Сварныx соединений и наплавки оборудования и трубопроводов аэу
 Скачать 435 Kb. Скачать 435 Kb.
|

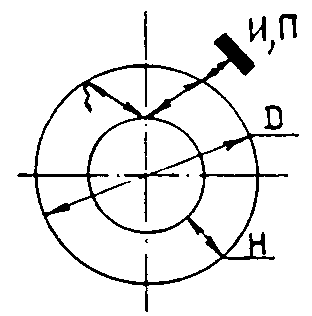
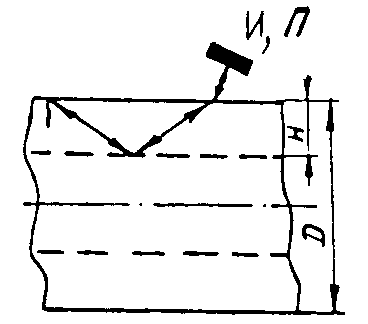
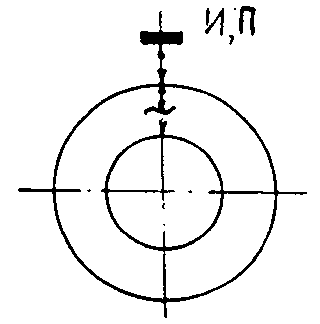
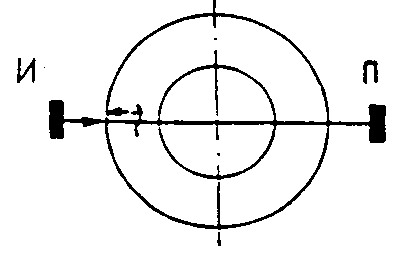
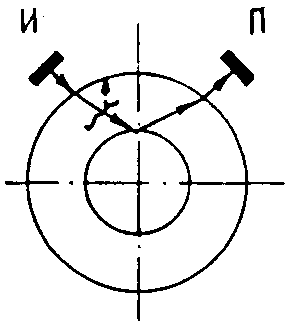
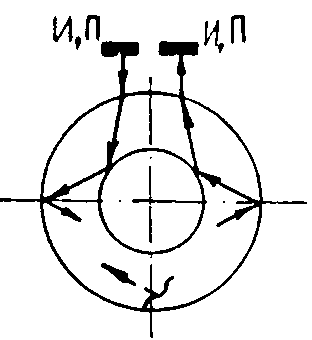
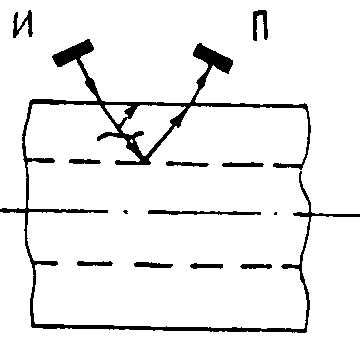
7. КОНТРОЛЬ ТРУБ7.1.Ультразвуковому контролю подлежат бесшовные монометаллические и биметаллические трубы, изготовленные из нелегированных и легированных сталей, диаметром от 8 мм и более с толщиной стенки от 1 до 70 мм и отношением толщины стенки трубки к наружному диаметру не более 0,2. 7.2. При ультразвуковом контроле сплошности металла труб применяются эхо-, теневой и зеркально-теневой методы в соответствии с табл. 2. Ультразвуковой контроль обеспечивает обнаружение несплошностей металла труб: при контроле эхометодом - вызывающих эхосигнал амплитудой не менее амплитуды эхосигнала от искусственного отражателя в СОП, заданного НТД на трубы; при контроле теневым и зеркально-теневым методами - вызывающих ослабление сквозного или донного сигнала не меньшее, чем ослабление, заданное НТД на трубы. При этом учитываются ограничения п. 1.2. 7.3. УЗК труб диаметром менее 50 мм выполняется с помощью автоматизированных или механизированных дефектоскопических установок. Трубы диаметром 50 мм и более контролируются на установках или вручную. 7.4. При УЗК труб диаметром менее 250 мм принимают меры по стабилизации акустического контакта, предусмотренные п. 5.6. 7.5. УЗК труб следует проводить на частотах 2,0-10 МГц. Для труб с крупной структурой материала и грубой поверхностью разрешается проводить контроль на частотах 1,0-2,0 МГц при условии обеспечения заданной чувствительности контроля. 7.6. Контроль монометаллических труб. 7.6.1. В качестве испытательного образца для проведения контрольных операций используется отрезок бездефектной трубы, изготовленной из того же материала, того же типоразмера и с тем же качеством поверхности, что и контролируемая труба. При этом отклонения размеров и свойств материала образца от контролируемых труб не должны изменять сигнал от искусственного отражателя более чем на 2 дБ. 7.6.2. На испытательных образцах выполняются искусственные отражатели в виде рисок (рис. 12, 13, 14) или отверстий с плоским дном, перпендикулярным к направлению акустической оси ультразвукового пучка. Риски могут быть выполнены с выбегом. При этом их глубина должна быть не менее трехкратной высоты микронеровностей поверхности контролируемого образца. Поперечные риски (см. рис. 14) выполняются только на наружной поверхности. Продольные риски на внутренней поверхности образца выполняются при диаметре труб 15 мм и более. В случае, когда глубина риски меньше 0,5 мм, выполняются риски треугольного профиля. 7.6.3. Контроль на продольные несплошности, имитируемые рисками по рис. 12 и 13, проводится ультразвуковыми волнами, распространяющимися в стенке трубы в направлении, перпендикулярном к образующей (см. табл. 2, схемы 1, 5, 6), а на поперечные несплошности, имитируемые рисками по рис. 14, - волнами, распространяющимися вдоль образующей трубы (схема 2). При этом контроль проводится в двух противоположных направлениях. Допускается применение схем контроля, отличных от приведенных в табл. 2, при условии сохранения направления ультразвуковых волн и обеспечения обнаружения заданных искусственных отражателей, определяющих уровень фиксации Таблица 2. Схемы ультразвукового контроля труб
Примечание. - направление прозвучивания; D - наружный диаметр; H - толщина стенки трубы; И - излучатель; П - приемник. 7.6.4. Контроль на несплошности, ориентированные по окружности трубы и имитируемые отверстием с плоским дном, просверленным вдоль радиуса трубы с ее внутренней поверхности, проводится для труб с толщиной стенки 8 мм и более ультразвуковыми волнами, распространяющимися в радиальном направлении (см. табл. 2, схемы 3, 4 и 7). 7.6.5. При отсутствии в технических условиях на трубы указаний по схеме контроля контроль выполняется по схеме 1 (см. табл. 2), а для труб с толщиной стенки 8 мм и более также и по схеме 3 прямым или раздельно-совмещенным преобразователями. 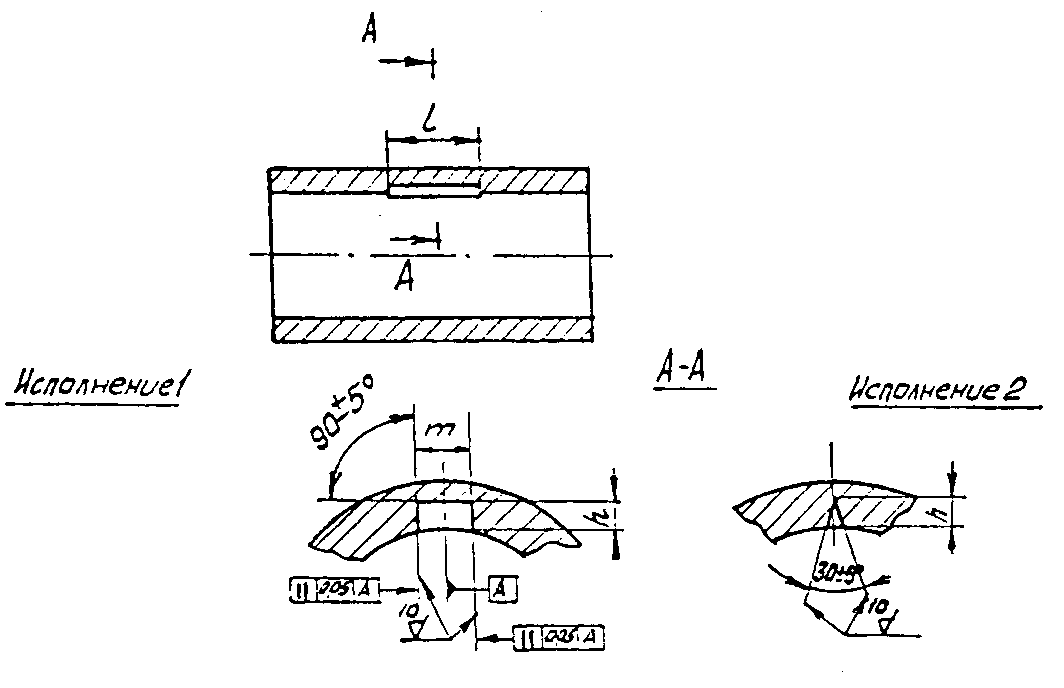 Рис. 12. Стандартный образец предприятия с продольной риской на внутренней поверхности трубы 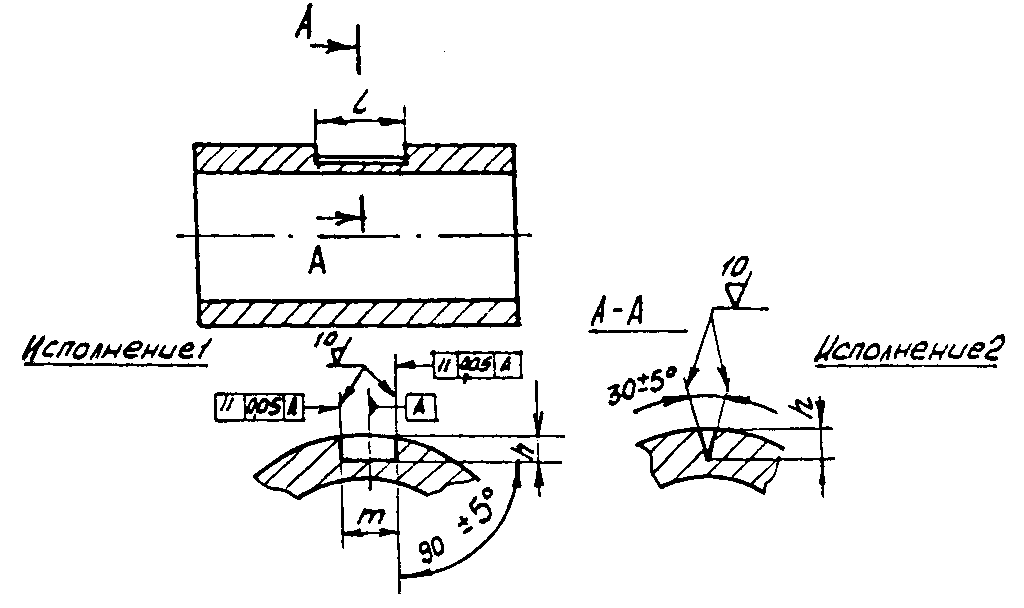 Рис. 13. Стандартный образец предприятия с продольной риской на наружной поверхности трубы 7.6.6. При контроле труб на дефектоскопических установках методика проведения испытания и настройка чувствительности выбираются таким образом, чтобы амплитуда эхосигналов от искусственных отражателей на внутренней и наружной поверхностях трубы отличалась не более чем на 3 дБ. 7.7. Контроль биметаллических труб. 7.7.1. Основной металл трубы до нанесения плакирующего слоя контролируется как монометаллическая труба, если технология производства допускает такой контроль. В этом случае после нанесения плакирующего слоя биметаллическая труба контролируется только на несплошности типа расслоений на границе и (или) внутри плакировки по схемам 3 и 4 (см. табл. 2) с учетом рекомендаций п. 7.7.2. 7.7.2. Биметаллическая труба контролируется по той же методике, что и монометаллическая труба, если уровень структурных помех от плакирующего слоя и его границы с основным металлом не препятствуют контролю при заданном уровне фиксации с учетом ограничений, отмеченных в п. 1.2. В противном случае допустимо по согласованию с головной материаловедческой организацией выполнение контроля на максимально-возможной чувствительности с указанием в отчетной документации. 7.7.3. Биметаллическая труба, в которой уровень структурных помех от плакирующего слоя составляет 6 дБ или более от донного сигнала, контролируется только на несплошности основного металла по схемам 1, 2 и 3 (см. табл. 2) прямым лучом (т.е. без отражения луча от внутренней поверхности). Настройку выполняют по бездефектному участку трубы со снятым плакирующим слоем. Допустимо применение других методик контроля и способов настройки чувствительности, гарантирующих обнаружение несплошностей не меньших, чем по методике указанной выше. 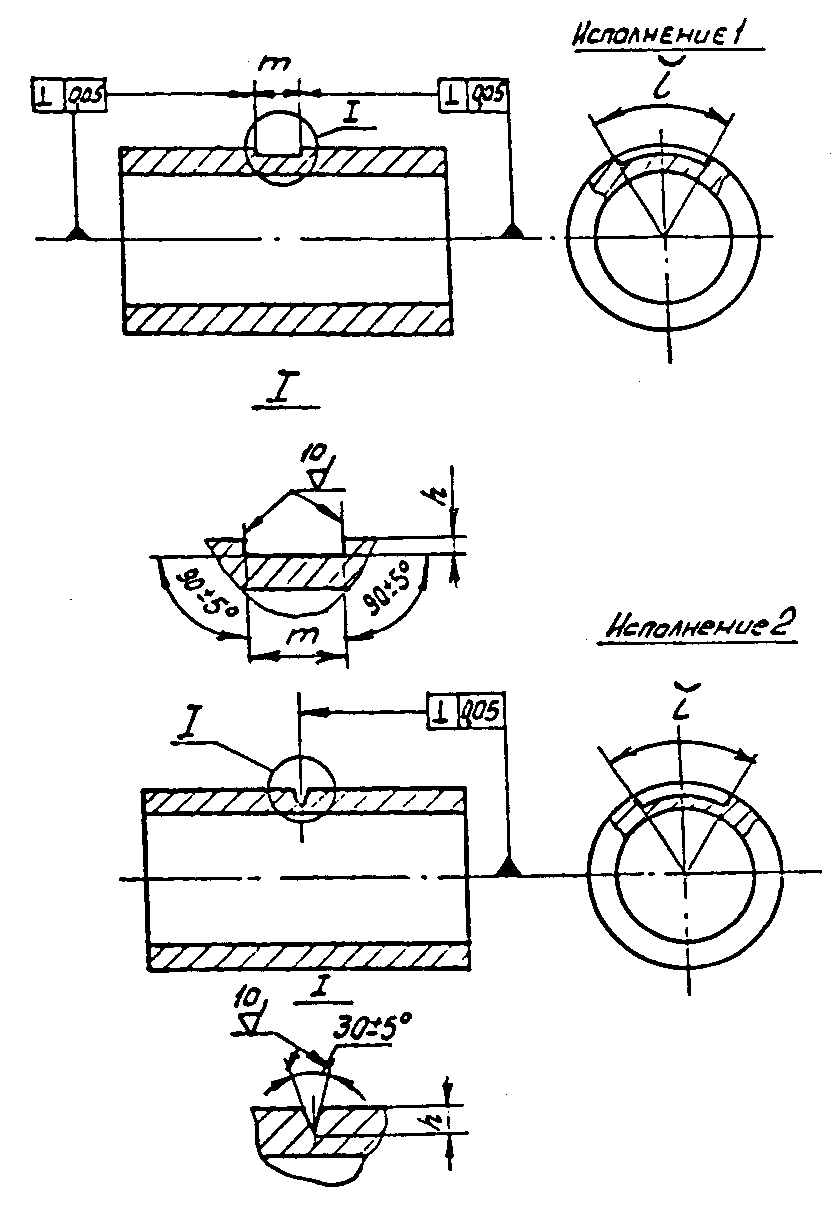 Рис. 14. Стандартный образец предприятия с поперечной риской на наружной поверхности трубы. 7.8. УЗК труб на дефектоскопических установках выполняется по производственно-технологической инструкции, составленной в соответствии с требованиями настоящего НТД и техническими условиями на трубы. В производственно-технологической инструкции должны быть указаны: требования к кривизне, овальности и состоянию поверхности труб; объем и периодичность проверок параметров контрольных установок и при необходимости методика их проверки; методика контроля; порядок регистрации и оформления результатов контроля. 7.9. Настройка чувствительности считается законченной, если в установившемся режиме работы установки при не менее чем пятикратном пропускании через нее контрольного образца происходит стопроцентная регистрация искусственного отражателя. Перед каждым вводом в установку контрольный образец должен поворачиваться на 600 относительно предыдущего положения. 7.10. УЗК труб проводится на чувствительности, соответствующей уровню фиксации, указываемой в технических условиях на трубы. В случае отсутствия в технических условиях на трубы уровней фиксации и отбраковки уровень фиксации принимается как браковочный уровень. 8. КОНТРОЛЬ ЛИСТОВ И ШТАМПОВАННЫХ ЗАГОТОВОК ИЗ ЛИСТА8.1. УЗК подлежат монометаллические и плакированные листы толщиной от 5 мм и выше, изготовленные из сталей перлитного и аустенитного классов, а также штампованные заготовки из этих листов (далее штамповки) с радиусом кривизны более 50 мм. 8.2. УЗК листов и штамповок проводится с использованием эхо-, теневого, эхосквозного и зеркально-теневого методов или их сочетаний, а ультразвуковые колебания в контролируемом изделии возбуждаются контактным, щелевым, иммерсионным или бесконтактным способом. При этом контроль теневым и эхосквозным методами проводится только на установках с применением иммерсионного или бесконтактного способа. 8.3. При контроле теневым, эхосквозным и зеркально-теневым методами измерение амплитуды сквозного или донного сигналов на бездефектном участке должно быть как минимум в два раза меньше изменения амплитуды, задаваемого уровнем фиксации. 8.4. Контроль штамповок эхо- и зеркально-теневым методами следует осуществлять по плоским и выпуклым поверхностям. При радиусе кривизны 500 мм и более допускается проводить контроль по вогнутой поверхности. 8.5. В зависимости от требований технических условий и ПТД листы и штамповки подвергаются: сплошному контролю всего металла с направлением ультразвуковых колебаний по нормали к плоскости листа и в четырех взаимно перпендикулярных направлениях под углом от 40 до 520 к нормали с использованием поперечных волн; предпочтителен угол ввода 450; сплошному контролю всего металла с направлением ультразвука по нормали к его плоскости; контролю вдоль линий с расстоянием между ними не более 100 мм с направлением ультразвука перпендикулярно к поверхности листа; контролю в точках пересечения прямоугольной сетки с размером ячеек не более 100 х 100 мм. 8.6. При контроле металла вдоль линий или в точках пересечения прямоугольной сетки проводится сплошной контроль кромок листа под сварку и зон, где обнаружены дефекты. Ширина кромки принимается не менее 3Н (где Н-толщина листа), но не менее 50 мм. 8.7. В случае, если в ПТД нет указания по объему проведения контроля, листы и штамповки подвергаются сплошному контролю всего металла в соответствии с требованиями технических условий с направлением ультразвука по нормали к плоскости листа. 9. ОЦЕНКА КАЧЕСТВА ПОЛУФАБРИКАТОВ9.1. Нормы допустимых несплошностей по результатам УЗК полуфабрикатов указываются в технических условиях или стандартах. При этом используются характеристики несплошностей, доступные количественному измерению и регистрации при УЗК. 9.2. При оценке допустимых несплошностей заготовок в нормах указываются фиксируемая и допустимая эквивалентная площадь (эквивалентный диаметр), допустимость протяженных несплошностей, допустимые условные размеры, количество несплошностей с учетом их координат. 9.3. Допустимые значения по количеству, эквивалентной площади и расстоянию между одиночными проекциями несплошностей в отливках приведены в ПГА 05-82. 9.4. При оценке допустимых несплошностей труб, контролируемых на дефектоскопических установках, в нормах для эхометода указываются размеры искусственных отражателей, амплитуды сигнала от которых не должны превосходить эхосигналы от несплошностей, в нормах для теневого метода указывается допустимое уменьшение сквозного сигнала. При ручном контроле эхометодом также могут указываться характеристики несплошностей, отмеченные в п. 9.2. 9.5. При оценке допустимых несплошностей листов и штамповок, контролируемых на дефектоскопических установках, в нормах для эхометода и эхосквозного метода указывается фиксируемая и допустимая эквивалентная площадь несплошности или допустимая амплитуда эхосигнала по отношению к сквозному или донному, а для теневого или зеркально-теневого метода - фиксируемое ослабление сквозного или донного сигнала. Для всех способов указывается допустимый максимальный условный размер, определяемый на уровне фиксации. При ручном контроле эхометодом также могут указываться характеристики несплошностей, приведенные в п. 9.2. 9.6. В нормах на оценку качества полуфабрикатов допускается также использование других количественных характеристик несплошностей помимо указанных в п.п. 9.2-9.4. Для них должны быть указаны способы количественного измерения и предельно-допустимые значения. 10. ТРЕБОВАНИЯ К ОФОРМЛЕНИЮ ДОКУМЕНТАЦИИ10.1. В отчетной документации по результатам УЗК полуфабрикатов (заключении о результатах контроля) приводятся: название полуфабриката, его типоразмер, материал, номер чертежа или партии, количество полуфабрикатов в партии; номер или наименование технических условий или стандарта на контролируемый полуфабрикат; техническая документация, по которой выполнялся контроль; тип и номер аппаратуры; тип преобразователя (при ручном контроле); тип и размеры искусственного отражателя; номинальная частота ультразвуковых колебаний аппаратуры; сведения об обнаруженных несплошностях в каждом контролируемом полуфабрикате (количество, расположение, эквивалентные и условные размеры), включая соответствие нормам оценки качества; фамилия дефектоскописта, выполнившего контроль. 10.2. Результаты контроля фиксируются в журнале организацией, выполнившей контроль, в котором указываются те же сведения, что и в п. 10.1., а также номер или наименование карты или инструкции, по которым выполнялся контроль. 10.3. Несплошности полуфабрикатов отмечаются на их поверхности или на их схеме, если это предусмотрено нормативными документами и позволяет конструкция дефектоскопической установки (при автоматическом контроле). 10.4. Журнал должен иметь сквозную нумерацию страниц, быть прошнурован и скреплен подписью руководителя службы НК. Исправления должны быть подтверждены подписью руководителя службы НК. 10.5. Журнал должен храниться на предприятии в архиве службы НК не менее 5 лет. 10.6. Журнал и заключение могут быть дополнены и другими сведениями, предусмотренными системой, принятой на предприятии. |