Сварныx соединений и наплавки оборудования и трубопроводов аэу
 Скачать 435 Kb. Скачать 435 Kb.
|

|
Федеральный надзор России по ядерной и радиационной безопасности (Госатомнадзор России) РУКОВОДСТВА ПО БЕЗОПАСНОСТИ Утверждены постановлением Госатомэнергонадзора СССР 1989 г. УНИФИЦИРОВАННЫЕ МЕТОДИКИ КОНТРОЛЯ ОСНОВНЫX МАТЕРИАЛОВ (ПОЛУФАБРИКАТОВ), СВАРНЫX СОЕДИНЕНИЙ И НАПЛАВКИ ОБОРУДОВАНИЯ И ТРУБОПРОВОДОВ АЭУ УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ Часть I Контроль основных материалов (полуфабрикатов) ПНАЭ Г-7-014-89 Введены в действие с 01 июля 1990 г. Москва 2000 УДК: 621.791.052(083.75) Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Ультразвуковой контроль. Часть 1. Контроль основных материалов (полуфабрикатов). ПНАЭ Г-7-014-89: Нормативный документ. – М.: НТЦ ЯРБ, 2000, 44 с. Настоящий нормативно-технический документ (НТД) устанавливает методики ультразвукового контроля (УЗК) качества основных материалов (полуфабрикатов), включая поковки, сортовой прокат, отливки, листы, трубы и штампованные заготовки, используемых для изготовления оборудования и трубопроводов, на которые распространяется действие документа "Оборудование и трубопроводы атомных энергетических установок. Сварные соединения и наплавки. Правила контроля" (ПНАЭ Г-7-010-89). Обязательны для всех министерств, ведомств, организаций и предприятий, осуществляющих проектирование, конструирование, изготовление, монтаж и эксплуатацию оборудования и трубопроводов, на которые распространяются Правила устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок. СОДЕРЖАНИЕ 1. ОБЩИЕ ПОЛОЖЕНИЯ 4 2. АТТЕСТАЦИЯ КОНТРОЛЕРОВ 6 3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ 7 4. ТРЕБОВАНИЯ К ДЕФЕКТОСКОПАМ, ПРЕОБРАЗОВАТЕЛЯМ И ОБРАЗЦАМ 8 5. ПОДГОТОВКА И ПРОВЕДЕНИЕ УЗК 15 6. КОНТРОЛЬ ПОКОВОК, СОРТОВОГО ПРОКАТА И ОТЛИВОК 16 7. КОНТРОЛЬ ТРУБ 21 8. КОНТРОЛЬ ЛИСТОВ И ШТАМПОВАННЫХ ЗАГОТОВОК ИЗ ЛИСТА 25 9. ОЦЕНКА КАЧЕСТВА ПОЛУФАБРИКАТОВ 26 10. ТРЕБОВАНИЯ К ОФОРМЛЕНИЮ ДОКУМЕНТАЦИИ 27 1. ОБЩИЕ ПОЛОЖЕНИЯ1.1. УЗК проводят с целью обнаружения в полуфабрикатах трещин, раковин, рыхлот, флонеков, расслоений, неметаллических включений и других несплошностей, вызывающих появление эхосигналов с амплитудой, больше заданного определенного значения, называемого уровнем фиксации, или уменьшение прошедшего сигнала до значения, меньше заданного уровня фиксации. 1.2. При УЗК полуфабрикатов не гарантируется выявление: 1.2.1. Несплошностей, амплитуда эхосигнала от которых превышает эхосигнал от структурных помех менее чем на 6 дБ. 1.2.2. Несплошностей, уменьшение которыми прошедшего сигнала менее чем на 6 дБ отличается от уменьшения сигнала, вызываемого изменением затухания. 1.2.3. Несплошностей вблизи поверхностей ввода и отражающих поверхностей (при контроле эхометодом). При этом во всех случаях УЗК не гарантирует определения характера несплошностей и их действительных размеров. 1.3. Для каждого вида полуфабриката, подлежащего контролю, составляется карта контроля, которой руководствуется непосредственный исполнитель. Карта контроля составляется на основании требований настоящего НТД, действующих инструктивных материалов и данных о контролируемых полуфабрикатах. Она должна содержать: наименование полуфабриката (вид); обозначение чертежа; материал полуфабриката; схему контроля; параметры аппаратуры; типы преобразователей; уровень фиксации; параметры несплошностей, подлежащие определению; нормы оценки качества согласно техническим условиям или стандартам на полуфабрикат; другие параметры, необходимые для воспроизведения условий контроля. Для контроля однотипных полуфабрикатов на дефектоскопических установках вместо карты контроля составляется инструкция по контролю. При ручном контроле допускается составление типовых карт контроля. 1.4. УЗК проводят эхо-, теневым, зеркально-теневым, эхосквозным методами в контактном, щелевом или иммерсионном вариантах с использованием продольных, поперечных, поверхностных (Рэлея) и нормальных (Лэмба) типов УЗ-волн в зависимости от типоразмеров контролируемых полуфабрикатов (рис. 1). 1.4.1. Эхометод контроля основывается на анализе эхосигналов, отраженных от несплошностей. 1.4.2. Теневой метод контроля основывается на анализе вызываемого несплошностями уменьшения сквозного сигнала, проходящего от излучателя к приемнику, и применяется только при контроле на дефектоскопических установках иммерсионным или бесконтактным способом. 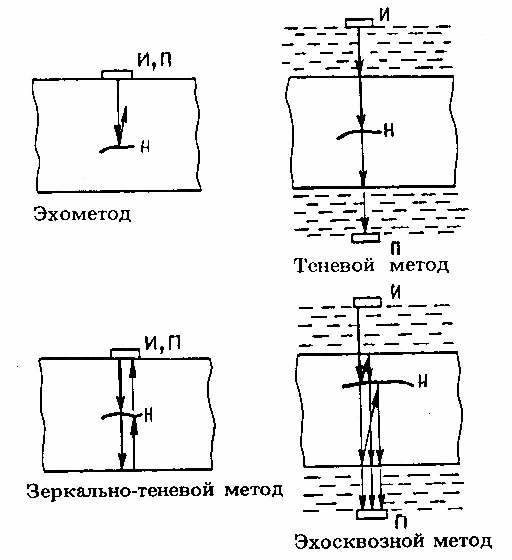 Рис. 1. Методы ультразвукового контроля продольными волнами: И - излучатель; П - приемник; Н - несплошность 1.4.3. Зеркально-теневой метод контроля основывается на анализе акустических импульсов, прошедших через контролируемое изделие, и регистрации несплошностей по изменению амплитуды сигнала, отраженного от донной поверхности (донного сигнала). 1.4.4. Эхосквозной метод контроля основывается на анализе амплитуды акустических импульсов, отраженных от несплошности и одной из поверхностей изделия при установке излучателя и приемника с разных его сторон, и применяется только при контроле на дефектоскопических установках иммерсионным или бесконтактным способом. 1.5. Уровень фиксации устанавливается различными способами в зависимости от метода контроля. 1.5.1. Для эхометода амплитуда эхосигнала, соответствующего уровню фиксации, задается с помощью искусственных отражателей, формы и размеры которых указываются в инструкции, карте контроля или техпроцесса. 1.5.2. Для эхосквозного метода амплитуда эхосквозного сигнала, соответствующего уровню фиксации, задается в децибелах от уровня сквозного сигнала на участке изделия, не содержащем несплошностей. 1.5.3. Для теневого и зеркально-теневого методов ослабление сквозного или донного сигнала, соответствующее уровню фиксации, задается в децибелах или процентах от уровня сквозного или донного сигнала на участке изделия, не содержащем несплошностей. При совмещенном контроле эхо- и зеркально-теневым методами уровень фиксации последнего допускается задавать по соотношению с уровнем фиксации эхометода. 1.6. Дефектоскопические установки следует применять при условии обеспечения заданного объема контроля и обнаружений несплошностей, соответствующих уровню фиксации, с вероятностью не хуже 0,9. 1.7. Для повышения надежности обнаружения несплошностей в контролируемом изделии, превосходящих уровень фиксации, ручной контроль ведут на поисковой чувствительности, уровень которой отличается от уровня фиксации не менее чем на 6 дБ в сторону, соответствующую повышению чувствительности. 1.8. УЗК должен быть предусмотрен технологией изготовления полуфабриката или изделия как этап технологического процесса. 1.9. НТД на изготовление изделия по вопросам, касающимся УЗК, должна быть согласована со службой неразрушающего контроля (НК). 1.10. Объем контроля определяют полнотой проверки металла каждого контролируемого изделия. Объем контроля является полным, если весь металл изделия подвергают контролю по заданной в настоящем документе схеме. Под схемой контроля понимается метод контроля, поверхности, по которым ведут контроль (поверхности ввода), тип преобразователей, тип и направление распространения применяемых ультразвуковых волн. 1.11. УЗК проводится после исправления дефектов, обнаруженных при визуальном и измерительном контроле, а также после капиллярного и магнитопорошкового контроля, если последние предусмотрены производственно-технологической документацией (ПТД). По согласованию со службой НК допускается проведение контроля до удаления дефектов. 1.12. УЗК проводят при температуре окружающего воздуха и контролируемой поверхности от 5 до 40 0С. Для обеспечения указанного требования допускается применение тепляков и подогрев металла. Допускается проведение контроля при температурах, отличающихся от указанных, при обеспечении требуемой чувствительности в течение всего времени контроля. 1.13. Приемосдаточный УЗК полуфабрикатов проводится после термической обработки изделий, если она предусмотрена ПТД. Если полуфабрикат перед термической обработкой проходит механическую обработку, не обеспечивающую его прозвучивание в полном объеме, то контроль проводится дважды: до механической и термической обработки в полном объеме и после термической обработки в объеме, допускаемом конфигурацией полуфабриката. Объем контроля в последнем случае согласовывается с головной материаловедческой организацией. 1.14. Ручной приемосдаточный УЗК в ночную смену (от 0 до 6 ч) не допускается. 1.15. Необходимость проведения УЗК, объем контроля, характеристики несплошностей, подлежащие измерению, и нормы оценки качества должны быть указаны в стандартах, технических условиях или чертежах на контролируемый полуфабрикат. |