Всн. ВСН 012-88 Контрольк качества и приёмка работ часть 1. Ведомственные строительные нормы строительство магистральных и промысловых трубопроводов
 Скачать 1.53 Mb. Скачать 1.53 Mb.
|

|
Радиографический контроль 5.25. Общие требования к методу радиографического контроля сварных соединений трубопроводов с использованием рентгеновских аппаратов, источников радиоактивного излучения иридий-192, цезий-137, селен-75, тулий-170 и кобальт-60 и радиографической пленки установлены ГОСТ 7512-82. 5.26. При радиографическом контроле применяют отечественные радиографические пленки типа РТ-5, РТ-4М, РТ-2, РТ-3, РНТМ-1, РТ-1, РТ-СШ. Допускается применение импортных радиографических пленок, предназначенных для дефектоскопии металлоконструкций. Характеристики радиографических пленок приведены в справочном прил. 1. 5.27. Для просвечивания используют: рентгеновские аппараты непрерывного действия; импульсные рентгеновские аппараты; гамма-дефектоскопы; внутритрубные самоходные установки. Типы рентгеновских аппаратов, гамма-дефектоскопов и внутритрубных самоходных установок приведены в справочном прил. 2. Допускается применение аппаратуры и оборудования других типов, в том числе зарубежного производства, при условии обеспечения необходимых режимов просвечивания и требуемого качества снимков. 5.28. Если неровности шва, брызги металла и другие внешние дефекты могут затруднить выявление внутренних дефектов в сварном соединении или повредить радиографическую пленку, то поверхность этого соединения должна быть зачищена с использованием средств механической обработки. В остальных случаях специальная подготовка поверхности сварного соединения не требуется. 5.29. Швы, подлежащие контролю, размечают на отдельные участки, длина которых зависит от формата применяемой радиографической пленки (кассет), а затем маркируют несмывающейся краской, обеспечивающей сохранность маркировки до сдачи трубопровода под изоляцию. Достаточна одна метка, которая соответствует началу мерительного пояса или рулонной пленки в следующих случаях: при использовании вспомогательных мерительных поясов со свинцовыми цифрами, обеспечивающими перенос изображения длины шва на снимки; при панорамном просвечивании на рулонную пленку с получением изображения контролируемого шва на одном снимке. 5.30. На каждом участке шва, подвергаемом радиографическому контролю, закрепляют эталоны чувствительности, имитаторы (если это необходимо) и свинцовые знаки. Для определения чувствительности радиографического контроля следует использовать проволочные, канавочные и пластинчатые эталоны чувствительности, форма и размеры которых установлены ГОСТ 7512-82. Допускается использовать канавочные и проволочные эталоны чувствительности, изготовленные по ГОСТ 7512-75. Для маркировки радиограмм следует использовать маркировочные знаки в виде цифр и букв русского или латинского алфавитов, а также дополнительные знаки в виде стрелок, тире и т.п. (предпочтительны наборы № 1, 2, 5 и 6), изготовленные из материала, обеспечивающего получение их четких изображений на радиографических снимках. Для удобства нахождения дефектных участков шва целесообразно использование мерительных поясов со свинцовыми знаками, обеспечивающих разметку сварного соединения. 5.31. Системой свинцовых маркировочных знаков обозначают: направление укладки кассет или рулонной пленки, соответствующее направлению, указанному стрелкой на стыке (для неповоротных стыков в нитке трубопровода - по часовой стрелке относительно направления хода продукта); шифр (характеристика) объекта; номер стыка; номер пленки; шифр (клеймо) сварщика или бригады; шифр дефектоскописта, осуществляющего просвечивание стыка. Изображение на снимке маркировочных знаков должно быть четким и не накладываться на изображение сварного шва. Примечания: 1. При сварке стыка несколькими сварщиками, не имеющими общего брагадного клейма, для упрощения маркировки следует использовать условный шифр в виде, например, одной буквы, используемой для обозначения состава сварщиков. Использование данного обозначения состава сварщиков должно быть оформлено протоколом за подписями начальника участка и старшего дефектоскописта. При изменении состава сварщиков шифр должен быть заменен на новый. 2. При повторном (после исправления дефектного участка сварного соединения) контроле в маркировку радиограмм в конце группы маркировочных знаков добавляется порядковый номер проведения повторного контроля "П1" или "П2". 3. Допускается маркировка снимков простым карандашом после проявления по следующим позициям: номер пленки; шифр (клеймо) сварщика или бригады; шифр дефектоскописта. 4. При использовании мерительного пояса допускается устанавливать свинцовыми цифрами номер стыка только на фиксированных по порядку пленках, номера которых в зависимости от диаметра контролируемого трубопровода приведены ниже:
5.32. При просвечивании сварных швов без усиления (или со снятым усилением) на их границах необходимо устанавливать свинцовые стрелки или другие ограничители, помогающие определить расположение шва на радиографическом снимке. 5.33. Для измерения глубины дефектов методом визуального (или с помощью фотометров и денситометров) сравнения потемнений изображения дефектов с эталонными канавками или отверстиями следует использовать канавочные эталоны чувствительности или имитаторы, при этом необходимым условием является то, что высота усиления сварного шва должна быть не больше толщины эталона чувствительности или толщины имитатора. 5.34. Форма имитаторов может быть произвольной, глубину и ширину (диаметр) канавок и отверстий следует выбирать по табл. 5 (количество канавок и отверстий не ограничивается). Имитаторы должны иметь паспорта или сертификаты (на партию) со штампом предприятия-изготовителя, в которых обязательно указывается материал, из которого они изготовлены, их толщина, глубины всех канавок (отверстий) и их ширина (диаметр отверстий). С целью более точного распознавания дефектов (типа шлаковых включений) допускается заполнение отверстий имитаторов жидким стеклом. Таблица 5
В рекомендуемом прил. 3 представлены возможные варианты имитаторов. 5.35. Проволочные эталоны чувствительности следует устанавливать непосредственно на сварной шов с направлением проволок поперек шва. Канавочные эталоны и имитаторы необходимо помещать рядом со швом с направлением их вдоль шва. Пластинчатые эталоны должны быть размещены рядом со швом с направлением эталона вдоль шва или непосредственно на шве с направлением эталона вдоль шва или непосредственно на шве с направлением эталона поперек шва. При просвечивании кольцевых швов трубопроводов малого диаметра "на эллипс" допускается устанавливать канавочные и пластинчатые эталоны чувствительности и маркировочные знаки рядом со швом вдоль оси трубы, а не вдоль сварного шва. 5.36. При просвечивании трубопроводов с расшифровкой только прилегающих к пленке (к кассетам) участков сварного соединения эталоны чувствительности помещают между контролируемым изделием и кассетами с пленкой. При просвечивании "на эллипс" эталоны чувствительности располагают между контролируемым изделием и источником излучения. 5.37. При фронтальном просвечивании за несколько экспозиций эталоны чувствительности устанавливают таким образом, чтобы их изображение было расположено на более светлой части снимков на расстоянии 25-50 мм от их краев. При панорамном просвечивании кольцевых швов трубопроводов за одну установку источника излучения изображение эталонов чувствительности может располагаться в любой части снимка по его длине. Аналогично эталонам чувствительности должны быть размещены имитаторы. При панорамном просвечивании кольцевых швов трубопроводов на рулонную радиографическую пленку за одну установку источника излучения располагают не менее четырех эталонов чувствительности (а в случае необходимости и имитаторов) - по одному на каждую четверть длины окружности сварного соединения. 5.38. Кольцевые швы трубопроводов, переходов и трубных узлов (приварки тройников, отводов) просвечиваются по одной из схем в зависимости от геометрических размеров труб, типа и активности применяемого источника излучения. Схемы просвечивания представлены на рис. 2-5. 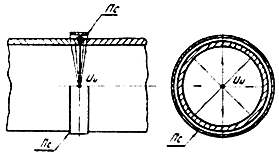 Рис. 2. Схема панорамного просвечивания изнутри трубы за одну установку источника излучения 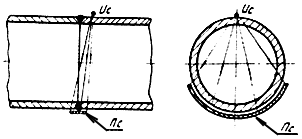 Рис. 3. Схема фронтального просвечивания через две стенки за три установки источника излучения 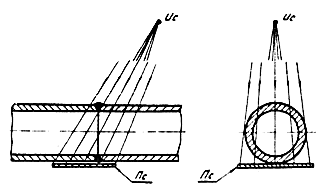 Рис. 4. Схема фронтального просвечивания через две стенки за одну или две установки источника излучения на плоскую кассету (схема просвечивания "на эллипс") 5.39. Криволинейные швы тройников и отводов можно просвечивать по одной из схем, представленных на рис. 6-10, в зависимости от диаметров свариваемых патрубков, их соотношений и условий доступа к сварному шву. 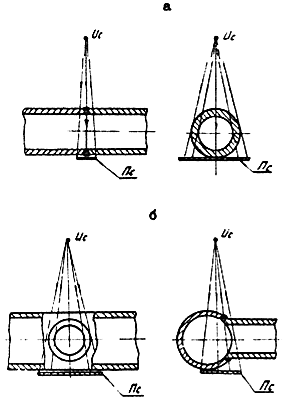 Рис. 5. Схема фронтального просвечивания через две стенки за одну установку источника излучения без его смещения относительно сварного шва: а - для соединения труб; б - для соединения врезок где 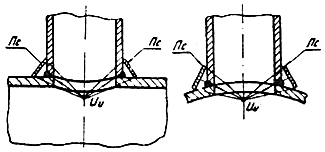 Рис. 6. Схема просвечивания криволинейного шва изнутри трубы за одну установку источника излучения 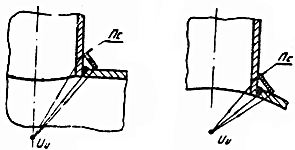 Рис. 7. Схема просвечивания криволинейного шва изнутри трубы за несколько установок источника излучения 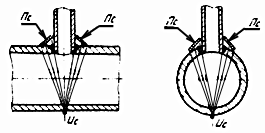 Рис. 8. Схема фронтального просвечивания криволинейных швов врезок малого диаметра за одну установку источника излучения 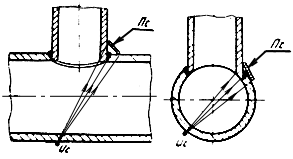 Рис. 9. Схема фронтального просвечивания криволинейных швов врезок большого диаметра за несколько установок источника излучения 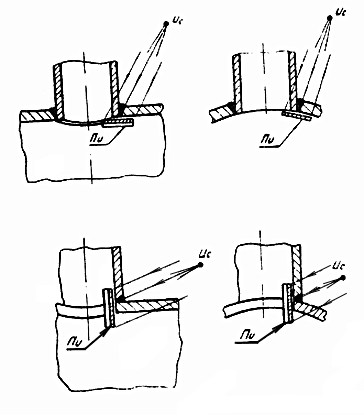 Рис. 10. Схемы просвечивания криволинейных швов врезок снаружи трубы за несколько установок источника излучения 5.40. Количество экспозиций и фокусное расстояние ( Таблица 6
5.41. Смещение источника излучения относительно плоскости сварного шва при контроле по схеме, представленной на рис. 4, составляет 0,35 Таблица 7
5.42. При просвечивании по схемам, представленным на рис. 2, 3 и 5, угол между направлением излучения и плоскостью сварного шва не должен превышать 5°. 5.43. При просвечивании по схемам, представленным на рис. 3, 6-10, угол между направлением излучения и плоскостью контролируемого участка сварного шва в любой его точке не должен превышать 30°. 5.44. Энергию рентгеновского излучения (напряжение на трубке), тип радиоактивного источника, тип радиографической пленки, схему зарядки кассет (с усиливающими экранами или без них), толщину защитных свинцовых экранов (от рассеянного излучения) и схему просвечивания выбирают в зависимости от геометрических размеров контролируемого изделия таким образом, чтобы чувствительность контроля не превышала половины размера по глубине минимального из недопустимых дефектов, но не более значений, приведенных в табл. 8. Таблица 8
Примечания: 1. При давлении в трубопроводе до 10 МПа включительно чувствительность контроля должна соответствовать третьему классу, при давлении свыше 10 МПа - второму. 2. Если на какой-то конкретный объект разрабатывается специальная технология сварки и контроля сварных соединений, то в нормативно-технической документации (инструкции, руководстве и др.) должен быть оговорен класс чувствительности снимка (контроля). Чувствительность контроля К определяют (К при использовании канавочных или пластинчатых эталонов чувствительности или при использовании проволочных эталонов чувствительности или где Чувствительность контроля (чувствительность снимков) при просвечивании "на эллипс" за одну или две экспозиции определяют по отношению к удвоенной толщине стенки трубы: а) при использовании канавочных или пластинчатых эталонов чувствительности или б) при использовании проволочных эталонов чувствительности или Примечание. При просвечивании "на эллипс" с использованием канавочных эталонов чувствительность снимков может считаться достаточной, если видна следующая меньшая по величине канавка по сравнению с той, которая соответствует допускаемой глубине дефектов. 5.45. Экспозицию (фактор экспозиции) определяют по специальным номограммам. На рис. 11, 12 приведены номограммы для пленки РТ-СШ. Для определения времени экспозиции при использовании других типов пленок полученные по номограммам результаты необходимо уточнить, принимая во внимание величины относительной чувствительности этих пленок. 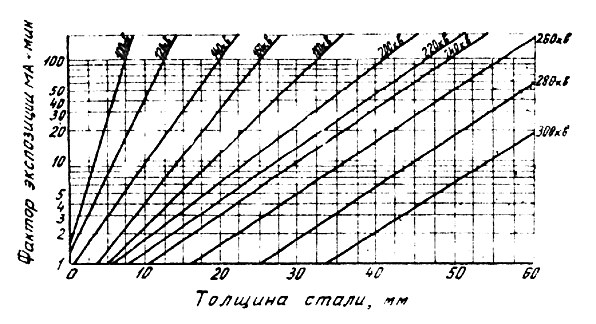 Рис. 11. Номограмма для определения времени экспозиции при просвечивании стали рентгеновскими аппаратами непрерывного действия на пленку типа РТ-СШ (чувствительность 25 1/Р) при фокусном расстоянии 700 мм и при различных напряжениях на трубке рентгеновского аппарата 5.46. Если фокусное расстояние отличается от приведенных на рис. 11, 12, то фактор экспозиции можно определять из следующей зависимости: где 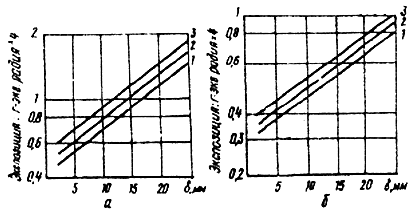 Рис. 12. Номограммы для определения экспозиции при просвечивании стали на рулонную радиографическую пленку РТ-СШ гамма-источниками: а - иридий-192; б - цезий-137 при разных фокусных расстояниях: 1 - 5.47. При использовании в качестве источника излучения изотопа иридий - 192 через каждые 1-2 недели необходимо увеличивать время экспозиции делением его первоначального значения на величину поправочного коэффициента (значения коэффициента приведены в табл. 9). Таблица 9
5.48. Суммарная разностенность толщин, просвечиваемых за одну экспозицию, не должна превышать следующих величин (для оптических плотностей 1,5-3,0 единиц оптической плотности): 5,5 мм при напряжении на рентгеновской трубке 200 кВ; 7,0 мм при напряжении на рентгеновской трубке 260 кВ; 15 мм при использовании иридия-192; 15 мм при использовании цезия-137. При наличии оборудования для просмотра снимков, имеющих почернение до 4 е.о.п., суммарная разностенность не должна превышать: 7,5 мм при напряжении на трубке 200 кВ; 9,0 мм при напряжении на трубке 260 кВ; 20,0 мм при использовании иридия-192; 22,0 при использовании цезия-137. Примечания: 1. При просвечивании необходимо использовать технические пленки. 2. Изображение на снимке более тонкого элемента должно иметь максимальную оптическую плотность. 3. При определении чувствительности контроля расчет необходимо вести по той толщине стенки, на которую установлены эталоны чувствительности. 5.49. Снимки, допущенные к расшифровке, должны удовлетворять следующим требованиям: длина каждого снимка должна обеспечивать перекрытие изображения смежных участков сварного соединения на величину не менее 20 мм, а его ширина - получение изображения сварного шва и прилегающих к нему околошовных зон шириной не менее 20 мм с каждой; на снимках не должно быть пятен, полос, загрязнений, следов электростатических разрядов и других повреждений эмульсионного слоя, затрудняющих их расшифровку; на снимках должны быть видны изображения эталонов чувствительности и маркировочных знаков, ограничительных меток, имитаторов и мерительных поясов, если они использовались; оптическая плотность изображений основного металла контролируемого участка должна быть не менее 2 е.о.п. При использовании высокочувствительных экранных радиографических пленок снимки должны иметь потемнение, находящееся в пределах 1-2 е.о.п. (на участках с изображением основного металла). Разность оптических плотностей изображений канавочного эталона чувствительности и основного металла в месте установки эталона должна быть не менее 0,3 е.о.п. Чувствительность снимков должна соответствовать требованиям п.5.44 настоящих ВСН. 5.50. Расшифровка и оценка качества сварных соединений по снимкам, на которых отсутствуют изображения эталонов чувствительности и имитаторов (если они используются), не допускается, если это специально не оговорено технической документацией. 5.51. Размеры дефектов при расшифровке снимков следует округлять до ближайших значений из ряда чисел: 0,2; 0,3; 0,4; 0,5; 0,6; 0.8; 1,0; 1,2; 1,5; 2,0; 2,5; 2,7; 3,0. При просвечивании "на эллипс" (см. рис. 4) размеры дефектов участка сварного соединения, расположенного со стороны источника излучения, перед их округлением должны быть умножены на коэффициент: где Примечание. При просвечивании по схемам, представленным на рис. 5, размеры изображений дефектов на коэффициент 5.52. Результаты расшифровки снимков с указанием их чувствительности и всех выявленных дефектов заносят в заключение установленной формы. Каждый дефект должен быть отмечен отдельно и иметь подробное описание в соответствии с критериями оценки качества сварных соединений, определяемыми требованиями п.5.90 настоящих ВСН, с указанием: символа условного обозначения типа дефекта; размера дефекта или суммарной длины цепочки и скопления пор или шлаков в миллиметрах (с указанием преобладающего размера дефекта в группе); количества однотипных дефектов на снимке; глубины дефектов в миллиметрах или процентах от толщины металла свариваемых элементов трубопровода. Допускается вместо записи глубины дефектов в миллиметрах или процентах указывать с помощью знаков >, = или < величину дефекта по отношению к максимально допустимой для данного сварного соединения. 5.53. Заключение по результатам контроля следует давать отдельно по каждому отрезку снимка длиной 300 мм (для рулонных снимков) и по каждому снимку (для форматных); после анализа всех отрезков или снимков составляют заключение о качестве сварного стыка в целом. В тех случаях, когда снимки имеют одинаковую чувствительность, а на изображении сварного шва отсутствуют дефекты, их можно группировать и записывать в заключении одной строкой. 5.54. При проведении радиографического контроля на строительстве трубопроводов во избежание поражения электрическим током и опасного воздействия на обслуживающий персонал ионизирующего излучения и вредных газов, образующихся в воздухе под действием излучения, необходимо строго соблюдать правила техники безопасности, установленные действующими нормативными документами. 5.55. В организациях, где проводятся работы с применением ионизирующего излучения, должен осуществляться систематический дозиметрический контроль, который обеспечивает соблюдение норм радиационной безопасности и получение информации о дозе облучения персонала. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 при
при  при
при 