Учебной практике пм. 01 Подготовка и осуществление технологических процессов изготовления сварных конструкций мдк. 01. 01 Технология сварочных работ мдк.
 Скачать 188.62 Kb. Скачать 188.62 Kb.
|

|
ДНЕВНИК по учебной практике ПМ.01 Подготовка и осуществление технологических процессов изготовления сварных конструкций МДК.01.01 «Технология сварочных работ» МДК.01.02 «Основное оборудование для производства сварных конструкций» в период с «19» ноября 2022 г. по «28» марта 2023 г. на базе ГБПОУ «Альметьевский профессиональный колледж» наименование организации Выполнил:______________ Хабибулин Расим Рамильевич ФИО студента студент III курса очной формы обучения, специальность 22.02.06 «Сварочное производство»______________________ (подпись, дата) _______________ Проверил: ___________________ Хисамутдинова С.Э., мастер п/о (подпись, дата) _______________ Отчет защищен: «28» марта 2023 г. Оценка _________________ Альметьевск, 2023 г. ВВЕДЕНИЕ Период прохождения практики: с «19» ноября 2022 г. по «28» марта 2023 г. Цель практики: приобретение студентами опыта практической работы по профессии. Задачи практики: Подготовка обучающихся к следующим видам деятельности Подготовка и осуществление технологических процессов изготовления сварных конструкций В результате прохождения учебной практики по виду профессиональной деятельности «Сварочное производство» студент должен: Знать: -виды сварочных участков; -виды сварочного оборудования, устройство и правила эксплуатации; -технологический процесс подготовки деталей под сборку и сварку; -основы технологии сварки и производства сварных конструкций; -методику расчѐтов режимов ручных и механизированных способов сварки; -основные технологические приѐмы сварки и наплавки сталей, чугунов и цветных металлов; -технологию изготовления сварных конструкций различного класса; -общие сведения о сборочных чертежах; -требования единой системы конструкторской документации; -требования ГОСТ для ручной дуговой сварки; -виды и назначение сборочно-сварочных приспособлений; -виды сварных швов и соединений. Их обозначение на чертежах; -типы разделки кромок под сварку; -правила безопасности труда, производственной санитарии, пожарной безопасности и внутреннего трудового распорядка; -устройство обслуживаемых электросварочных и плазморезательных машин, газосварочной аппаратуры, автоматов, полуавтоматов, плазмотронов и источников питания; -свойства и назначение сварочных материалов; -правила их выбора; марки и типы электродов; -правила установки режимов сварки по заданным параметрам. Уметь: -организовывать рабочее место сварщика; -выбирать рациональный способ сборки и сварки конструкции, оптимальную технологию соединения или обработки конкретной конструкции или материала; -использовать типовые методики выбора параметров сварочных технологических процессов; -устанавливать режимы сварки; -рассчитывать нормы расхода основных и сварочных материалов для изготовления сварного узла или конструкции; -читать рабочие чертежи сварных конструкций; -выполнять сборку изделий под сварку в сборочно-сварочных приспособлениях и прихватками, проверять точность сборки; -читать чертежи средней сложности и сложных сварных металлических конструкций; -организовать безопасное выполнение сварочных работ на рабочем месте в соответствии с санитарно- техническими требованиями и требованиями охраны труда и пожарной безопасности; -устанавливать режимы сварки по заданным параметрам; -экономно расходовать материалы и электроэнергию; -выполнять зачистку швов после сварки; -определять причины дефектов сварочных швов и соединений; -предупреждать и устранять различные виды дефектов в сварных швах; -применять способы уменьшения и предупреждения деформаций при сварке; -осуществлять самоконтроль, выполнять правила безопасности труда, производственной санитарии и пожарной безопасности. Иметь практический опыт: -подготовки и осуществления технологических процессов изготовления сварных конструкций; -выполнения подготовительных работ при производстве сварочных работ; -выполнения сборки и сварки деталей средней сложности и сложных деталей аппаратов, узлов, конструкций и трубопроводов из конструкционных и углеродистых сталей, чугуна, цветных металлов и сплавов; -выполнения сварки деталей. ГРАФИК ПРОХОЖДЕНИЯ УЧЕБНОЙ ПРАКТИКИ студента группы 31 ССП ________________________________________________ ФИО студента на период с «19» ноября 2022 г. по «28» марта 2023 г.
Начало практики «19» ноября 2022г. Окончание практики «28» марта 2023 г. Практикант Хабибулин Р. Р. ФИО Подпись ответственного лица организации (базы практики) ____________________ Хисамутдинова С.Э., мастер п/о МП ФИО, должность ДНЕВНИК ПРОХОЖДЕНИЯ ПРАКТИКИ студента группы 31 ССП Чехонина Данилы Андреевича ФИО студента на период с «19» ноября 2022г. по «28» марта 2023 г.
Начало практики «19» ноября 2022г. Окончание практики «28» марта 2023 г. Содержание и объем выполненных работ подтверждаю: Подпись ответственного лица организации (базы практики) ____________________ Хисамутдинова С.Э., мастер п/о ФИО, должность Виды и качество выполнения работ
Характеристика учебной и профессиональной деятельности обучающегося во время практики ______________________________________________________________________________________________________________________________________________________________________________________________________ В целом работа практиканта Хабибулин Р.Р. заслуживает оценки ________________. Дата «28» марта 2023 г. Подпись ответственного лица организации (базы практики) ____________________ Хисамутдинова С.Э., мастер п/о ФИО, должность Отчет по учебной практике в ГБПОУ «Альметьевский профессиональный колледж» обучающегося III курса по специальности 22.02.06 Сварочное производство. _____________________________________________________________________ Содержание Введение Глава 1. Требования по охране труда и технике безопасности Глава 2. Основная часть 2.1 Выполнение практической квалификационной работы. Сварка таврового соединения в вертикальном положении сварного шва ручной дуговой сваркой плавящимся покрытым электродом . Заключение Список использованных источников Введение Я проходил учебную практику в ГБПОУ «Альметьевский профессиональный колледж» в сварочной мастерской. Сварочная мастерская и ее оборудование, на котором производились учебные и практические работы: 1) Сварочные аппараты (многопостовой сварочный выпрямитель ВДМ-1202С, балластный реостат РБ-306). 2) Слесарный верстак для зачистки кромок и очистки сварных швов после сварки. Глава 1. Требования по охране труда и технике безопасности 1.Общие требования безопасности. 1.1 К учебной практике в мастерских допускаются лица не моложе 16 лет, прошедшие соответствующею подготовку по охране труда, медицинский осмотр. 1.2 Студенты во время практики должны соблюдать правила режимов труда и отдыха. 1.3 Студенты на занятиях в учебных мастерских должны быть в спецодежде 1.4 Студенты во время практики должны соблюдать правила пожарной безопасности 1.5 При несчастном случае пострадавший должен обязательно сообщить мастеру производственного обучения. 2. Требования безопасности перед началом работы 2.1 Одеть спецодежду 2.2 Проверить заземление электрооборудования, работу на холостом ходу 2.3 Проверить правильность присоединения сварочных проводов, изоляцию проводов 2.4 Подготовить рабочее место, материал 2.5. Проверить исправность инструментов 3 Требования безопасности во время работы 3.1 Работу выполнять только исправным инструментом 3.2. Отбивать шлак только в остывшем состоянии. 3.3. Пользоваться средствами индивидуальной защиты при отбивании шлака: защитными очками, щитком 3.5. Работу выполнять в сварочной маске 3.6.В кабине находиться только работающему учащемуся, не отвлекаться во время работы 3.7 Не оставлять включенным источник питания при перерывах в работе 4 Требования безопасности в аварийных ситуациях. 4.1 При выходе из строя рабочего инструмента сообщить мастеру производственного обучения. 4.2 При возникновении пожара немедленно эвакуироваться, сообщить о пожаре администрации учреждения ближайшую пожарную часть и приступить к тушению пожара 5 Требования безопасности по окончанию работы 5.1. Отключить источник питания 5.2. Сдать работу мастеру 5.3 Привести в порядок инструменты и рабочее место. Инструменты убрать в ящики, шлак, окалину смести щеткой-сметкой 5.2 Провести уборку сварочной кабины, влажную уборку мастерской и проветрить помещение. 5.3 Снять спецодежду и тщательно вымыть руки. Таблица 1.1. ПМ.01 Подготовка и осуществление технологических процессов изготовления сварных конструкций МДК.01.01 «Технология сварочных работ» МДК.01.02 «Основное оборудование для производства сварных конструкций»
Глава 2. Основная часть По прохождению учебной практики в электросварочной мастерской мною были выполнены следующие работы: Таблица 2.2. Выполненные работы в сварочной мастерской
2.2 Выполнение практической квалификационной работы. Электросварочное дело Выполнение практической квалификационной работы (Сварка таврового соединения в вертикальном положении сварного шва ручной дуговой сваркой плавящимся покрытым электродом) в сварочной мастерской по эскизу, под руководством мастера п/о Хисамутдиновой С.Э. Оборудование для выполнения Многопостовой сварочный выпрямитель ВДМ – 1202С. Балластный реостат РБ-306 Инструменты для выполнения Электрододержатель, Шлакоотбиватель для очистки шлака. Металлическая щетка. Рулетка, металлическая линейка, чертилка, зубило, напильник, УШС для контроля качества. Материалы Марка стали: Ст3 Пластины размером 120х80 мм S=10мм в количестве 2 штук, Электроды тип Э46, марки УОНИИ 13/45 диаметром 3 мм. 2,5мм Технология и техника выполнения -Выбор электрода под марку стали. Выбор электрода осуществляется от марки металла, от типа сварочных работ и конструкции. При выполнении сварки пластин марки стали Ст3 я беру электроды марки УОНИИ 13/45 ø 2,5мм, 3мм. -Подготовка к сварке. Зачистить кромки металла до металлического блеска с помощью металлической щётки на расстоянии 20мм по обе стороны от шва. Сделать разделку кромок напильником V- образный скос кромок под углом 60-90°, оставляя притупление 2-3мм. 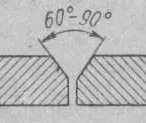 -Сборка под сварку Сварка выполняется с зазором между пластинами 2,5мм с помощью подручных материалов; 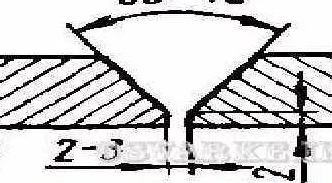 Зафиксировать металл магнитами во избежание смещении пластин друг относительно друга;  -Настройка режима сварки вертикального шва стыкового соединения. Сварка производится с током на 10% меньше требуемого тока по формуле: I=D · K; Чтобы металл не вытекал из ванны, нужно поддерживать короткую дугу. Используются электроды, дающие быстро-твердеющий тонкий слой шлака. Устанавливаем с помощью рубильников на балластном реостате необходимую силу сварочного тока. -Сборка соединения с помощью прихваток. Плиту собираем с помощью прихваток. Длина и количество прихваток зависит от длины шва. Прихватку выполняем по намеченному шву на расстоянии 10-15 мм от начала и конца заготовки. Эти места не подлежат контролю. В этом случае прихватку выполняю три раза, два раза со стороны шва и один раз с лицевой стороны. Затем зачистку прихваток. 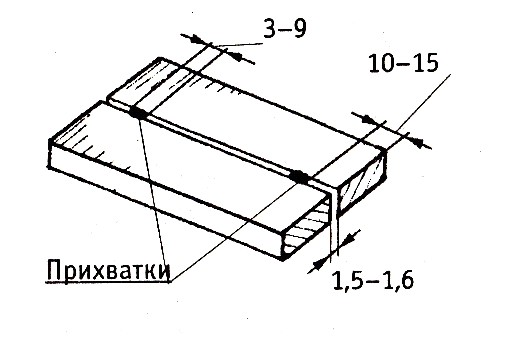 Технологический процесс: После завершения сборки пластины приступайте к сварке. Держите пластину вертикально. Удерживаю ее на месте с помощью магнита или прижмите к сварочному столу. Вертикальная сварка характеризуется тем, что во время сварки расплавленный металл стекает вниз под собственным весом. Сварку производим путем перемещения электрода снизу вверх. Этот метод является самым простым и удобным. Дуга толкает сварочную ванну вверх. Сварка корнем осуществляется простым перемещением электрода вперед узким тонким ниточным валиком. Электрод наклоняется под углом 80-90°1. Таким образом, получается плоский сварной шов. Скорость перемещения электрода должна быть достаточно быстрой. Электрод перемещается от одной пластины к другой движением “лодочкой” для сварки облицовочного шва. Для обеспечения равномерного распределения сварочного материала по зазору используется короткая дуга. Когда сварка прекращается, производится последующее зажигание дуги на металле шва на 5 мм ниже кратера. Сварка должна быть непрерывной. В конце сварки вернитесь на 10-15 мм назад до исчезновения дуги, чтобы предотвратить образование кратера Шлак отбивается шлакоотбойником, а сварной шов очищается металлической щеткой до появления металлического блеска Если обнаружен дефект, механически удалите дефектную часть, пока металл не станет “чистым” Передайте деталь производителю. Контроль качества Выполняю визуально – измерительный контроль сварного соединения. Визуальный контроль с целью выявления наружных дефектов. С помощью УШС произвожу измерение геометрических параметров сварного шва на соответствие ГОСТ. Внешнему осмотру подвергаются сварные швы и зоны прилегающего к ним основного металла на расстоянии не менее 20 мм от границы шва по всей протяженности сварного соединения с двух сторон. При внешнем осмотре контролируемый сварной шов должен быть хорошо освещен. Внешний осмотр осуществляется невооруженным глазом после тщательной очистки швов около шовной зоны от шлака, брызг и других загрязнений. По внешнему виду сварные швы должны удовлетворять следующим требованиям: 1.Иметь гладкую или мелкочешуйчатую поверхность (без наплывов, сужений, прожогов и перерывов) и плавный переход к основному металлу; 2.Наплавленный металл должен быть плотным по всей длине шва, не иметь трещин, шлаковых включений, скоплений и цепочек поверхностных пор, все кратеры должны быть заварены; проверка качества шва. 3.Ширина шва согласно маркировке на эскизе, высота шва не более 3 мм. Заключение Результатом учебной практики является: овладение видами профессиональной деятельности «Сварочное производство» и освоение следующих профессиональных компетенций: ПК 1.1. Применять различные методы, способы и приемы сборки и сварки конструкций с эксплуатационными свойствами ПК 1.2. Выполнять техническую подготовку производства сварных конструкций ПК 1.3. Выбирать оборудование, приспособление и инструменты для обеспечения сварных соединений с заданными свойствами ПК 1.4. Хранить и использовать сварочную аппаратуру и инструменты в ходе производственного процесса Приобретен практический опыт и умения: - организовывать рабочее место сварщика; -выбирать рациональный способ сборки и сварки конструкций, оптимальную технологию соединения или обработки конкретной конструкции или материала; -использовать типовые методики выбора параметров сварочных технологических процессов; -применять методы устанавливать режимы сварки; -рассчитывать нормы расхода основных и сварочных материалов для изготовления сварного узла или конструкции; -читать рабочие чертежи сварных конструкций Иметь практический опыт: -применения различных методов, способов и приемов сборки и сварки конструкций с эксплуатационными свойствами; -технической подготовки производства сварных конструкций; -выбора оборудования, приспособлений и инструментов для обеспечения производства сварных соединений с заданными свойствами; -хранение и использование сварочной аппаратуры и инструментов в ходе производственного процесса; Список использованных источников Юхин Н.А. Механизированная дуговая сварка плавящимся электродом в защитных газах. – М.: «Соуэло», 2018-72 с. 2. Чабан В.А. Сварочные работы: Учебник для нач. проф. образования. –Ростов-на-Дону: Феникс, 2018. — 412 с. 3. Макиенко Н.И. Слесарное дело: Учебник для нач. проф. образования. – М.: Высш. шк., 2016 – 335 с. |