|
|
|
|
|
|
Дубл.
|
|
|
|
|
|
|
|
|
|
Взлом.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Побл.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1880.01200.00074
|
4
|
1
|
Разраб.
|
Ли
|
|
|
КЭЦ Алматы
|
Б.Ч.
|
|
1880.50203.01225
|
Пров.
|
Вешкурцев
|
|
|
|
|
|
|
|
|
|
|
Кузов вагона
|
|
|
|
Н. Контр.
|
Нурмамбетов
|
|
|
|
|
|
А
|
Цех
|
Уч
|
РМ
|
Опер
|
Код наименования операции
|
Обозначение документа
|
Б
|
Код, наименование оборудования
|
СМ
|
Проф
|
Р
|
УТ
|
КР
|
КОИД
|
ЕН
|
ОП
|
К шт
|
Т пз
|
Т шт
|
к/м
|
Наименование детали, сб. единицы или материала
|
Обозначение, код
|
ОПП
|
ЕВ
|
ЕН
|
КИ
|
Н. расх.
|
Д/Т1
01
|
Деф. 
|
02
|
005 Сварочная 25200.00092 20203.00263 50203.01313
|
Б
03
|
Вагон 2484.3005
|
Д/Т1
04
|
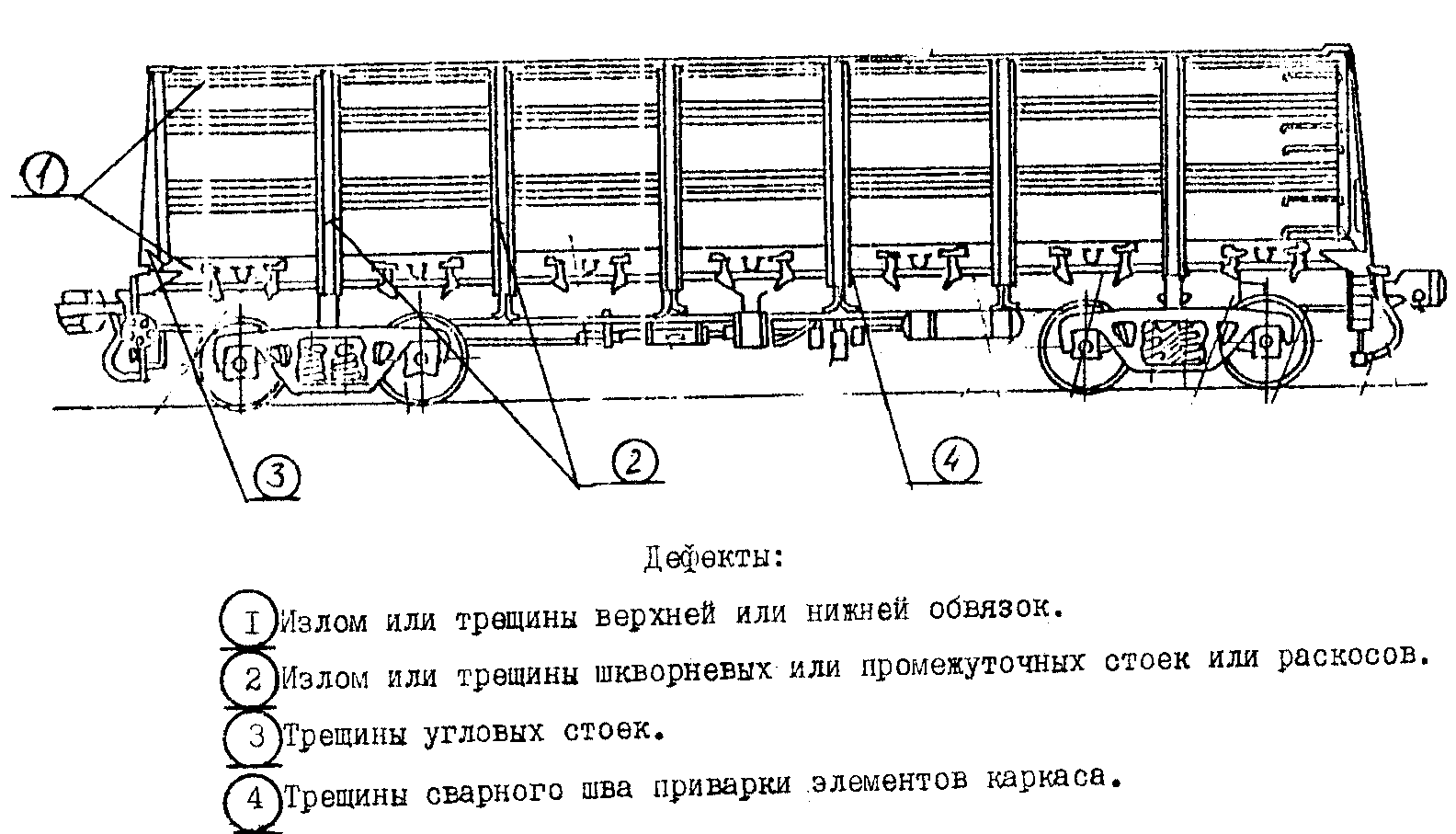
Заварка трещин, изломов верхней и нижней обвязок допускается при условии, что на продольной стороне кузова будет не более трёх поперечных изломов или трещин и две продольные трещины длиной не более 200 мм каждая.
|
05
|
В противном случае заменить весь пролёт. Трещины разделать и заварить согласно технологической инструкции.
|
06
|
Заранее подготовленные накладки, эскизы которых представлены на рисунках 3…10 наложить на заваренные трещины, как это показано на рисунке 1, прихватить и приварить
|
07
|
по периметру.
|
08
|
Сварные швы зачистить.
|
09
|
Пооперационный контроль исполнителем.
|
10
|
|
МК
|
Ремонт
|
|
 Скачать 3.27 Mb.
Скачать 3.27 Mb.