применяют сплошные подкрановые балки как разрезные, так и неразрезные.
Стальная подкрановая балка сплошного сечения представляет собой сварной или прокатный двутавр, имеющий пояса одинаковой ширины или более широкий верхний пояс. Двутавры с одинаковыми по ширине поясами в плоскости верхнего пояса, усиленные тормозными балками, применяют в основном в зданиях, имеющих мостовые краны грузоподъемностью 500 кН.
1.2 Выбор материала и сортамента сталей элементов сварной конструкции
Виды нестандартных балок: перфорированная балка (облегченная балка с «окнами» в стенке с сохранением всех механических параметров); балка переменного сечения (балка с изменением высоты стенки вдоль длины); разнополочная балка (балка с различной шириной полок); усиленная балка (балка, усиленная ребрами жесткости); крановая и подкрановая балки.
При изготовлении сварной балки используется лист марки стали Ст3пс Ст3сп Ст3сп5 09Г2С 09Г2С-12 10-15ХСНД.
Характеристика выбранного материала по химическому составу механическим и технологическим свойствам.
Остаточные напряжения в конструкции балки могут быть очень велики в последующем применении крана могут вызвать серьезные проблемы, вплоть до внезапного разрушения крана. Выявить эти напряжения на стадии производства крана и на готовом изделии практически невозможно. Такая ситуация может возникнуть и у известных и опытных производителей кранов по элементарным причинам «кривые руки» либо бракованный металл. Коробчатое сечение позволяет отказаться от применения раскосов дающих горизонтальную жесткость пролетному строению, что немало важно при больших пролетах крана. Немало важен для некоторых производств и внешний вид крана, который лучше при такой конструкции. Номенклатура материала применяемого для изготовления крана унифицирована и применяется в широком спектре грузоподъемности и пролета крана. Лист необходимый для изготовления, это более дешевый прокат на настоящий момент по сравнению с сортовым прокатом. Сортовой прокат, а особенно балки 24М, 30М, 36М, 45М не всегда есть в наличии на металлобазах, в случае если требуется сталь 09Г2С применяемая в изделиях с рабочей температурой окружающей среды от -40 да +40. Сечение типа короб более универсален, чем двутавр и позволяет оптимально расходовать материал, уменьшая или увеличивая толщину в нулевой зоне и на периферийных участках в зоне максимальных напряжений.
Характеристика свариваемости стали.
Для выбора материала сварной конструкции в первую очередь руководствуются такой характеристикой металла, как свариваемость. Под свариваемостью материалов понимается комплексная технологическая характеристика металла или сплава, которая отражает их реакцию на процесс сварки и показывает пригодность данного материала для получения надежного сварного соединения.
Свариваемость определяется в первую очередь механическими испытаниями сварных швов на разрыв, изгиб, ударную вязкость и, кроме того, способностью материалов без образования трещин и значительного изменения свойств выдерживать быстрый нагрев до температуры плавления, значительное тепловое расширение, быстрое охлаждение и усадку при этом. Например, сталь должна обладать запасом вязкости при местных нагревах и высоких напряжениях и не быть склонной к хрупкому разрушению без проведения термической обработки.
В некоторых случаях для определения свариваемости проводят специальные испытания сварных соединений в условиях, соответствующих реальным условиям их эксплуатации.
Помимо сварных образцов испытывают и несварные образцы основного металла, применяя термическую обработку, чтобы воспроизвести изменение свойств материала аналогично происходящему во время нагревания при сварке. Испытание материалов на свариваемость необходимо при разработке.
Свариваемость стали может быть определена также по содержанию химических элементов (С, Mo, V, Ni, Cr, Mn), влияющих на ее механические свойства.
В этом случае пользуются эмпирической формулой, определяющей эквивалент углерода Сэкв:
Сэкв = C + Mn/20 + Ni/15 + (Cr + Mo + V)/10,
где Mn, Ni, Cr, Mo, V, С — содержание элементов в стали в весовых процентах по данным химического анализа.
Для ручной дуговой, автоматической и полуавтоматической сварки эквивалент углерода не должен превышать 0,45%. При этом соотношении не обнаружено склонности стали к образованию горячих трещин.
Если Сэкв более 0,45%, то для предотвращения образования трещин и закалочных структур применяют предварительный и сопутствующий подогрев и последующую термическую обработку. При сварке металлов малых толщин допускается предельное содержание Сэкв 0,55% без применения термической обработки.
Свариваемость стали ухудшают примеси серы и фосфора, содержание которых свыше 0,035 и 0,04% соответственно повышает склонность к образованию трещин.
По свариваемости стали подразделяют на: хорошо, удовлетворительно, ограниченно и плохо свариваемые (Приложение А).
Сплав марки стали Ст3сп содержит: углерода - 0,9-1%, кремния - 0,05-0,17%, марганца - 0,4-0,65%, никеля, хрома - до 0,3% , серы и фосфора - до 0,05 и 0,04% соответственно.
Сэкв = 0,9 + 0,5/20 + 0,3/15 + (0,3 + 0,05)/10 =0,23
Из уравнения видно, что сталь хорошо сваривается и не дает трещин, не требует предварительного нагрева.
Для изготовления типовых и стандартных сварных конструкций чаще всего используются стали различных марок. Сталь марки Ст3сп - малоуглеродистая конструкция обыкновенного качества, (поставляется с гарантируемыми химическими и механическими свойствами), хорошо сваривается без ограничений, не дает закалочных структур.
Чаще всего прокат из данной марки стали используется для разнообразных строительных конструкций благодаря высокой механической прочности, что позволяет использовать более тонкие элементы, чем при использовании других сталей. Высокая механическая устойчивость к деформациям позволяет с успехом применять листовой прокат данной марки стали.
В работе для изготовления балки применяется сталь марки Ст3сп низкоуглеродистая, относится к группе хорошо свариваемых. Углерода в ней до 0,25 % , марганца 0,5% , кремния 0,35%.
1.3 Выбор и обоснование подготовительных операций
Технологический процесс заготовок деталей из проката может включать следующие операции: правку, разметку, резку, обработку кромок и очистку под сварку.
Правка осуществляется за счет создания местной пластической деформации и, как правило, производится в холодном состоянии. Для устранения волнистости листов и полос толщиной от 0,5 до 50мм широко используют многовалковые машины с числом валков больше пяти. Листы толщиной более 40 – 50мм обычно правят под прессом. Правка достигается в результате многократного изгиба при пропускании листов между верхним и нижним рядами валков, расположенных в шахматном порядке. Тонкие листы толщиной менее 0,5мм правят растяжением с помощью приспособлений на прессах или на специальных растяжных машинах.
Правку мелко- и среднесортного и профильного проката производят на роликовых машинах работающих по той же схеме, что и листоправильные. Для изготовления решетки правка металла не осуществлялась, так как использовался новый профильный прокат.
Очистка. В месте сварки деталей изделия кромки тщательно зачищают железной щеткой от грязи, масла, ржавчины которые приводят к образованию дефектов.
От состояния поверхности свариваемых кромок значительной мере зависит качество сварных швов.
Перед сваркой проверяют тщательность очистки стыкуемых кромок и прилегающих к ним поверхностей на ширину не менее 20 мм от окалины, ржавчины, краски, масла и зачистки этих участков до блеска.
Для выполнения работы использовался следующий вспомогательный инструмент (рис. 2)
  в) в)
Рисунок 2 - Вспомогательный инструмент: зубило (а), металлическая щётка (б), молоток (в)
Индивидуальная разметка трудоемка. Наметка более производительна, однако изготовление специальных наметочных шаблонов не всегда экономически целесообразна.
Использование приспособлений для мерной разметки проката обеспечивает экономию времени. Слесарная операция заключается в нанесении на поверхность заготовки углублений (кернов) и линий (рисок), определяющих контуры изготовляемой детали или места, подлежащие обработке. По рискам с заготовки при обработке удаляют припуск. Разметку осуществляют главным образом в индивидуальном и мелкосерийном производствах. При разметке арматурного прутка был использован разметочный материал и измерительный инструмент: чертилка, керн, металлическая линейка, рулетка и штангенциркуль.
Резка, разделка кромок. Резкой металлов называют отделение частей (заготовок) от сортового, листового или литого металла.
Для поперечной резки фасонного проката применяют пресс-ножницы с фасонными ножами, гильотины (рис. 3) или дисковые пилы. В некоторых случаях применяют резку гладким диском.

Рисунок 3 – Гидравлическая гильотина по металлу
Сборка под сварку - это технологическая операция, обеспечивающая подлежащие сварке деталям необходимое взаимное расположение с закреплением их специальными приспособлениями. Виды сборки: последовательная, на прихватках и поузловая.
На сборку изделия тратится около 30% рабочего времени от общей трудоемкости изготовления изделия.
Трудоемкость сборки детали под сварку зависит от ряда условий: серийности производства, типа изделий и другое. Для уменьшения времени сборки, а также для повышения ее прочности применяются различные приспособления.
Приспособления могут быть предназначены только для сборки деталей под сварку или для сварки уже собранных деталей. Применяются и комбинированные сборочно-сварочные приспособления.
Сборка. В процессе изготовления сварных конструкций должны быть обеспечены заданные технологическим процессом взаимное положение соединяемых деталей и условия, наиболее благоприятные для образования качественного соединения. Это достигается применением технологических приспособлений и оснастки. Для точной сборки деталей под сварку нужно использовать измерительные инструменты и всевозможные зажимы, угольники, струбцины (рис. 4).

Рисунок 4 - Угловая струбцина
В процессе сборочных работ необходимо выполнять прихватки. Сварочные прихватки представляют собой неполноценные короткие швы с поперечным сечением до 1/3 сечения полного шва.
Процесс последовательного соединения и скрепления сборочных деталей между собой прихватками для образования отправочного элемента называют сборкой.
Сборка сварочной конструкции – это одна из главных операций при изготовлении изделия. Собранные детали конструкции сначала прихватывают, а потом сваривают. В некоторых случаях сборочные операции чередуются со сварочными.
Прихватки придают изделию жесткость и препятствуют перемещению деталей, что может привести к трещинам в прихватках при их охлаждении.
Сборка балки должна быть достаточно точной, особое внимание уделяется симметрии расположения и взаимной перпендикулярности полки и стенки. Сборка на стеллаже с помощью простейших приспособлений является трудоемкой и может применяться только в единичном производстве. Использование станов для сборки двутавровых балок позволяет повысить производительность сборочных операций в несколько раз.
С помощью стана достигается симметрия расположения стенки относительно полок балки, обеспечивается взаимная перпендикулярность полки и стенки балки (рис. 5).
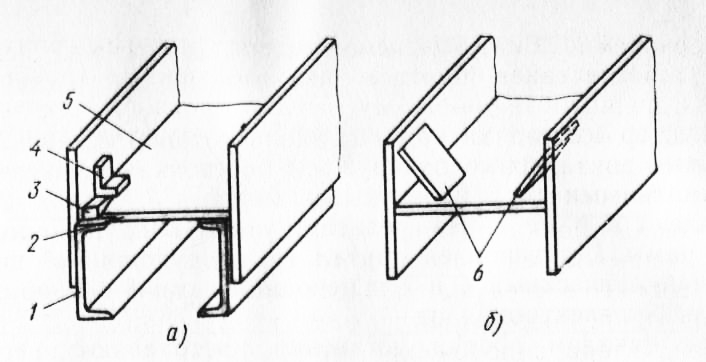
Рисунок 5 - Сборка балок двутаврового сечения: а — подтяжка выпуклой части стенки балки к кондуктору; 6 фиксация торцов собираемого двутавра; 1 — швеллер сборочно го кондуктора, 2 — проектное положение стенки, 3 — клип. 4 временный уголок, 5 — стенка с выпуклостью, 6 — временные планки
Эффект использования сборочного стана обеспечивается быстродействием и надежностью механизма позиционирования элементов. Закрепление и освобождение элементов балки по всей длине с помощью винтов занимает много времени. Значительно производительнее и удобнее в работе приспособления, оснащенные гидравлическими прижимными механизмами.
Сборка двутавровой балки осуществляется в 2 этапа: сборка профиля T-образной формы, затем балка кантуется на 180° и собирается двутавр.
2 Специальная часть
2.1 Выбор и обоснование способа сварки
Проектирование технологии сварки заключается в выборе способа сварки, сварочных материалов, определении параметров режима и условий сварки, а также дополнительных технологических мероприятий, обеспечивающих требуемое качество сварного изделия и необходимые технико-экономические производственные показатели.
При выборе способа сварки учитывались следующие факторы:
свойства свариваемого металла;
толщина свариваемого металла;
экономическую эффективность.
Балку можно изготовить при помощи ручной дуговой сварки или сваркой в среде углекислого газа на полуавтомате и автомате.
Ручная электродуговая сварка в настоящее время остается одним из самых распространенных способов сварки. Это объясняется возможностью сварки в различных пространственных положениях и в местах, недоступной для механизированных способов сварки, также простотой и мобильностью применяемого оборудования. Однако ручная дуговая сварка характеризуется малой производительностью. Качество сварки в большой степени зависит от практических навыков сварщика.
Сварка порошковой проволокой сочетает в себе преимущества ручной дуговой сварки – простоту, мобильность, и механизированной сварки в углекислом газе - большую производительность и высокое качество сварных соединений.
Порошковая проволока - это непрерывный электрод, состоящий из металлической оболочки и порошкового сердечника - шихты. Порошковые проволоки позволяют применять сварочный ток большой плотности, этим достигается высокая производительность расплавления. При сварке порошковой проволокой плотность тока может достигать 170-200 А/мм2. Введение в сердечник порошковой проволоки значительного количества хрома, никеля, молибдена и других элементов обеспечивает такой химический состав наплавленного металла, который чрезвычайно трудно получить обычным металлургическим путем. Одной из основных проблем при сварке порошковой проволокой является обеспечение защиты зоны сварки от взаимодействия с воздухом.
Из-за высокой температуры дуги металл ванны и капель расплавляющейся оболочки нагревается до температур 2000-2500ОС, при которых жидкое железо активно окисляется кислородом воздуха и соединяется с азотом, если зону сварки не защитить от воздействия воздуха. В результате выделения газов при кристаллизации металла сварочной ванны возникает пористость.
Минимальная толщина свариваемого металла при сварке порошковой проволокой 3 мм. В данном случае толщина металла 1 мм, поэтому способ сварки порошковой проволокой не подходит.
в) Аргонодуговая сварка - это аргонная сварка алюминия, магниевых и титановых сплавов, стальных труб, сосудов высокого давления, теплообменников, сварки тонких листов из нержавеющей стали. Так как этот вид сварки применим для мелких деталей, аргонная сварка применяется в электронной промышленности. В качестве защитного сварочного газа наиболее часто используется аргон. Аргонодуговая сварка может быть без подачи присадочной проволоки (для сварки тонкого металла), так и с подачей, вручную или автоматической. Аргон один из дорогих газов, поэтому брать его для сварки бака из нержавеющей стали не выгодно.
Особенностью полуавтоматической сварки в среде углекислого газа является высокая степень концентрации тепловыделения, обеспечивающая минимальную зону структурных превращений и относительно небольшую деформацию изделия. При этом способе сварки обеспечивается высокоэффективная защита расплавленного металла, высокая производительность процесса, возможность наблюдения за формированием шва. Также преимуществом полуавтоматической сварки является отсутствие периодической замены электродов и операций по удалению шлака. Этим способом соединяют различные металлы и сплавы, в различных пространственных положениях.
Для изготовления балки более целесообразным является сварка на полуавтоматической машине в среде углекислого газа, поэтому расчет параметров режима сварки будет рассчитываться для полуавтоматической сварки.
Расчет сварочного тока, А, производится по формуле:
 , Iсв=3,14 * 0,82 * 110 / 4 = 55 А , Iсв=3,14 * 0,82 * 110 / 4 = 55 А
где  – диаметр электродной проволоки, мм; а – плотность тока в Скорость подачи электродной проволоки, м/ч, рассчитывается по формуле – диаметр электродной проволоки, мм; а – плотность тока в Скорость подачи электродной проволоки, м/ч, рассчитывается по формуле
 Vпр= 4 * 8,5 * 55 / 3,14 * 0,82 * 7,8 = 119,1 Vпр= 4 * 8,5 * 55 / 3,14 * 0,82 * 7,8 = 119,1
где  – коэффициент расплавления проволоки, г/А .ч; – коэффициент расплавления проволоки, г/А .ч;  – сварочный ток, А; – диаметр электродной проволоки, мм; j – плотность металла проволоки (для стали j = 7,8 г/см3) – сварочный ток, А; – диаметр электродной проволоки, мм; j – плотность металла проволоки (для стали j = 7,8 г/см3)
Значение определяется по формуле:
 αp = 3,0 + 0,08 * 55 / 0,8 = 8,5 αp = 3,0 + 0,08 * 55 / 0,8 = 8,5
Скорость сварки (наплавки) рассчитывается по формуле:
 , VСВ = 7,65 * 55 / 100 * 0,3 * 7,8 = 2 , VСВ = 7,65 * 55 / 100 * 0,3 * 7,8 = 2
где  – коэффициент наплавки, г/А·ч, – коэффициент наплавки, г/А·ч,
 , αн = 8,5 * (1 – 0,1) = 7,65 г/А·ч , αн = 8,5 * (1 – 0,1) = 7,65 г/А·ч
где  – коэффициент потерь металла на угар и разбрызгивание. При сварке в СО2 = 0,1…0,15; – коэффициент потерь металла на угар и разбрызгивание. При сварке в СО2 = 0,1…0,15;  – площадь поперечного сечения одного валика, см2. При наплавке в СО2 принимается равной 0,3…0,7 см2; – площадь поперечного сечения одного валика, см2. При наплавке в СО2 принимается равной 0,3…0,7 см2;  – плотность металла проволоки, г/см3 (для стали = 7,8 г/см3). – плотность металла проволоки, г/см3 (для стали = 7,8 г/см3).
2.2 Выбор сварочного оборудования для изготовления конструкции
В соответствии с установленным технологическим процессом производят выбор сварочного оборудования. Основными условиями выбора служат:
-техническая характеристика сварочного оборудования, отвечающая принятой технологии;
-наименьшие габариты и вес;
-наибольший КПД и наименьшее потребление электроэнергии.
Основным условием при выборе сварочного оборудования является тип производства.
Так, при единичном и мелкосерийном производстве из экономических соображений необходимо более дешевое сварочное оборудование - сварочные трансформаторы, выпрямители или сварочные полуавтоматы, отдавая предпочтение оборудованию, работающему в среде защитных газов с источником питания - выпрямителями.
Производство двутавровой балки осуществляется с использованием современного оборудования, которое позволяет обеспечивать надежное и прочное соединение деталей из низкоуглеродистой стали. Изготовление двутавровой балки в промышленных масштабах производят на сварочных автоматах и полуавтоматах. Примером сварочного полуавтомата является аппарат РИКОН ПДГ-402 (Приложение Б), который предназначен для дуговой сварки металлоконструкций, выполненных из легированных и низкоуглеродистых сталей, сварочной проволокой в среде СО2.
Он имеет две ступени индуктивности и три режима работы: сварка точками, короткие швы и длинные швы. Данная модель применяется в производстве металлоконструкций из профиля и листа. Сварочный выпрямитель РИКОН ПДГ-402 оснащен защитой от перегрева, выпрямительным блоком «SCOMES», выдвижной площадкой под баллон и плавной регулировкой напряжения на дуге. При его использовании легко можно подобрать силу сварочного тока.
Подающий механизм имеет следующие особенности: встроенный блок управления трехфазным полуавтоматом; 4-х роликовый привод подачи проволоки с зубчатым зацеплением и двигателем Tbi; тормозное устройство Tbi, которое предотвращает самораскручивания сварочной проволоки.
Блок управления служит для цифровой индикации параметров на дисплее, защиты двигателя от перегрузок, автоматического управление циклом сварки, отключения аппарата при перегреве с подачей звукового сигнала, сварки, установки времени продувки газом зоны сварки и времени растяжки дуги, ручного включения продувки газа и подачи проволоки при наладке, динамического разгона и торможения двигателя при включении и выключении, ручной установки скорости подачи проволоки и ее стабилизации.
Технические характеристики сварочного полуавтомата РИКОН ПДГ-402
Напряжение: 380 В 50 Гц
Сварочный ток min: 50 А
Сварочный ток max: 400 А
Max мощность: 18 кВт
Напряжение холостого хода: информация отсутствует
Номинальный сварочный ток (ПВ, 60 %): 400 А
Род сварочного тока: постоянный
Диапазон регулировки напряжения на дуге: 16-42 В
Питание подогревателя газа: 36 В
Габаритные размеры: 1040х490х730 мм
Вес: 119 кг
Технические характеристики подающего механизма
Напряжение: информация отсутствует
Max. мощность: 65 Вт
Скорость подачи проволоки: 1-15 м/мин
Диаметр проволоки: 0,8-1,6 мм
Регулировка времени «Газ до сварки и после сварки», 0,1-5,0 сек.
Регулировка времени «Растяжка дуги»: 0,1-5,0 с
Регулировка времени сварки точками: 0,2-9,9 с
Масса проволоки на кассете: 18 кг
Принцип полуавтоматической сварки в защитных газах (Приложение Б) определяет основные функции оборудования:
- подвод к дуге электрической энергии и её регулирование;
- перемещение горелки со скоростью сварки и её регулирование;
- подача электродной проволоки в зону сварки и регулирование её скорости;
- подача защитного газа в зону сварки и регулирование его расхода;
- установка вылета электродной проволоки и корректирующие перемещения горелки;
- возбуждение дуги и заварка кратера.
При пуске сварочного аппарата схема управления должна обеспечивать такую последовательность включения частей и механизмов оборудования:
1) подачу защитного газа, предварительную продувку системы подачи газа;
2) включение источника питания дуги ;
3) подачу электродной проволоки;
4) возбуждение дуги;
5) перемещение аппарата со скоростью сварки :
При окончании сварки последовательность выключения механизмов должна обеспечивать заварку кратера и защиту остывающего шва.
Выпрямитель сварочный ВД-313 предназначен для ручной дуговой сварки покрытыми электродами изделий из стали постоянным током от сети трехфазного переменного тока. Он состоит из сварочного трансформатора с подвижной первичной катушкой, выпрямительного кремниевого блока с вентилятором, пусковой и защитной аппаратуры. При параллельном соединении обмоток в электрическую цепь получают диапазон больших токов (Приложение 3). Первичная обмотка подвижна, с помощью ее ведется регулирования силы тока. Сварочный ток плавно регулируется с помощью механического перемещения магнитного шунта горизонтального исполнения. Градуировка тока дуги выпрямителя сварочного ВД-313 выполнена на внешней поверхности шунта. Оригинальный механизм шунтового регулирования резко уменьшает время, необходимое на смену режима сварки.
Производство двутавровой балки осуществляется с использованием современного оборудования, которое позволяет обеспечивать надежное и прочное соединение деталей из низкоуглеродистой стали. Изготовление двутавровой балки производилось на сварочном выпрямителе ВД-313.
Выпрямитель сварочный ВД-313 отличается простотой, надежностью конструкции, низким весом, мобильностью и по сварочным свойствам не уступает известному сварочному выпрямителю ВД-306.
Выпрямитель сварочный ВД-313 имеет следующие основные технические решения:
плавная регулировка сварочного тока;
отказ от подвижных обмоток;
принудительное охлаждение.
Характеристика сварочного выпрямителя ВД-313 (рис. 6) представлена в таблице 1.
|
|
|
 Скачать 425.56 Kb.
Скачать 425.56 Kb.