Тесты все вопросы. Тесты для зачета по дисциплине Метрология, стандартизация и сертификация
 Скачать 0.51 Mb. Скачать 0.51 Mb.
|

|
jnmin : | 1. F, G, J, K, L, Z; | |
| 2. X, N ,M, P, Y, R; | ||
| 3. А, В, С, D, Е, H . | ||
| 181 | На боковой зазор зубчатого сопряжения установлен допуск Тjn, величина которого зависит от: вида сопряжения и точности передачи и увеличивается с увеличением бокового зазора. | 1. вида сопряжения и точности передачи и увеличивается с увеличением бокового зазора. |
| 2. вида сопряжения и точности передачи и не увеличивается с увеличением бокового зазора. | ||
| 3. межосевого расстояния и не увеличивается с увеличением бокового зазора. | ||
| 182 | Стандартами установлено шесть классов отклонения межосевого расстояния, обозначаемых римскими цифрами от I до VI, сопряжениям Н и Е соответствует: | 1. II класс отклонений межосевого расстояния |
| 183. | 2. III, IV, V, VI класс отклонений межосевого расстояния | |
| 3. I класс отклонений межосевого расстояния | ||
| 184. | Стандартами установлено шесть классов отклонения межосевого расстояния, обозначаемых римскими цифрами от I до VI, сопряжениям D, С, В и А соответствует: | 1. II класс отклонений межосевого расстояния |
| 2. III, IV, V, VI класс отклонений межосевого расстояния | ||
| 3. I класс отклонений межосевого расстояния | ||
| 185 | Стандартами установлено шесть классов отклонения межосевого расстояния зубчатого зацепления, обозначаемых римскими цифрами от I до VI, каким сопряжениям соответствует I класс отклонений межосевого расстояния? | 1. D, С, В и А |
| 2. Н и Е | ||
| 3. зарезервирован для очень точных колес | ||
| 186 | зубчатое колесо может быть обозначено: 8-7-6-Cb-II (ГОСТ 1643-81), где: | 1. 8 — степень точности по нормам кинематической точности; 7 — степень точности по нормам плавности; 6 — степень точности по нормам контакта; С — вид сопряжения; b — вид допуска на боковой зазор; II — класс отклонения межосевого расстояния. |
| 2. 8 — степень точности по нормам плавности;7 —степень точности по нормам кинематической точности; 6 —класс отклонения межосевого расстояния.; С — вид допуска на боковой зазор; b —вид сопряжения; II — степень точности по нормам контакта. | ||
| 3. 8 — степень точности по нормам контакта;7 —степень точности по нормам кинематической точности; 6 —класс отклонения межосевого расстояния.; С — вид допуска на боковой зазор; b —вид сопряжения; II — степень точности по нормам плавности. | ||
| 186. | Совокупность размеров, образующих замкнутый контур и непосредственно участвующих в решении поставленной задачи, называют: | 1.линейной цепью; |
| 2. размерной цепью; | ||
| 3.детальной цепью; | ||
| 187. | Размерные цепи, звеньями которых являются линейные размеры, называются: | 1. линейными; |
| 2. плоскими | ||
| 3.пространственными. | ||
| 188 | Если все звенья цепи лежат в одной или нескольких параллельных плоскостях, такую цепь называют: | 1. линейной; |
| 2. плоской | ||
| 3.пространственной. | ||
| 189 | Если звенья цепи не параллельны одно другому и лежат в непараллельных плоскостях, то такую цепь называют: | 1. линейной; |
| 2. плоской | ||
| 3.пространственной. | ||
| 190 | Какие звенья размерной цепи являются увеличивающими? 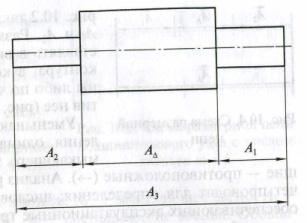 | 1.А1. |
| 2. А2. | ||
| 3. А3. | ||
| 191 | Какие звенья размерной цепи являются уменьшающими? | 1.А1 и А2. |
| 2. А2 и А3. | ||
| 3. А3. | ||
| 192 шпон | При каком способе центрирования шлицев с прямобочным профилем согласно ГОСТ 1139—80 и ГОСТ 25346—82 обеспечивается точность центрирования и подвижность соединений при высокой твердости материала, из которого изготовлена втулка? | 1. Способ центрирования по внутреннему диаметру d |
| 2. Способ центрирования по наружному диаметру D | ||
| 3. Способ центрирования боковым сторонам зубьев b | ||
| 193 | При каком способе центрирования шлицев с прямобочным профилем согласно ГОСТ 1139—80 и ГОСТ 25346—82 подвижность деталей в соединении не предусматривается, а сопрягаемые детали термически не обрабатываются? | 1. Способ центрирования по внутреннему диаметру d |
| 2. Способ центрирования по наружному диаметру D | ||
| 3. Способ центрирования боковым сторонам зубьев b | ||
| 194 | Какой способ центрирования шлицев с прямобочным профилем согласно ГОСТ 1139—80 и ГОСТ 25346—82 используется в основном при передаче больших крутящих моментов и при знакопеременных нагрузках (реверсивном вращении)? | 1. Способ центрирования по внутреннему диаметру d |
| 2. Способ центрирования по наружному диаметру D | ||
| 3. Способ центрирования боковым сторонам зубьев b | ||
| 195 | При центрировании шлицев с прямобочным профилем по внутреннему диаметруd следует использовать: | 1. посадки по внутреннему диаметру d:  ; ; ; ; посадки по ширине зубьев b:  |
| 2. посадки по внутреннему диаметру d:  ; ; ; ;и посадки по ширине зубьев b:  | ||
| 3. посадки по внутреннему диаметру d: ; ;посадки по ширине зубьев b:  . . | ||
| 197 | При центрировании шлицев с прямобочным профилем установлены по наружному диаметруD следует использовать: | 1. посадки по наружному диаметруD: ; ; посадки по ширине зубьев b: |
| 2. посадки по наружному диаметруD: ; .;и посадки по ширине зубьев b:  | ||
| 3. посадки по наружному диаметруD: ; ;посадки по ширине зубьев b:  . . | ||
| 198 | При центрировании шлицев с прямобочным профилем установлены по боковым поверхностям зубьев b следует использовать: | 1. посадки по ширине зубьев b: |
| 2. посадки по ширине зубьев b: | ||
| 3. посадки по ширине зубьев b: . | ||
| 199 | Для нецентрирующих диаметров шлицев с прямобочным профилем установлены следующие поля допусков: при центрировании поd или b: dвала — a11 и Dвтулки — H12; при центрировании по Dили b: dвала — a11 и Dвтулки — H11. | 1. при центрировании поd или b: dвала — a11 и Dвтулки — H12; при центрировании по Dили b: dвала — a11 и Dвтулки — H11. |
| 2. при центрировании поd или b: dвала — a12 и Dвтулки — H14; при центрировании по Dили b: dвала — a12 и Dвтулки — H12. | ||
| 3. при центрировании поd или b: dвала — a12 и Dвтулки — H13; при центрировании по Dили b: dвала — a14 и Dвтулки — H12. | ||
| 200. | Условное обозначение шлицевых соединений с прямобочным профилем на чертежах  где: | 1.d- внутренний диаметр;8- число шлицев;  - наружный диаметр 36мм и посадку по этому диаметру - наружный диаметр 36мм и посадку по этому диаметру ; ;  - внутренний диаметр 40 мм и посадку по этому диаметру - внутренний диаметр 40 мм и посадку по этому диаметру  ; ;  -ширину шлица 7 мм и посадку по размеру b - -ширину шлица 7 мм и посадку по размеру b -  . . |
| 2.d-обозначает центрирование по внутреннему диаметру;8- число шлицев; - внутренний диаметр 36мм и посадку по этому диаметру ; -наружный диаметр 40 мм и посадку по этому диаметру ; -ширину шлица 7 мм и посадку по размеру b - . | ||
| 3.d-обозначает центрирование по наружному диаметру;8- число шлицев; - ширину шлица 36мм и посадку посадку по размеру b ; -наружный диаметр 40 мм и посадку по этому диаметру ; - внутренний диаметр 7 мм и посадку по этому диаметру - . | ||
| 201 | Это условное обозначение  для: | 1. центрирования по наружному диаметру прямобочного шлицевого вала |
| 2. центрирования по внутреннему диаметру прямобочной шлицевой втулки | ||
| 3. центрирования по внутреннему диаметру прямобочного шлицевого вала | ||
| 202 | Это условное обозначение  для: | 1. центрирования по наружному диаметру прямобочного шлицевого вала |
| 2. центрирования по внутреннему диаметру прямобочной шлицевой втулки | ||
| 3. центрирования по внутреннему диаметру прямобочного шлицевого вала | ||
| 203 | Это условное обозначение  для: | 1. центрирования по наружному диаметру |
| 2. центрирования по внутреннему диаметру | ||
| 3. центрирования по ширине шлица. | ||
| 204 | Это условное обозначение  для: | 1. центрирования по наружному диаметру |
| 2. центрирования по внутреннему диаметру | ||
| 3. центрирования по боковым поверхностям зубьев . | ||
| 205 | Это условное обозначение для шлицевых соединений с эвольвентным профилем  ГОСТ 6033—80, ГОСТ 6033—80,где: | 1. 50 - номинальный диаметр соединения, мм; 2 — модуль зуба;  — -центрирование по боковым сторонам с посадкой ; — -центрирование по боковым сторонам с посадкой ; |
| 2. 50 - наружный диаметр соединения, мм; 2 — модуль зуба; — -центрирование по внутреннему диаметру с посадкой ; | ||
| 3. 50 - внутренний диаметр соединения, мм; 2 — модуль зуба; — -центрирование по наружному диаметру с посадкой ; | ||
| 206 | Это условное обозначение для шлицевых соединений с эвольвентным профилем  ГОСТ 6033—80, ГОСТ 6033—80,где: | 1. 50 — внутренний диаметр соединения, мм; — центрирование по внутреннему диаметру с посадкой ;2 — модуль зуба. |
| 2. 50 — номинальный диаметр соединения, мм; — центрирование по Dс посадкой ;2 — модуль зуба. | ||
| 3. 1. 50 — наружный диаметр соединения, мм; — центрирование по внутреннему диаметру с посадкой ; 2 — модуль зуба. | ||
| 207 | Шлицевые соединения контролируются: | 1. калибрами |
| 2.микрометрами | ||
| 3. штангенинструментами | ||
| 208 | Результат работы производственного предприятия, характеризуемый величиной, исчисляемой в штуках, экземплярах и других счетных единицах-это | 1. Изделия |
| 2. Продукты | ||
| 3.Объекты | ||
| 209. | Результат работы производственного предприятия (металлы, лес, нефтепродукты, краски, ткани, овощи, зерно и др.), характеризуемый величиной, исчисляемой в килограммах, литрах, метрах, квадратных или кубических метрах и т. п. | 1. Изделия |
| 2. Продукты | ||
| 3.Объекты | ||
| 210 | Продукция ,которая расходуется в процессе использования -это | 1. Потребляемая продукция |
| 2.Эксплуатируемая продукция | ||
| 3.Расходная продукция | ||
| 211 | Продукция ,которая расходует свой ресурс, а ее масса практически не уменьшается -это | 1. Потребляемая продукция |
| 2.Эксплуатируемая продукция | ||
| 3.Расходная продукция | ||
| 212 | Объективная особенность продукции, проявляющаяся при ее создании и использовании, называется: | 1. Свойством продукции |
| 2. Признаком продукции | ||
| 3.Параметром продукции | ||
| 213 | Качественная или количественная характеристика свойств продукции называется: | 1. Свойством продукции |
| 2. Признаком продукции | ||
| 3.Параметром продукции | ||
| 214 | Совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением ,называется: | 1. Свойством продукции |
| 2. Признаком продукции | ||
| 3.Качеством продукции | ||
| 215 | Какой показатель качества определяется по формуле: К=Т/(Т+ ТВ)? | 1. Комплексный показатель качества |
| 2. Единичный показатель качества | ||
| 3. Обобщенный показатель качества | ||
| 216 | Показатели качества ,которые характеризуют назначение, область применения, конструктивные и другие особенности изделия –это | 1. Показатели назначения |
| 2.Показатели надежности | ||
| 3.Показатели технологичности | ||
| 218 | Показатели качества ,которые характеризуют свойства изделия выполнять заданные функции, сохраняя значения установленных эксплуатационных показателей в пределах, соответствующих заданным режимам и условиям использования, технического обслуживания, ремонта, хранения и транспортирования–это | 1. Показатели назначения |
| 2.Показатели надежности | ||
| 3.Показатели технологичности | ||
| 219 | Показатели качества ,которые характеризуют степень соответствия изделия и его элементов оптимальным условиям производства, рациональность использования конструкционных материалов, приспособленность продукции к применению прогрессивных технологических методов производства, возможность максимального использования централизованного производства и рациональной организации ремонта и обслуживания–это | 1. Показатели назначения |
| 2.Показатели надежности | ||
| 3.Показатели технологичности | ||
| 220 | Показатели качества ,которые характеризуют степень использования в данном изделии стандартизованных и унифицированных деталей, агрегатов, блоков и других составных элементов–это | 1. Показатели стандартизации и унификации |
| 2. Патентно-правовые показатели | ||
| 3.Эргономические показатели | ||
| 221 | Показатели качества ,которые включают в себя два, не имеющих размерности показателя: патентоспособности и патентной чистоты–это | 1. Показатели стандартизации и унификации |
| 2. Патентно-правовые показатели | ||
| 3.Эргономические показатели | ||
| 222 | Показатели качества ,которые позволяют оценивать степень приспособленности изделия к взаимодействию с человеком-оператором (возможность создания оптимальных условий для эффективного управления машиной, соблюдения необходимых норм гигиены и техники безопасности для оператора и окружающих) –это | 1. Показатели стандартизации и унификации |
| 2. Патентно-правовые показатели | ||
| 3.Эргономические показатели | ||
| 223 | Показатели качества ,которые характеризуют внешний вид продукции, степень ее соответствия определенному стилю, гармоничность сочетания отдельных элементов машины друг с другом и всего изделия с окружающей средой, соответствие форм изделия его назначению, цветовое оформление, а также качество отделки внешних поверхностей и других элементов изделия–это | 1.Эстетические показатели |
| 2. Эргономические показатели | ||
| 3. Экологические показатели | ||
| 224 | Показатели качества ,которые характеризуют приспособленность изделия к перемещениям в пространстве, не сопровождающимся его использованием или потреблением–это | 1. Эргономические показатели |
| 2. Показатели транспортабельности | ||
| 3. Экологические показатели | ||
| 225 | Показатели качества ,которые характеризуют уровень вредных воздействий, возникающих при эксплуатации продукции, на окружающую среду и человека–это | 1.Эстетические показатели |
| 2. Показатели безопасности | ||
| 3. Экологические показатели | ||
| 226 | Показатели качества ,которые характеризуют свойства продукции, обусловливающие безопасность человека при ее использовании–это | 1.Эстетические показатели |
| 2. Показатели безопасности | ||
| 3. Экологические показатели | ||
| 227 | Метод , при котором производят определение показателей качества продукции с помощью измерительных средств, называется: | 1. Инструментальным методом |
| 2. Экспертным методом | ||
| 3. Органолептическим методом | ||
| 228 | Метод , при котором производят определение показателей качества продукции на основе решения, принимаемого группой специалистов-экспертов, называется: | 1. Социологическим методом |
| 2. Экспертным методом | ||
| 3. Органолептическим методом | ||
| 229 | Метод , при котором производят определение показателей качества продукции (в баллах) на основе анализа восприятия окружающей среды органами чувств человека — зрением, слухом, обонянием, осязанием и вкусом без применения технических измерительных или регистрационных средств, называется: | 1. Социологическим методом |
| 2. Экспертным методом | ||
| 3. Органолептическим методом | ||
| 230 | Метод определения показателей качества, основанного на сборе и учете мнений фактических или возможных потребителей продукции, называется: | 1. Социологическим методом |
| 2. Экспертным методом | ||
| 3. Органолептическим методом | ||
| 231 | Относительная характеристика качества продукции, основанная на сравнении совокупности показателей ее качества с соответствующей совокупностью базовых показателей, называется: | 1. Уровнем качества продукции |
| 2. Показателем качества продукции | ||
| 3.Коэффициентом качества продукции | ||
| 232 | Для оценки уровня качества дифференциальным методом определяют : | 1. относительные показатели качества: |