|
|
Установка электрохимической обработки (эхо) в электролите
Электрохимические и электрофизические установки,электрохимические установки
Установка электрохимической обработки (ЭХО) в электролите
Электрохимическими способами обработки материалов условно принято называть группу новых методов электротехнологии, которые применяются для удаления материала с обрабатываемой поверхности, его переноса, формообразования деталей или структурных преобразований, осуществляемых с помощью электрической энергии, вводимой непосредственно в зону обработки. Наиболее распространен процесс анодного растворения, т.е. перехода металла, помещаемого в электролизер в качестве анода, из металлического состояния в различные неметаллические соединения.
Процесс идет следующим образом:

В начале металл анода отдает «n» электронов и переходит в ионное со стояние.
Затем образуются различные соединения, состав которых зависит от продуктов электролиза или состава электролита. Если это растворы кислот, то присутствует кислотный остаток «R» (например, SO4-2, и так далее), а результатом соединения будет соль кислоты (растворима).
Если это нейтральный или щелочной раствор, то присутствует гидроксильная группа «ОН», а результатом соединения будет гидрат оксида металла, практически не растворяемого в электролите (выпадает в осадок).
Для удаления осадка из зоны обработки повышают скорость движения электролита, увеличивают плотность тока (до «сотен» А/см2).
В кислых растворах продукты реакции растворимы, поэтому обработка производится при малой плотности тока (2...3 А/см2) и медленном перемешивании электролита.
В связи с этим возможны 2 вида обработки:
- электрохимическая обработка при невысокой плотности тока в стационарном электролите,
- электрохимическая обработка при высокой плотности тока в проточном электролите.
Установка ЭХО в стационарном электролите (рис. 1.3-4) применяется для наиболее типичной операции — электролитическое шлифование или полирование.
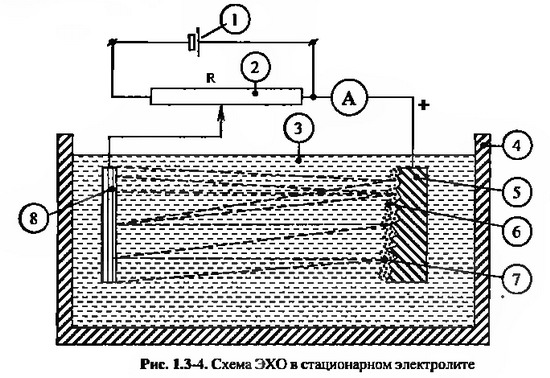
Принцип действия установки состоит в следующем.
При прохождении тока по цепи: источник (1) — амперметр (А) — анод (5) — электролит (3) — катод (8) — регулятор тока (2) — источник (1) происходят электрохимические процессы.
Поверхность анода (5) растворяется, образуются продукты растворения (6), они задерживаются в углублениях детали, изолируя прохождение тока по всей поверхности. Силовые линии (7) сосредоточиваются на незащищенных поверхностях анода.
Выступы рястворяются быстрее впадин, в результате чего происходит сглаживание поверхности изделия — ее полирование.
Установки для нанесения металлопокрытий и анодировании
Гальванотехника — это процесс нанесения металлопокрытий на поверхность изделий методом электролиза.
Гальванотехника разделяется на гальваностегию и гальванопластику.
Гальваностегия — это электрохимический процесс нанесения металлов на металлические изделия с целью повышения их механической прочности, антикоррозийных свойств и улучшение декоративных качеств.
Гальванопластика — это электрохимический процесс нанесения металлов на шаблоны, применяемые при изготовлении штампов различных изделий. При нанесении металла предварительно основу покрывают слоем графита, чтобы поверхность стала электропроводной.
Анодирование — это процесс получения оксидных антикоррозийных покрытий на поверхности металлических изделий путем их анодной обработки в соответствующих растворах.
Оно широко применяется для защиты от коррозии изделий из алюминия, магния и их сплавов.
Нанесение металлопокрытий производится в ванной с электролитом Анодные и катодные шины подключены к источнику постоянного тока.
На катодные шины подвешивают изделия, а на анодные — пластины металла, которым покрывается изделие.
Электролит подогревается циркулирующей по змеевику горячей водой.
Электрооборудование установок ЭХО
Электрохимическая обработка, основанная на анодном растворении, ведется на постоянном, импульсном, пульсирующем токе.
Источники питания (ИП) преобразуют электрическую энергию промышленной частоты в энергию, необходимую для ЭХО.
В качестве ИП, в основном, используются полупроводниковые выпрямители, регулирующими элементами в которых являются тиристоры.
Структурная схема ИП установок ЭХО (рис. 1.3-6) дает представление о составе ЭО и принципе регулирования.
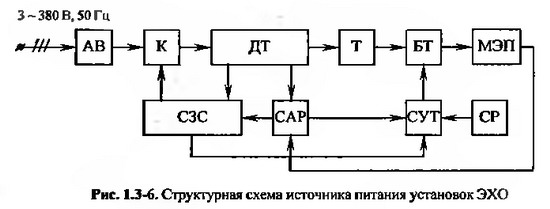
Сетевое питание (3 380 В, 50 Гц) подается через автоматический выключатель (АВ), главные контакты контактора (К), датчик тока (ДТ) на силовой трансформатор (Т).
Пониженное напряжение с трансформатора (Т) поступает на блок тиристоров (БТ) и далее уже выпрямленное к межэлектродному промежутку (МЭП).
Система управления тиристорами (СУТ) вырабатывает сигнал, позволяющий получить различную форму выпрямленного тока и напряжения.
Система реверсирования (CP) обусловливает смену полярности ИП.
Система автоматического регулирования (САР) предназначена для стабилизации тока и напряжения в МЭП при нормальном технологическом процессе.
Исполнительным органом САР является магнитный (МУ) усилителе обмотки управления которого воспринимают сигналы ДТ, МЭП и опорного напряжения.
Результирующий сигнвл управления с выхода МУ поступает в СУТ.
При нарушении нормального режима работы сигнал ДТ поступает в САР, что приводит к запиранию тиристоров, и в систему защиты и сигнализации (СЗС) на отключение источника от сети.
Для получения токов выше 600 А применяются ИП с тиристорами двух вариантов.
Вариант 1 (рис. 1.3-7) для получения жесткой внешней характеристики ИП.
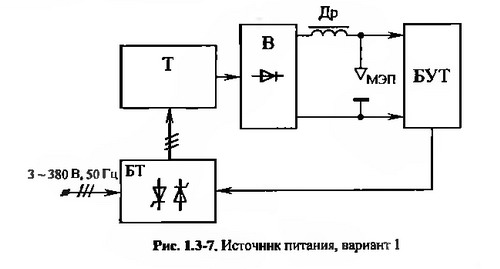
В этом случае блок тиристоров (БТ) управления включается в начало первичной обмотки силового трансформатора (Т), а вторичная обмотка подключена к выпрямителю (В).
Для управления тиристорами сигнал обратной связи поступает в виде выходного напряжения с МЭП на блок управления тиристорами (БУТ).
Вариант 2 (рис. 1.3-8) для получения крутопадающей характеристики ИП.
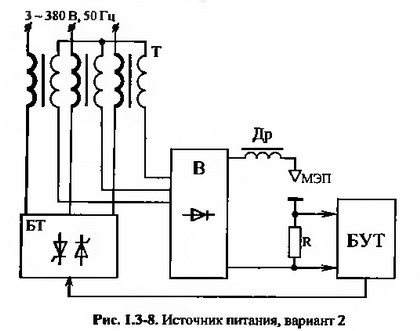
В этом случае БТ включается в конец первичной обмотки по трехфазной мостовой схеме, а управляющий сигнал в БУТ поступает с резистора R. Крутизна внешней характеристики определяется обратной связью по току и напряжению.
Дроссели (Др) предназначены для уменьшения пульсаций рабочего тока. |
|
|
 Скачать 173.66 Kb.
Скачать 173.66 Kb.