|
|
Целая. Учебник для студентов высших учебных заведений, обучающихся по специальностям Летательные аппараты
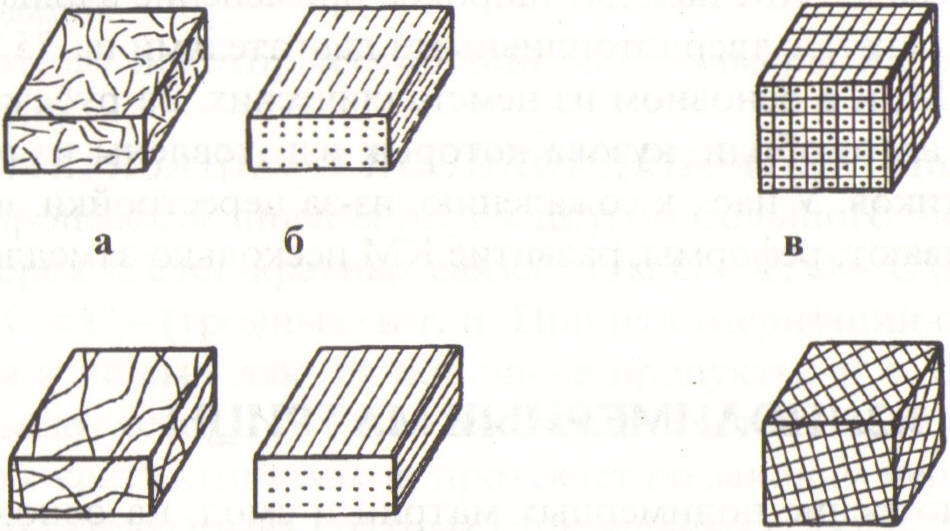
Рис. 6. Схема армирования КМ:
а – анизотропный КМ; б – ортотропный КМ
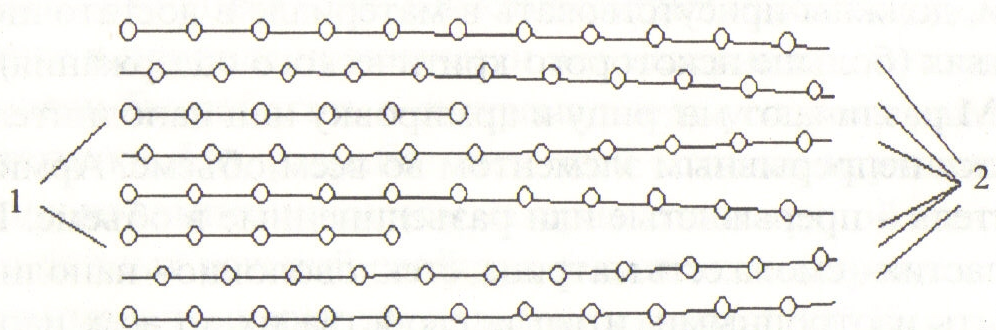
Рис. 7. Простейшие дислокации:
1 – дислокации; б – нормальное упорядочение
При дисперсионном распределении частиц наполнителя в металлической матрице КМ создается сильное торможение передвижения дислокаций, и материал начинает деформироваться при более высоких напряжениях.
В качестве таких наполнителей применяются карбиды, нитриды, бориды, оксиды, характеризующиеся высокой жароупорностью и прочностью. Подобное явление мы наблюдаем при закалке сталей, когда зерна карбида железа распределяются в его матрице и при этом фиксируется определенная структура.
У волокнистых композитов чаще всего пластичная матрица армирована высокопрочными волокнами, проволокой, нитевидными кристаллами (усами). Идея создания волокнисто-армированных структур состоит не в том, чтобы исключить пластические деформации матричного материала, а в том, чтобы при его деформации обеспечивалось одновременное нагружение волокон и использовалась бы их высокая прочность. В общем это идея каната, где волокна работают вместе на растяжение, но иногда они бывают прочными, но хрупкими, и тогда их нужно связать вместе. Для этого служит матрица - полимерная или металлическая. Отличие волокнистых КМ состоит в том, что содержание наполнителя может составлять до 75 % объема, тогда как у дисперсионно-упрочненных КМ - всего 2...4 %.
Второе отличие волокнистых КМ - это выраженная анизотропия свойств, в то время как ДУКМ имеют практически одинаковые свойства по всем направлениям.
Как было сказано выше, у волокнистых композиционных материалов (КМ) высокопрочные волокна воспринимают основную нагрузку, а податливая матрица обеспечивает их совместную работу за счет собственной жесткости и взаимодействия на границе раздела волокно - матрица.
Следовательно, механические свойства композитов определяются тремя основными параметрами: высокой прочностью армирующих волокон, жесткостью матрицы и прочностью связи на границе матрица - волокно. Это обеспечивается как правильным выбором компонентов, так и технологией.
3.1 МЕЖФАЗНОЕ ВЗАИМОДЕЙСТВИЕ
3.1.1 АРМИРУЮЩИЕ ВОЛОКНА
Основные требования к волокнам: прочность, жесткость, плотность, стабильность свойств в определенном температурном интервале, химическая стойкость и другие специфические свойства для индивидуальных композиционных материалов.
Теоретическая прочность материалов σм по закону Гука возрастает с увеличением модуля упругости Е и поверхностной энергии γ вещества и падает с увеличением расстояния между соседними атомными плоскостями а0:
  или или
где σм - теоретическая прочность материала, Н/м2; Е - модуль упругости Н/м2; ε - относительное удлинение, %; γ- поверхностная энергия, Дж/м2; а0 - расстояние между атомными плоскостями, м.
Следовательно, высокопрочные материалы должны иметь высокие Е и γ и максимально возможное содержание атомов в единице объема, т. е. малое а0. Этим требованиям лучше всего удовлетворяют Н, Ве, В, С, N. О, Al и Si. Наиболее прочные материалы всегда содержат один или несколько из этих элементов. Практически, чем меньше атомная масса элемента, тем меньше размер атома и тем большее их количество находится в единице объема.
Действительно, на практике применяются высокопрочные стеклянные, углеродные, борные и органические волокна, металлические проволоки, а также волокна и нитевидные кристаллы карбидов, оксидов, нитридов, боридов и других соединений. Вводятся они в форме моноволокон, нитей, проволоки, жгутов, сеток, тканей и лент.
Кроме указанных нитей и усов, часто применяются тонкие металлические проволоки, например стальные, вольфрамовые, титановые и др. Конечно, в настоящее время создано очень много наполнителей, особенно из синтетических материалов.
Для технического применения армирующие материалы, кроме прочности, должны обладать достаточной жесткостью, невысокой плотностью, стабильностью свойств в определенном температурном интервале, химической и биологической стойкостью, другими специфическими свойствами, необходимыми при их использовании. Во всех случаях должно выполняться требование, определяемое возможностью их технологической переработки.
Ниже будут рассмотрены некоторые волокна, методы их получения и применения в КМ. Отдельные виды волокон будут представлены в разделах, посвященных различным КМ, например стеклянные - в стеклопластиках и т. д. Рассмотрены будут те волокна, которые чаще всего встречаются на практике и, в частности, в ракетной технике.
3.1.2. МАТРИЧНЫЕ МАТЕРИАЛЫ
Матрица - это важнейший элемент КМ, который обеспечивает монолитность композита, фиксирует форму изделия и взаимное расположение волокон, распределяет действующие напряжения по объему материала, обеспечивая равномерную нагрузку на волокна.
Материал матрицы определяет метод изготовления изделий из КМ. Таким образом, требования есть эксплуатационные и технологические. Механические свойства матрицы должны обеспечить совместную работу армирующих волокон при различных видах нагружения.
Природа матрицы определяет уровень рабочих температур КМ, поведение в атмосфере, химическую стойкость, теплофизические, электрические и другие свойства. Например, сегодня есть такие матрицы, которые при необходимости даже могут изменять цвет.
Технологические требования к матрице вытекают из требования одновременного получения материала и изделия из него, т. е. определяются процессами совмещения армирующих волокон с матрицей и окончательного формообразования изделия.
Кроме того, к материалу матрицы предъявляются следующие требования: хорошая смачиваемость волокна, возможность предварительного изготовления полуфабрикатов, например препрегов с последующим изготовлением из них изделий; качественное соединение слоев композита в процессе формования; невысокие значения параметров формообразования (температуры, давления) и т. п. Как правило, для дисперсионо-упрочненных и порошковых материалов давления формования высокие (десятки и сотни МПа), для волокнистых - намного ниже (единицы и доли единиц МПа).
Особое внимание при создании КМ придается границе раздела во- локно-матрица, т. к. адгезия на этой границе определяет уровень свойств КМ и их сохранение при эксплуатации. Для повышения адгезионной прочности применяются специальные технологические приемы:
1)нанесение специальных очень тонких покрытий, так называемых аппретов. Как правило, они наносятся на волокна в процессе получения последних или при их переработке. Это могут быть силаны, обладающие несимметричной молекулой типа Si - О - Ме; для угольных волокон это могут быть специальные покрытия SiС, Si3М4, В3N, В2С, одновременно являющиеся и защитными;
2)химические, электрохимические, плазменные методы, например для углеродных волокон;
3) механические - применяются для органических волокон по типу «распушивания» с помощью воздушной струи.
Существует несколько групп КМ в зависимости от материала матрицы:
- с полимерной матрицей - пластики;
- с металлической матрицей - металлокомпозиты;
- с керамической матрицей и металлическим наполнителем - керметы;
- с углеродной матрицей - углеродные КМ;
- стеклокомпозиты - со стеклянной матрицей;
- карбидные матрицы, появившиеся в последнее время, например SiС.
В свою очередь, КМ с одной матрицей, но различными наполнителями имеют свои названия. Так, к группе полимерных пластиков относятся в зависимости от армировки или наполнителя:
- стеклопластики - наполнитель - стекловолокно;
- углепластики - угольное волокно;
- углеметаллопластики - угольные и металлические волокна;
- органопластики - органическое волокно.
По аналогии существуют КМ и с другими матрицами, например боралюминий, где матрицей является алюминий, а наполнителем - борные волокна или усы; углерод-углеродный КМ, где углеродные волокна скреплены углеродной матрицей.
Важнейшим достоинством КМ является возможность создавать из них конструкции с заранее заданными свойствами, наиболее полно отвечающими характеру эксплуатации.
Свойства волокнистых КМ зависят не только от свойств матрицы и волокна, а и от способа армирования.
На рис. 8 приведены наиболее применяемые способы армирования.
При волокнистом армировании КМ материал и изделие создаются одновременно, т. е. в рамках одного технологического процесса. Здесь нельзя ни ковать, ни штамповать, ни сваривать; единственная операция это, пожалуй, мехобработка, да и то незначительная (подрезка торцов, обработка поверхности).
В КМ образуется комплекс свойств, заимствованных как от волокна и матрицы, так и новых, например, повышаются стойкость матрицы к трещинообразованию, воздействию влаги, усталостная прочность, жесткость всей конструкции, вязкость, появляются новые электротехнические свойства, иногда даже оптические и другие. Например, материал РТП-170, созданный на основе эпоксидной смолы и стекловолокна, кроме необходимых абляционных свойств, обладает радиопрозрачностью в определенном диапазоне длин волн.
Стеклопластик, примененный как материал транспортно-пускового контейнера (ТПК), благодаря введению специальных нитей обладает удовлетворительной электропроводностью, необходимой для снятия статического электричества.
г д е
Рис. 8 Классификация композитов по конструктивному признаку:
а, б - короткие волокна; в - три семейства нитей; г, д - непрерывные волокна; е - п - семейство нитей
Теоретическая прочность стали от = 10 000 МПа, но за последние 50 лет (40-е.. .90 гг.) она достигла только 2 300 МПа (230 кгс/мм2).
Стеклянная нить диаметром 22 мкм имеет σ = 220 МПа, а с диаметром 2,5 мкм - 5 600 МПа (560 кгс/мм2), и это при плотности 2 200 кг/м3 (у стали плотность 7 800 кг/м3). Углеродные волокна уже сегодня имеют прочность на разрыв σ = 5 000 МПа, а в будущем могут достигнуть σ = 10 000 МПа; модуль упругости составляет Е = 450 000 МПа при плотности р = 1 600 кг/м3.
В настоящее время волокна получают практически из любого тугоплавкого материала, например из карбида кремния SiС. Они обладают более высокой жаростойкостью, чем углеродные, и могут выступать в качестве армирующего наполнителя с полимерной и металлической матрицей. Существуют композиционные материалы в которых 81С выступает даже в роли матрицы.
За последние два десятилетия созданы органические волокна с прочностью σ > 5 000 МПа, а плотность их не превышает 1 700 кг/м3. В Украине ИПМ НАНУ созданы базальтовые волокна, налажено их производство. Замена железобетона на базальтобетон может сэкономить около 10 млн. тонн стали. Появление и широкое распространение КМ совершенно меняет характер производства, здесь нет ни привычных доменных и мартеновских печей, ни прокатных станов и другого оборудования, присущего производству металлов и изделий из них. Уже сейчас КМ находят широкое применение в авиации, а современная ракета с твердотопливными двигателями на 75 % изготовлена из КМ, и в основном из неметаллических. За рубежом уже появляются автомобили, кузова которых изготовлены из армированных пластиков. У нас , к сожалению, из-за перестройки, или, как теперь называют, реформы, развитие КМ несколько замедлилось [6 ].
3.2. ПОЛИМЕРНЫЕ МАТРИЦЫ
Рассмотрение полимерных матриц и смол, на основе которых они получаются, в первую очередь удобно тем, что некоторые волокнистые наполнители при изготовлении проходят стадии технологического передела, сходные в чем-то с таковыми для матриц.
Полимерными КМ называются такие материалы, у которых матрицей является полимер, образованный на основе какого-нибудь связующего (смолы и т. п.). Механические, физические и химические свойства полимеров зависят от их внутреннего строения и физического состояния.
При создании полимерных КМ исходные полимерные материалы могут использоваться в чистом виде (порошки, гранулы, листы, пленки) или в качестве связующих, армированных КМ. Полимерное связующее представляет собой двух- или многокомпонентную систему, состоящую из синтетической смолы и отвердителей или инициаторов, катализаторов, ускорителей отверждения.
От полимерной матрицы зависят теплостойкость и влагостойкость, стойкость к агрессивным средам, прочностные, диэлектрические и другие свойства ПКМ.
Что такое полимер? Это вещество, в котором образуется макромолекула из молекул низкомолекулярных веществ - мономеров, соединенных в макромолекуле химическими связями. Макромолекулы соединены между собой физическими межмолекулярными связями по типу сил Ван-дер-Ваальса.
Например, молекула этилена СН2 = СН2 - это мономер, а молекула полиэтилена [- СН2 - СН2 -]п - это уже полимер. Конечно, полиэтилен - простейшая макромолекула полимера.
Молекулярные массы макромолекул могут составлять десятки, сотни тысяч и даже миллионы углеродных единиц, в полимере они неодинаковы. Мы не будем рассматривать структуру макромолекул, укажем только, что это могут быть линейные, разветвленные и объемные образования.
Рассмотрим некоторые простейшие полимеры и связанные с ними понятия.
ПОЛИМЕРИЗАЦИЯ И ПОЛИКОНДЕНСАЦИЯ. Полимеризация - это процесс соединения друг с другом большого числа молекул мономеров за счет кратных связей типа С = С, О = С (двойных), - С = N-,
- С ≡ С - (тройных) и т. п. При полимеризации обычно не образуются и не выделяются побочные продукты, т. е. полимер и мономер имеют один и тот же элементный состав. Полимеризация мономеров с кратными связями протекает по законам цепных реакций в результате разрыва кратных (предельных) связей.
Макромолекула образуется очень быстро и сразу же приобретает конечные размеры.
Поликонденсация - это процесс соединения друг с другом молекул одного или нескольких мономеров, содержащих две или более функциональных групп (ОН, СООН, СОCl, NH2 и др.), способных к химическому взаимодействию, при котором происходит отщепление низкомолекулярных продуктов (Н20, НCl, СО, СO2 и т.д.).
Полимеры, получаемые поликонденсацией, по элементному составу не соответствуют исходным мономерам, поэтому структуру их макромолекул рассматривают с точки зрения повторяющегося, а не мономерного звена [7].
Деструкция полимеров представляет собой разрушение основной цепи макромолекулы. Факторы, вызывающие деструкцию: теплота, свет, кислород, вода, проникающая радиация, механические повреждения, время и т.д. При деструкции уменьшается молекулярная масса полимера, ухудшаются механические и другие свойства.
Многие авторы относят полимерные материалы к неньютоновским жидкостям и подходят к изучению многих свойств пластических масс с точки зрения реологии [8]. Реология - наука, изучающая деформационные свойства материалов при течении. Она рассматривает процессы, связанные с необратимыми остаточными деформациями и течением вязких и пластических материалов.
В целях повышения пластичности ПКМ в связующее (матрицу) вводят специальные добавки, которые являются низкомолекулярными твердыми или жидкими органическими соединениями с высокой температурой кипения и низкой упругостью пара. Они совмещаются с полимерами, но, как правило, не вступают с ними в химическую реакцию. Пластификаторы как бы окружают макромолекулы в полимере, придавая им некую подвижность и обусловливая таким образом пластичность материала. В качестве пластификаторов могут применяться диметилфталат, дибутилфталат, соевое масло и т. п. Процесс введения вышеуказанных добавок называется пластификацией.
Полимеров в настоящее время известно очень много, еще больше их составляющих. Существует еще класс так называемых сополимеров, которые, являясь также полимерами, содержат звенья мономеров различного химического состава. Распределение звеньев в сополимере играет очень существенную роль, а в белках и нуклеиновых кислотах задает определенный биологический код.
Процесс получения сополимера называется сополимеризацией.
Кроме цепной полимеризации существует ступенчатая, т. е. полимер по реакции nM → Мn образуется в несколько стадий, поэтому молекулярная масса полимера нарастает со временем. Промежуточные соединения могут быть вполне устойчивыми.
Полимер с высокой молекулярной массой образуется лишь при очень высокой (
98 %) степени завершенности реакции. Однако поликонденсация отличается от ступенчатой полимеризации выделением низкомолекулярных продуктов в ходе реакции.
Рассмотрим некоторые простейшие полимеры.
Полиэтилен - линейный полимер с химической формулой
[- СН2 - СН2 -]п. В зависимости от условий полимеризации различают полиэтилен высокого и низкого давления. Он обладает низкой газо- и паропроницаемостью. Полиэтилен низкого давления более подвержен действию термоокислительной деструкции, быстро стареет под действием солнечной радиации.
Термическая деструкция происходит при температурах выше 563 К (280°С). Полиэтилен низкого и высокого давления получают путем полимеризации этилена СН2 = СН2.
Полиэтилен низкого давления получают при температуре 350...355 К (77...82 °С) и давлении 0,15...0,2 МПа (1,5...2 кгс/см2). Реакция полимеризации этилена при низком давлении осуществляется в присутствии катализаторов на основе четыреххлористого титана (TiCl4) и диэтилалюминий хлорида [А1(С2Н5)2Cl].
Полиэтилен высокого давления получают при давлениях 100...350МПа (1 000...3 500 кгс/см2) и температуре 190...300°С (363...573 К) в присутствии кислорода или перекисей, которые выступают в качестве инициаторов реакции. Такой полиэтилен более устойчив к тепловому и солнечному воздействию, но имеет газопроницаемость почти на порядок выше, чем у полиэтилена низкого давления. Ниже у него и химическая стойкость, но зато - более высокая прочность.
Существует также полиэтилен среднего давления.
Особое место занимает еще один вид полиэтилена - это так называемый сшитый полиэтилен. Получают его путем полимеризации этилена под воздействием радиационного облучения, например электронов с энергией около 7 МэВ. Применяется в основном при соединении трубопроводов, заполненных агрессивными жидкостями, в клапанах и т. п. Он наиболее стоек химически, обладает низкой текучестью под давлением и небольшим коэффициентом трения. В литературе описан мало. Кроме того, сшитый полиэтилен радиационно более стоек (
в 100 раз), чем фторопласты, являющиеся прокладочным материалом.
Все виды полиэтилена устойчивы к воздействию серной, азотной, соляной, плавиковой, фосфорной и органических кислот, аммиака, перекиси водорода и др, а также к воздействию щелочей. Разрушается жидким хлором и фтором, не растворяется в ацетоне, спирте, глицерине.
Технология переработки. Легко перерабатывается всеми методами: литьем, прессованием, сваркой, механической обработкой, экструзией [9].
Полипропилен. Это тоже линейный полимер, но один из атомов водорода в цепи замещен на метальный радикал СН3.
 Полипропилен является продуктом полимеризации пропилена. Полипропилен является продуктом полимеризации пропилена.
Пропилен - газ с точкой кипения - 47,7 °С, получаемый при крекинге нефтепродуктов, поэтому он является дешевым сырьем для получения полипропилена. Полимеризацию производя!' в присутствии тех же металлоорганических катализаторов, что и при получении полиэтилена.
Полипропилен - это кристаллический полимер (до 75 % кристалличности), отличается низкой плотностью, повышенной теплостойкостью и прочностью. Из него делают посуду, трубы, арматуру, детали центробежных насосов, изделий химической аппаратуры, электроизоляцию и т. п. Это обусловлено достаточной химической стойкостью, жесткостью и эластичностью, низкой газо- и паропро- ницаемостью, хотя последние показатели немного хуже, чем у полиэтилена. Особое место занимают полипропиленовые волокна, которые применяются для изготовления тканей самостоятельно или в сочетании с шерстью, хлопком и другими материалами. В отличие от полиэтилена полипропилен менее устойчив к действию серной кислоты и сильных окислителей (H2O2, O2), набухает в ароматических углеводородах [7]. Полипропилен безвреден, деструкция на воздухе имеет место при температурах, выше 575 К.
Технология переработки. Литье, экструзия, вакуумное, прессовое и пневмоформование (раздув), сварка, напыление (из зерен), резка, точение и другие методы переработки.
Полистирол. Это линейный полимер с формулой, определяемой процессом полимеризации:
 Присоединение циклического радикала к линейной цепи обусловливает повышенную жесткость и хрупкость полистирола и высокую радиационную стойкость. Он обладает высокими прозрачностью и коэффициентом преломления, поэтому применяется для изготовления линз. Термическая и термоокислительная деструкция полистирола начинается при температуре 473 К. Материал устойчив к действию галогеноводородных, минеральных и органических кислот, щелочей, глицерина, масел и др. Перерабатывается литьем, экструзией, прессованием. Присоединение циклического радикала к линейной цепи обусловливает повышенную жесткость и хрупкость полистирола и высокую радиационную стойкость. Он обладает высокими прозрачностью и коэффициентом преломления, поэтому применяется для изготовления линз. Термическая и термоокислительная деструкция полистирола начинается при температуре 473 К. Материал устойчив к действию галогеноводородных, минеральных и органических кислот, щелочей, глицерина, масел и др. Перерабатывается литьем, экструзией, прессованием.
Политетрафторэтилен. Если в молекуле этилена водород заменить на фтор, то получим тетрафторэтилен. Полимеры последнего представ-
ляют собой класс фторопластов. Это тоже линейные полимеры типа
[-СF2-СF2-]n.
Полимеризацию тетрафторэтилена производят в автоклавах под давлением 4...10 МПа (40...100 атм) при температуре 70...80 °С с инициаторами реакции.
Некоторые свойства: фторопласты являются наиболее химически стойкими из всех полимеров. Обладают низким коэффициентом трения и свойством самосмазывания, поэтому применяются для изготовления прокладок, направляющих «дорожек», подшипников, широко используются в ракетно-космической технике. Но для фторопластов характерна ползучесть под нагрузкой даже при комнатных температурах, поэтому желательно, чтобы они находились в замкнутом или ограниченном объеме. Другой недостаток - низкая радиационная стойкость (
1016 Н/см2).
Изделия из тетрафторэтилена могут применяться при температурах от -270 °С до +250 °С без потери эластичности.
Технология переработки. Спекание предварительно отпрессованных таблеток, сварка, без специальной обработки не склеивается. Механическую обработку нужно выполнять при больших скоростях резания и малой подаче.
Не рекомендуется хранить продукты во фторопластовой упаковке, нельзя его жечь, т. к. при этом выделяются вредные продукты, в том числе фосген.
Полиимиды. Новые отрасли техники, такие как ракетно- космическая, авиационная и другие, потребовали создания полимеров, стойких к радиации и воздействию высоких температур. К ним относятся полиимиды - полимеры, содержащие в основной или боковой цепи циклическую имидную группу.
Физико-механические характеристики имидных полимеров не изменяются в течение длительного времени в достаточно широком диапазоне температур: 73...573 К.
Имиды обладают хорошими диэлектрическими свойствами: электрическая прочность 150...200 МВ/м, тангенс угла диэлектрических потерь при 106 Гц - от 0,003 до 0,0005. Разрушающее напряжение при растяжении составляет 150 МПа при относительном удлинении от 10 до 60 %.
Имиды характеризуются высокой стабильностью размеров, низкими ползучестью и коэффициентом трения (от 0,05 до 0,17 по стали), высокой термоустойчивостью и устойчивостью к облучению гамма-лучами, быстрыми электронами и нейтронами. Химически стойки, но концентрированные азотная и серная кислоты вызывают деструкцию при комнатной температуре и при нагреве, несколько чувствительны к парам воды и щелочей.
Технология переработки. Пресс-порошки перерабатываются методами прямого и автоклавного прессования, литьем под давлением, горячим прессованием.
Полиамиды. В последние годы в ракетной технике широко используются материалы на основе арамидных волокон, отличающихся высокой прочностью. Поэтому коротко остановимся на полиамидах.
Это цепные полимеры, содержащие в основной цепи макромолекулы амидной группы
–СО –NH–СО–NH– .
Полиамид в сочетании с циклическими радикалами
В качестве боковых цепей могут быть алифатические и ароматические радикалы.
Основные свойства: высокие усталостная прочность, сопротивление истиранию, низкая гигроскопичность.
К отрицательным свойствам нужно отнести низкую устойчивость к термическому и фотоокислительному воздействию, повышенную электризуемость.
Химические свойства: устойчивы к действию органических растворителей, не растворяются в концентрированных неорганических кислотах, фенолах, спиртах и т. п.
Полиамиды - это твердые термопластичные полимеры, бесцветные или слабо-желтые, обладающие высокой температурой плавления. Применяются главным образом для изготовления волокон и деталей машин. Отличаются высокой эластичностью: волокна и пленки могут растягиваться на 400...600 % без разрыва.
Технология переработки. Свободное литье расплава в гипсовые и металлические формы, литье под давлением, центробежное литье и прессование, а также экструзия и вытягивание.
Полиамидов в настоящее время очень много, они отличаются присоединенными радикалами к основной цепи, а отсюда и свойствами. Особый класс представляют арамиды, из которых получены самые прочные волокна.
Эпоксидные смолы. Это мономеры или олигомеры (полимеры со сравнительно небольшой молекулярной массой), содержащие в молекуле не менее двух эпоксидных групп (α - окисных)
и способные превращаться в полимеры пространственного строения.
Исходные компоненты для получения эпоксидных смол: эпихлоргидрин и дифенилопропан.
Существуют две разновидности эпоксидных смол: диановые и новолачные.
Первые содержат больше дифенилопропана, а вторые - эпихлоргидрина. Промышленностью выпускаются смолы марок ЭД (диановые) и ЭН (новолачные), они еще отличаются по номерам в зависимости от присоединенных радикалов и способов получения, например ЭД-5; ЭД-10; ЭД-20,22 и т. д; ЭН-6; ЭН-5Н; 6Э18Н60 и т. д. Получение эпоксидных смол здесь не рассматривается.
Неотвержденные смолы - это растворимые и плавкие термопластичные жидкости или твердые хрупкие вещества с плотностью 1 150...1 210 кг/м3.
Эпоксидные смолы характеризуются хорошей смачиваемостью и адгезией ко многим материалам, небольшой усадкой при отверждении. Кроме того, при их отверждении не выделяются летучие продукты, что очень сильно упрощает технологию.
Полимеризация осуществляется с отвердителями, в качестве которых используются мономерные, олигомерные и даже полимерные соединения. Эпоксидные смолы могут отверждаться как без подвода тепла, в том числе в присутствии влаги и даже в воде, так и при повышенных температурах.
Полимерные КМ на их основе являются непревзойденными конструкционными материалами, они менее хрупки, чем ПКМ на основе феноло-формальдегидных смол, химически стойки к действию щелочей, солей, окислителей, органических растворителей, воды. При создании теплозащитных покрытий применять эпоксидные смолы не рекомендуется, так как они имеют невысокое коксовое число.
Эти смолы широко применяются для получения клеев, которые могут быть жидкими, в виде пленки, прутка, порошка. С жидкими клеями поставляются отдельно отвердители. При использовании твердых клеев, последние наносятся на горячую поверхность (120 °С) и, плавясь, растекаются; склеивание производится при температуре 150…200 °С.
Очень эффективно применение эпоксидных смол при изготовлении крупногабаритных изделий с использованием стекловолокнистых наполнителей.
Технология переработки. Производится предварительная пропитка наполнителя (волокно, ткань, лента, жгут, бумага) или смешение смолы с дисперсными наполнителями, такими как древесная мука, тальк, целлюлоза, волокнистая путанка и т. п. Отверждение совмещается с формованием, которое осуществляется прямым прессованием или вакуумным, автоклавным и гидроклавным методами. Изделия, полученные методом намотки на оправке, отверждаются без внешнего давления, например корпуса РДТТ.
Температура полимеризации - от комнатной до 473 К, продолжительность - от одной минуты до 100 часов в зависимости от температуры и толщины стенки изделия. Объемная усадка при полимеризации составляет 2...8 %. Таким образом, намоточные изделия при этом как бы самоуплотняются.
Отвердители: полиэтиленполиамин или гексометилендиамин в количествах от 5 до 15 % весовых. С этими отвердителями полимеризация может проводиться при комнатной температуре, но лучше осуществлять горячее отверждение при температурах от 80 до 120 °С. Есть сообщения и о таком режиме отверждения: 24 часа при комнатной температуре, а затем - выдержка при 80 °С в течение 16 часов.
При намотке стеклопластиков обычно применяются металлические, песчаные или гипсовые оправки. Имеются сведения о применении надувных оправок.
Работа с эпоксидными смолами требует строгого выполнения правил техники безопасности, особенно вредным является эпихлоргидрин.
Феноло-формальдегидные смолы. Это олигомерные продукты поликонденсации фенолов с формальдегидом.
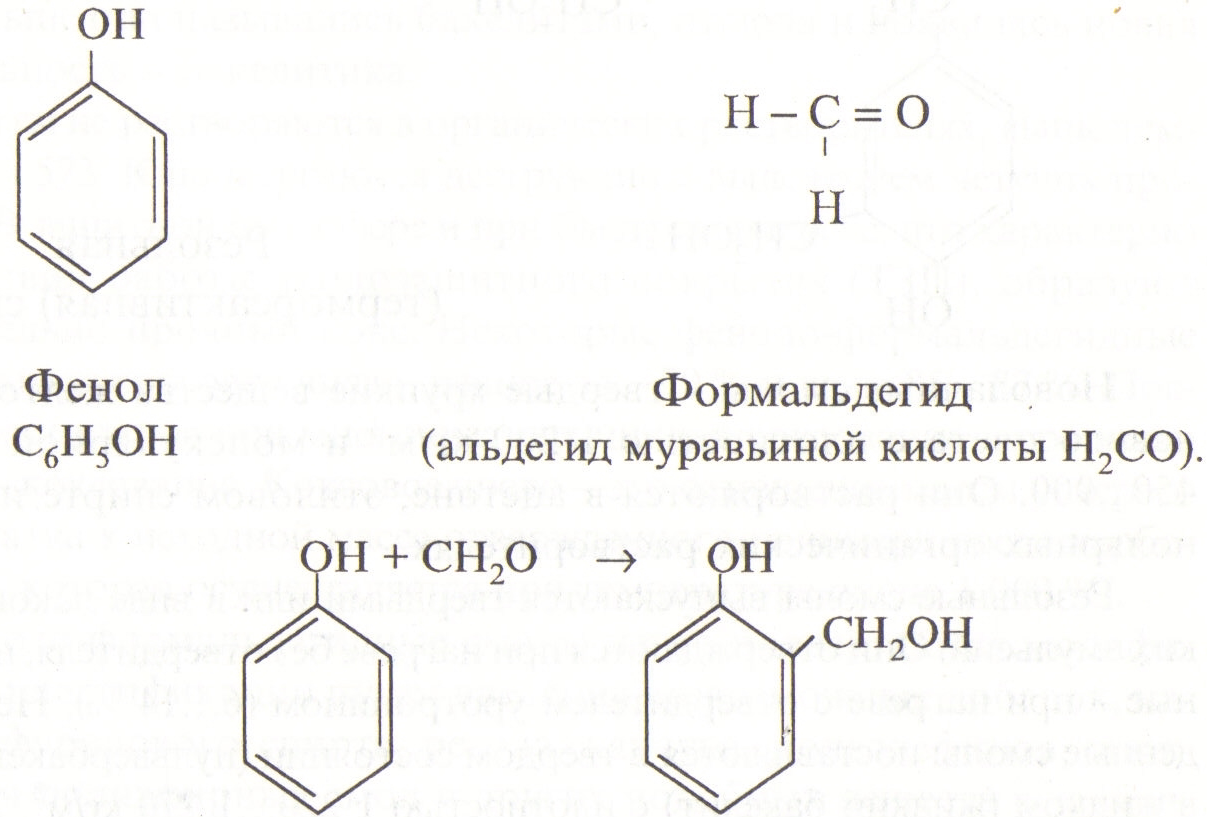
При поликонденсации смолы образуются сложные пространственные структуры макромолекулы полимера. Реакция происходит в несколько этапов, при этом выделяются побочные продукты, в том числе вода, спирт. В зависимости от условий получения различают термопластичные (новолачные) и термореактивные (резольные) смолы.
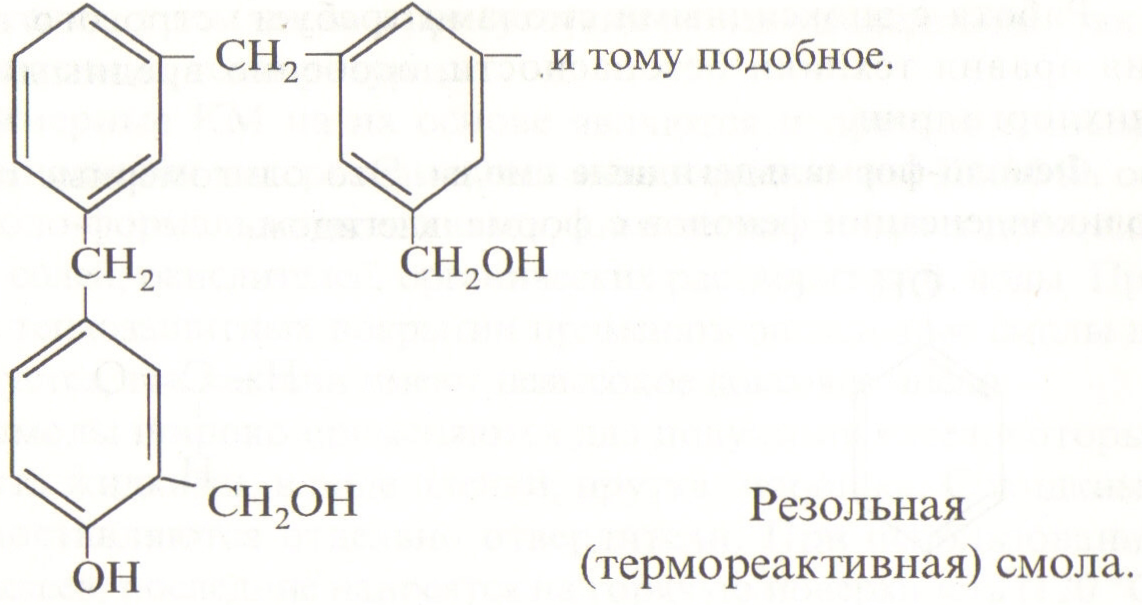
Резольные (термореактивные) - сильно разветвленные соединения с очень активными альдегидными группами - СНО.
Новолачные (термопластичные) смолы -олигомеры преимущественно линейного строения
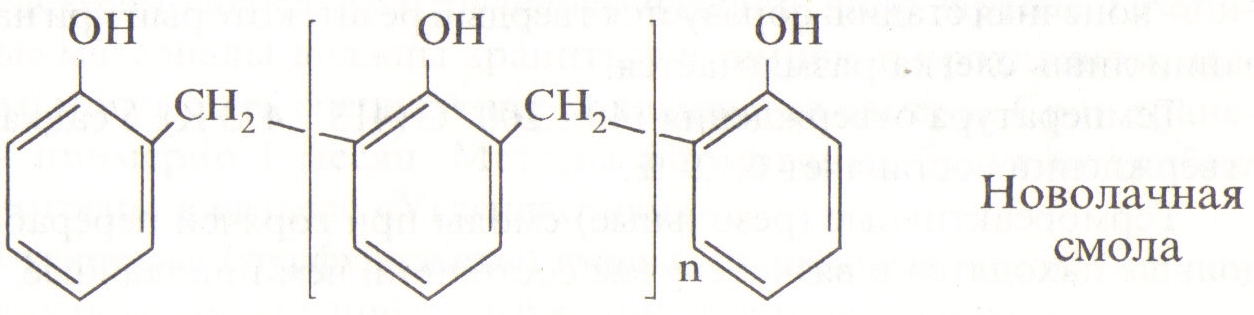
Новолачные смолы - твердые хрупкие вещества желто-коричневого цвета с плотностью 1 200 кг/м3 и молекулярной массой 450…900.
Они растворяются в ацетоне, этиловом спирте и других полярных органических растворителях.
Резольные смолы выпускаются твердыми или в виде лаков и жидких эмульсий. Они отверждаются при нагреве без отвердителя, новолачные - при нагреве с отвердителем уротропином (6...14 %). Неотвержденные смолы поставляются в твердом состоянии (пульвербакелит) или в жидком (жидкий бакелит) с плотностью 1 220... 1 270 кг/м3. Жидкий бакелит имел сокращенное обозначение ФН, в последнее время - ЛВС.
Резольные (термореактивные) смолы хуже сохраняются, т. к. поликонденсация их происходит без отвердителя, в том числе и при комнатной температуре, хотя и медленно. Новолачные (термопластичные) смолы отверждаются с отвердителем (уротропин), который поставляется отдельно, поэтому лучше сохраняются. Смешение уротропина со смолой производится перед самым ее применением.
Различают 3 стадии в процессе отверждения:
- при нагреве смола плавится и пребывает в вязкотекучем состоянии;
- переход в высокоэластичное малотекучее состояние;
- конечная стадия: образуется твердый резит, который при нагревании лишь слегка размягчается.
Температура отверждения 140...200 °С (413...473 К). Усадка при отверждении составляет 6...9 %.
Термореактивные (резольные) смолы при горячей переработке дольше находятся в вязкотекучем состоянии, чем новолачные, т. к. отверждаются без отвердителя. Отвержденные формальдегидные смолы обладают высокой механической прочностью, электроизоляционными свойствами, хорошей антикоррозионной стойкостью. Эти смолы, пожалуй, самые первые, которые стали широко применять: сначала в электротехнике, затем в ракетной и других отраслях. Раньше они назывались бакелитами, отсюда и появилась новая специальность - бакелитика.
Резиты не растворяются в органических растворителях, выше температуры 573 К подвергаются деструкции с выделением летучих продуктов. В защитной атмосфере и при быстром нагреве, что характерно для условий работы теплозащитного покрытия (ТЗП), образуют относительно прочный кокс. Некоторые феноло-формальдегидные смолы имеют коксовое число, равное 55...70 % и даже 85...87 %. Последнее достигается при многократных циклах коксование - пропитка смолой - коксование. Коксовое число - это отношение массы углеродного остатка к исходной массе отвержденного полимера после карбонизации, которая осуществляется при температуре около 1 000 °С.
Феноло-формальдегидные смолы легко подвергаются модификации и пластификации путем введения всевозможных добавок, например фурилового спирта, резола, каучука, полеолефинов, эпоксидных и полиэфирных смол и других подобных веществ в зависимости от того, какие дополнительные свойства мы хотим получить. Так, введение фурилового спирта повышает коксовое число, введение каучука придает эластичность отвержденному полимеру и т. д.
Технология переработки. Перерабатываются феноло-формальдегидные смолы путем предварительной пропитки наполнителей: тканей, лент, жгутов, нитей, бумаги или смешением с порошкообразными веществами (тальк, древесная мука, графит, волокно) с последующим отверждением при одновременном формовании методами прямого прессования, литья под давлением, экструзии, автоклавного и вакуумного прессования и др. способами. Пропитка материалов производится на специальных машинах или вручную либо непосредственно перед изготовлением изделий, либо заранее. Пропитанные материалы должны храниться в темном и прохладном месте. Это могут быть специальные холодильные камеры. Срок хранения - примерно 1 месяц. Методы формования будут подробно рассмотрены в разделе «Углепластики».
Фурановые (фурфурольные) смолы. Фурановые смолы получают на основе соединений, содержащих фурановое кольцо
таких как фурфуриловый спирт, фурфурол и ацетон.
Фурановые смолы характеризуются большим коксовым числом (до 90 %), что очень важно при создании ТЗП. Выпускаются смолы под марками ФА, ФЛ, ФАЭД. Технологические приемы переработки такие же, как и для феноло-формальдегидных смол. Но чаще всего они применяются в смеси с последними. Фурановые смолы относятся к токсичным веществам, поэтому при работе с ними нужно пользоваться защитными средствами: очками, резиновыми перчатками, противогазами.
Формальдегидных смол очень много. В зависимости от того, с каким олигомером соединяется формальдегид, образуется его название и, конечно, приобретаются новые свойства, например, анилиноформальдегидные смолы содержат анилиновую группу - NH -. По водостойкости и маслостойкости они превосходят феноло-формальдегидные смолы, устойчивы также к действию щелочей, но разлагаются под действием кислот.
Мочевино-формальдегидные смолы - продукты поликонденсации мочевины (Н2N - СО - NН2) с формальдегидом (НСОН):
Они обычно имеют пространственную структуру, обладают высокой светостойкостью, хорошо окрашиваются.
Меланиноформальдегидные смолы - продукты поликонденсации меланина и формальдегида в присутствии кислотных катализаторов при температуре 403...443 К.
Эти смолы после поликонденсации образуют пространственную структуру:
Пресс-материалы на их основе отличаются высокими светостой- котью и теплостойкостью, твердостью, устойчивы к воде, слабым щелочам и кислотам. Из них изготовляют посуду, электротехнические изделия, декоративные пластики и др.
Кремнийорганические полимеры. Это термостойкие высокомолекулярные элементоорганические соединения, повторяющиеся звенья которых содержат атомы кремния и углерода. Главные цепи силиконов могут состоять только из атомов кремния и кислорода, например:
Кремнийорганические полимеры также, как органические, бывают линейными, циклическими и др.
Выпускаются смолы марок КО, К, ЭФ, К-9, К-41 и т. п. Технология переработки примерно такая же, как и для других смол.
С появлением кремнийорганических смол надеялись создать аблирующие покрытия, при работе которых в газовых потоках образуется стекловидная двуокись кремния SiO2. Но, оказалось, что температура плавления SiO2 низкая (
2500 К ) для ТЗП, поэтому эти смолы применяются при создании радиопрозрачных и оптических материалов.
3.3 АДГЕЗИЯ В ТВЕРДЫХ ПОЛИМЕРАХ
Когда полимер отвержден, то при разрушении его разрыв происходит уже против адгезии между твердыми телами.
Как показано работами Б. В. Дерягина и Н. А. Кротовой, силы взаимодействия в твердом теле не могут быть чисто химическими или чисто молекулярными. Объясняется это следующим образом: между образовавшимися поверхностями создается электрическое поле, как между обкладками конденсатора. Когда отрыв медленный, заряды успевают частично уйти с поверхности, и работа адгезии уменьшается. Особенно это свойственно неметаллическим КМ, которые имеют низкую электропроводность. Напряженность электрического поля при разрыве (отрыве) полимера может доходить до 108 В/м. При этом наблюдается холодная эмиссия электронов. Если быстро разматывать изоляционную ленту или фотопленку в темноте, то в отрыве видно свечение.
Для металлов скорость разрушения на величину прочности не влияет из-за их высокой электропроводности. Прочность неметаллических КМ зависит от скорости нагружения [8].
3.4 МЕЖФАЗОВЫЕ ВЗАИМОДЕЙСТВИЯ В КМ
Главным условием существования композиционных материалов является наличие двух и более взаимодействующих фаз разных материалов или одного материала в разных формах. Например, в угле- род-углеродных материалах и матрицей (непрерывной) наполнителем (в форме армирующих угольных волокон) является углерод. Характер взаимодействия на границах матрица - наполнитель и их совместимость бывают разными:
1. Термодинамическая совместимость - это способность матрицы и армирующего элемента находиться в состоянии метастабиль- ного равновесия неограниченное время при температуре получения и эксплуатации. Это означает отсутствие химических реакций, приводящих к разрушению системы.
2. Кинетическая совместимость означает нахождение компонентов в КМ в состоянии такого равновесия, при котором имеют место контролируемые адсорбция, диффузия и химические реакции. Другими словами, эти процессы должны быть медленными, чтобы за время образования КМ (спекание, полимеризация и т. п.) химические реакции между компонентами не завершились.
3. Механическая совместимость требует того, чтобы обеспечивалось соответствие упругих постоянных, коэффициентов термического расширения и показателей пластичности, которые позволили бы достичь максимально возможной прочности связи матрицы и армирующего элемента.
Проиллюстрируем это на следующих видах межфазного взаимодействия:
1) Композиционные материалы, у которых матрица и наполнитель взаимно нерастворимы и не образуют химических соединений, например Cu – W, Cu - А12O3; Mg - В; А1 - В/ВN, где В/ВN - бор, покрытый нитридом бора.
2) КМ, у которых наполнитель и матрица на границе образуют друг с другом твердые растворы и не образуют химических соединений и направленных эвтектик, например, Nb -W; Ni - С; Ni - W.
3) КМ, у которых компоненты на границе образуют химические соединения, например А1 - С; А1 - SiO2; Ti - А12O3; Ti - В; Ti - SiС.
Нужно отметить, что иногда вид межфазного взаимодействия определяется технологией. Возьмем пару Al - В: у них может быть и первый и третий случай.
а) КМ Al - В получают путем твердофазного спекания, здесь химическая реакция между А1 и В не успевает произойти. Это первый или, еще говорят, псевдопервый случай;
б) КМ Al - В получают методом пропитки плетеного каркаса из нитей бора жидким алюминием. Жидкий алюминий, как известно, очень активный, и здесь будет иметь место третий случай, т. е. с образование на границе химического соединения - борида алюминия.
Таким образом, между матрицей и наполнителем могут быть следующие типы связей: механическая, связь при смачивании и растворении, реакционная связь и объемно-реакционная. Названные типы связей для матрицы и волокна схематически представлены на рис. 9.
Механическая связь осуществляется за счет зацепления, сил трения, сил Ван-дер-Ваальса (молекулярных сил). КМ имеют обычно низкую прочность при поперечном растяжении и продольном сжатии, если наполнителем является волокно. Может быть спеченный каркас вместе с наполнителем, например псевдосплав Cu - W. Связь при смачивании и растворении реализуется благодаря силам поверхностного натяжения и сопровождается небольшим растворением компонентов. Реализуется этот тип связи при пропитке волоконного или спеченного пористого каркаса расплавленной матрицей или смолой в отсутствие химических реакций. Например, Cu - W, Nb - W, полимерные пластики. После полимеризации в пластиках обычно имеет место механическая связь.
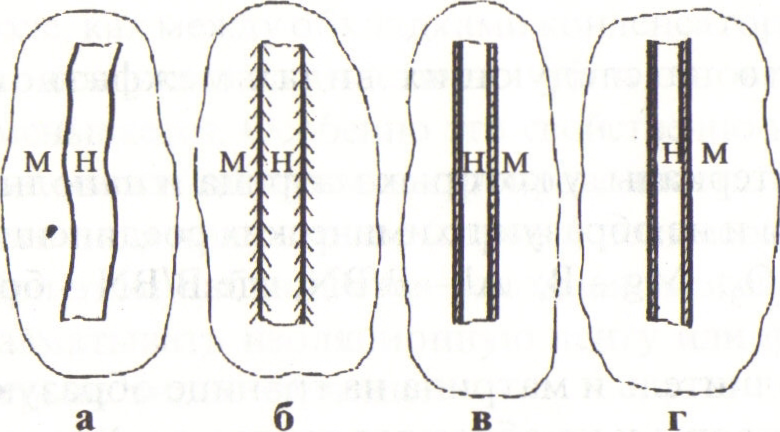
Рис. 9. Схемы связей между нитью и матрицей:
М - матрица, Н - нить (наполнитель); а - механическая связь; б - связь при растворении и смачивании; в - реакционная связь; г - объемно-реакционная связь
Реакционная связь осуществляется при протекании химических реакций на границе раздела с образованием химических соединений, например, Ti - Cu и др.
Объемно-реакционная связь - это разновидность реакционной связи, когда объемная химическая реакция происходит в несколько стадий, одна из которых контролирует скорость образования связи (случай «г» на рис. 9). Например, в паре «титан, легированный алюминием, - бор» реакция осуществляется следующим образом: сначала твердый раствор алюминия в титане реагирует с бором с образованием сложного диборида ALBх, который затем реагирует с титаном и образует диборид титана TiBx и твердый раствор алюминия в титане.
Конечно, названный перечень не исчерпывает всех возможных связей, т. к. в КМ могут использоваться как различные сочетания матриц и наполнителей, так и разные технологические процессы образования композиционных материалов.
Почти во всех случаях имеют место и играют решающую роль диффузионные процессы, описываемые первым и вторым законами Фика.
 - первый закон для одномерного случая, - первый закон для одномерного случая,
 - второй закон для одномерного случая с переменной концентрацией, - второй закон для одномерного случая с переменной концентрацией,
где IХ - поток; D - коэффициент диффузии; с - концентрация; t - время.
3.1 СМАЧИВАНИЕ
На границе раздела матрица-наполнитель важную роль играют поверхностные явления, на рассмотрении которых нужно коротко остановиться. Силы сцепления жидкости с твердым телом характеризуются работой адгезии Wа, равной работе их разделения. Адгезия - прилипание двух разнородных веществ, когезия - прилипание однородных веществ, точнее - в одном и том же веществе. Работа когезии равна работе образования новой поверхности при разрыве однородной жидкости, т. е.
где 2 - коэффициент, отражающий факт образования двух поверхностей; σж - поверхностное натяжение жидкости или поверхностная энергия (измеряются соответственно в Н/м и Дж/м2. Эти размерности совпадают); Wк -характеризует силы связи внутри фазы; Wа - мера взаимодействия двух фаз на границе, их раздела, т. е. работа адгезии (см. ниже).
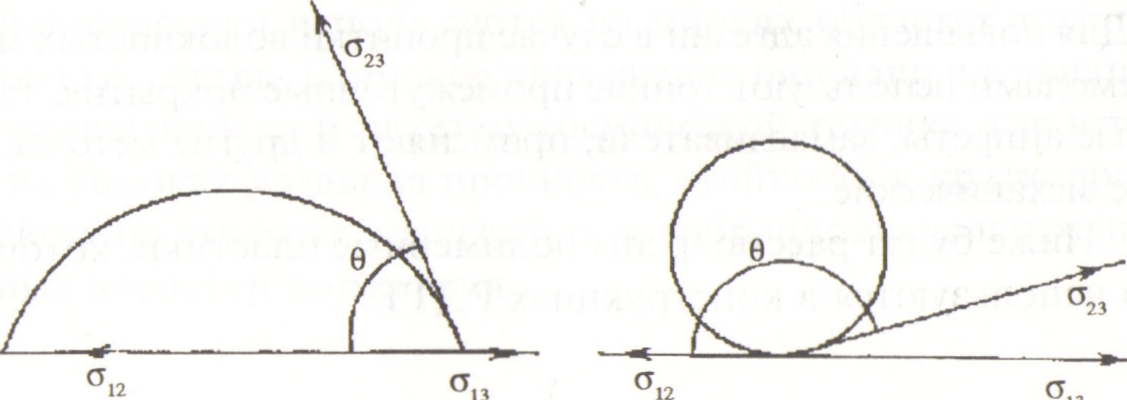
Рассмотрим границу раздела жидкость - твердое тело на примере капли, находящейся на поверхности твердого тела (рис. 10).
а б
10. Схема смачивания:
σ12 - сила поверхностного натяжения между твердым телом и жидкостью; σ23 - сила поверхностного натяжения между жидкостью и газом; σ13 - сила поверхностного натяжения между твердым телом и газом; 0 - угол между касательной к жидкости и поверхностью твердого тела
Равновесие этих сил определяется соотношениями:
1. Если  > >  + +   (случай «а» на рис. 10), то капля растекается, и если Θ = 0, т. е. cos Θ = 1, - то это условие полного смачивания. (случай «а» на рис. 10), то капля растекается, и если Θ = 0, т. е. cos Θ = 1, - то это условие полного смачивания.
2. Если <  + +  , (случай «б» на рис. 10), то капля стягивается к середине. Угол 0 увеличивается, а значение cos 0 уменьшается, и, перейдя через Θ = 90° (cos Θ = 0), становится отрицательным, а при Θ = 180° cos Θ = -1. При значении cos Θ = -1 наблюдается полное несмачивание, капля принимает форму шара. , (случай «б» на рис. 10), то капля стягивается к середине. Угол 0 увеличивается, а значение cos 0 уменьшается, и, перейдя через Θ = 90° (cos Θ = 0), становится отрицательным, а при Θ = 180° cos Θ = -1. При значении cos Θ = -1 наблюдается полное несмачивание, капля принимает форму шара.
Примеры: полное смачивание - вода на стекле; полное несмачивание - ртуть на стекле.
Работа адгезии определяется выражениями
Таким образом, для определения Wa необходимо знать только коэффициент поверхностного натяжения жидкости и краевой угол. Работа адгезии в значительной степени зависит от поверхностного натяжения жидкости и свойств твердого тела.
Для повышения адгезии в случае пропитки волокнистых материалов смолами используют тонкие промежуточные покрытия, так называемые аппреты, замасливатели, применяют и другие методы , в том числе механические.
Ниже будут рассмотрены полимерные пластики, которые широко используются в конструкциях РДТТ.
|
|
|
 Скачать 32.33 Mb.
Скачать 32.33 Mb.