курсовой проект по оборудованию. Задача ремонтной службы предприятия
 Скачать 1.48 Mb. Скачать 1.48 Mb.
|

|
СОДЕРЖАНИЕ Введение 4 1. Основная часть 5 1.1 Краткая характеристика предприятия 6 1.2 Устройство, работа, регулировка машины 9 1.3 Организация технического обслуживания и ремонта оборудования 11 1.4 Сдача оборудования в ремонт 12 1.5 Организация рабочего места слесаря-ремонтника 14 1.6 Технологический процесс ремонта машины 18 1.7 Приемка оборудования из ремонта 19 1.8 Расчет трудоемкости производственной программы рмц 20 1.9 Охрана труда при выполнении ремонтных работ 24 1.10 Мероприятия по охране окружающей среды. 27 Заключение 29 Список используемых источников 30 ВВЕДЕНИЕ Швейная промышленность является одной из крупных отраслей лёгкой промышленности, призванной удовлетворять возрастающие потребности людей в одежде. Главными задачами, стоящими перед швейной промышленностью, являются расширение ассортимента и улучшение качества одежды, обеспечение её конкурентоспособности, повышение эффективности производства. Задача ремонтной службы предприятия – обеспечение постоянной работоспособности оборудования и его модернизация, изготовление запасных частей, необходимых для ремонта. Швейное оборудование имеет первостепенное значение в производстве конкурентоспособных швейных изделий. Выбор швейного оборудования зависит от особенностей обрабатываемых изделий и материалов. Автоматизация производства приводит к расширению перечня используемого оборудования. Оборудование для швейных предприятий включает оборудование для разбраковки и промера ткани, столы для настилания, раскройное оборудование, швейные машины, автоматы и полуавтоматы. Большую роль для безостановочной работы предприятия играет хорошая ремонтно-восстановительная база. При оснащении предприятия всеми необходимыми запасными деталями, узлами уменьшится простой оборудования, а следовательно увеличится и производительность предприятия. Целью курсового проекта является: дать характеристику предприятия, на котором я проходил практику; разработать кинематическую схему машины «JACK JK F4h-7» производства Китай, описать ее устройство, принцип работы и регулировки; рассмотреть организацию технического обслуживания и ремонта оборудования, правил его сдачи в ремонт и приемки из ремонта; предложить организацию рабочего места слесаря-ремонтника швейного оборудования; раскрыть технологический процесс ремонта швейных машин и разработать схему разборки механизма челнока машины «JACK JK F4h-7»; произвести расчет трудоемкости производственной программы РМЦ в соответствии с заданием; разработать инструкцию по охране труда для слесаря-ремонтника РМЦ, а также мероприятия по охране окружающей среды для швейного оборудования. 1.1 Краткая характеристика предприятия Комбинат надомного труда в Барановичах ОО «БелОИ» был создан в 1989 году. Головное предприятие располагалось в Бресте. Для данного производства в 1992 году началась постройка внушительного по размерам здания. Но с распадом СССР планы изменились, и в 1994 году процесс возведения был заморожен. Снос объекта местные власти инициировали уже в 2013 году. А в 2016 году они расторгли инвестиционный договор с ОАО «Седат-Строй», с компанией, которая планировала взять в оборот незавершенное сооружение, но так и не выполнила свои обязательства. И в мае 2017 года начались работы по демонтажу недостроя. На его месте возвели первую в Барановичах жилую 16-этажку. На предприятии имеются следующее оборудование: LBH-761 «Джуки»,1179; «Минерва»,3116; 527,627 «Римольди»; AZ8003, AZ 8020, AZ8500 «Ямато»; 6515 «Текстима»; DDW-162«Джуки», DDL-555-4«Джуки»,487 G«Пфафф»; 483«Пфафф»; «KansaiUK 1014H-01M» Рабочий день на предприятии ОО «БелОИ» начинается в 8:00, а заканчивается в 16:30. Механики-наладчики работают в одну смену. За каждым механиком-наладчиком закреплен один цех. Механики-наладчики обслуживают все виды оборудования, находящиеся в цеху. На предприятии ОО «БелОИ» изготавливаются следующие изделия: рубашки, свитера, кофты, байки, толстовки, шорты, майки, футболки, нижнее бельё. Для предприятия ОО «БелОИ» характерна следующая структура предприятия: 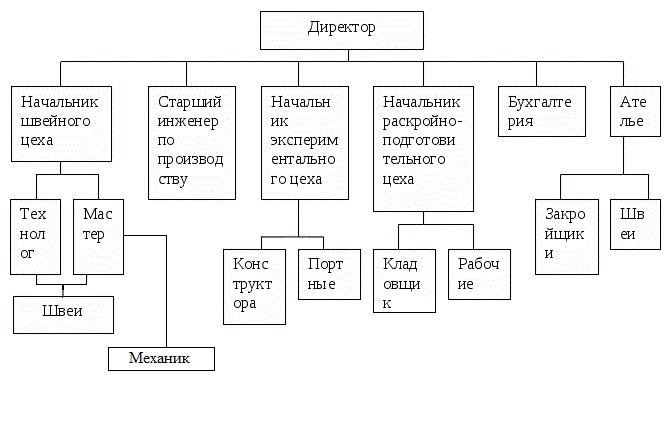 Рисунок 1 - Схема структуры предприятия 1.2 Устройство, работа, регулировка машины JACK JK-F4H-7 Одноигольная прямострочная машина челночного стежка и плоской платформой. Для средних и тяжелых материалов, длина стежка до 7 мм, подъем лапки 5-13 мм, максимальная скорость шитья 5000 об/мин, автоматическая система смазки. Встроенный в голову серводвигатель с блоком управления, с регулировкой скорости, с позиционером. LED подсветка. Экономия электроэнергии, низкий уровень вибрации и шума. Тип иглы DP × 5. Характеристики машины JACK JK-F4H-7: - Тип иглы DBx1 11-18# - Рекомендуемые иглы Groz-Beckert(Германия) - Кол-во ниток 2 - Длина стежка 5мм - Высота подъема лапки 5-13мм - Скорость шитья 3500 ст/мин  Пример заправки ниток приведён на рисунке 2: Пример заправки ниток приведён на рисунке 2:Рисунок 2 – Схема заправки ниток машины Jack JK F4h-7 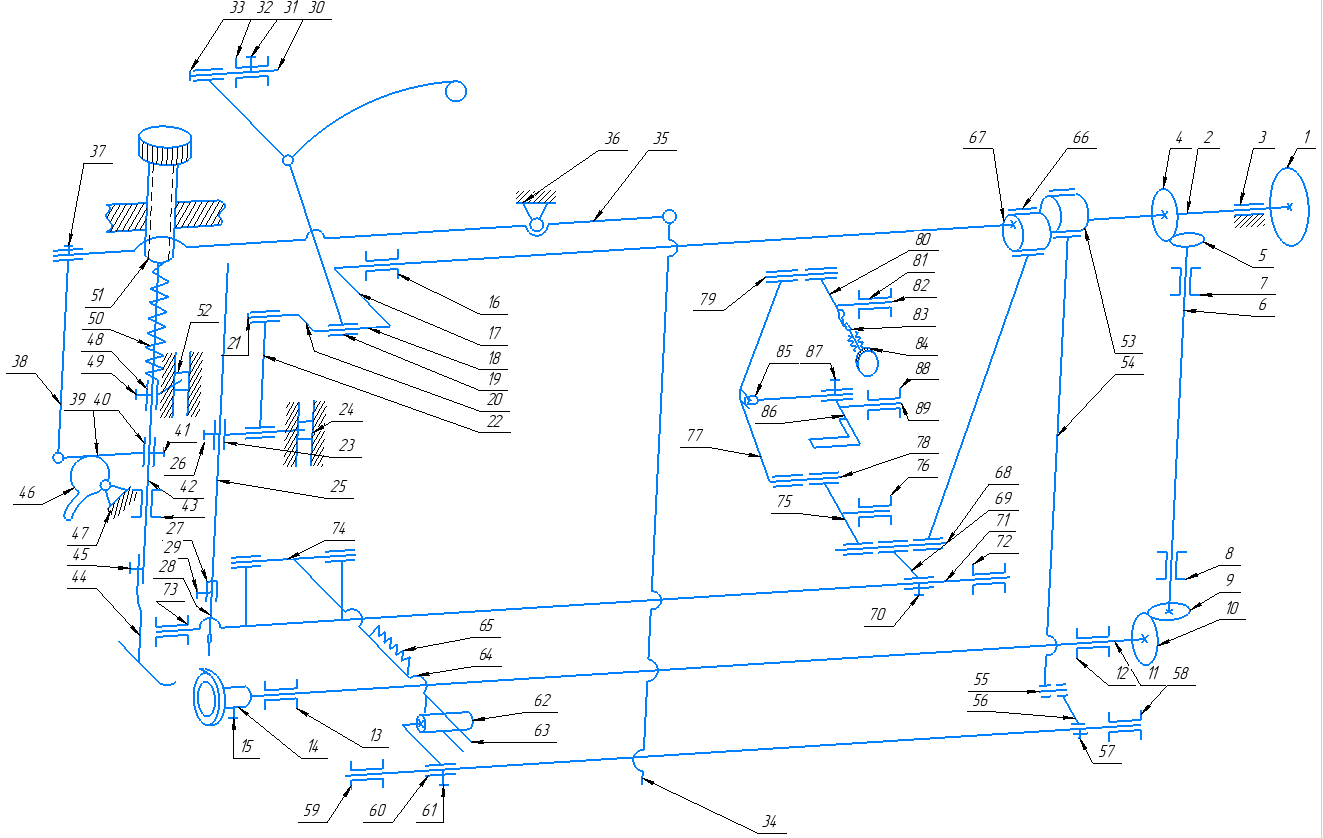 Рисунок 3 –Кинематическая схема машины Jack JK F4h-7 Рисунок 3 –Кинематическая схема машины Jack JK F4h-7Механизм иглы: Механизм иглы получает движение с привода машины, на главный вал 2 который движется во втулках 3 и 16. С главного вала движение передаётся на кривошип 17, после которого на шатун 22, установленный на пальце кривошипа винтом 21. Помимо шатуна на палец кривошипа установлен нитепритягиватель 19 и двигающийся на оси 30, установленной в корпусе винтом 31. От смещений нитепритягиватель зафиксирован винтом 33. С шатуна движение поступает на поводок 23, на обратный палец которого установлен ползун 24. В поводке установлен игловодитель 25 с помощью винта 26. На игловодителе установлен иглодержатель 27, в который устанавливается игла 28 и фиксируется винтом 29. Регулировки: Высота иглы регулируется после ослабление винта 26 поводка 23. Механизм челнока: Механизм челнока получает движение с зубчатого барабана 4, который установлен на главном валу 2. С помощью зубчатого барабана 4 движение поступает на коническое зубчатое колесо 5, установленное на валу 6, который движется во втулках 7 и 8. На обратном конце вала установлена зубчатая передача, состоящая из конических зубчатых колёс 9 и 10 и которые передают движение на челночный вал 11, движущийся во втулках 12 и 13. На обратном конце вала установлен челнок 14 с помощью винта 15. Регулировки: Подход челнока и расстояние до иглы регулируются после ослабления винта 15. Механизм перемещения: Механизм горизонтальных движений зубчатой рейки получает движение с эксцентрика 67, установленного на главном валу. С эксцентрика движение поступает на шатун 66, который обратным концом установлен в рычаге 75 посредством оси 68. Звено установлено на своей оси во втулке 76 и двигаясь отклоняет коромысло 69, установленное на валу 71 посредством винта 70. Вал движется во втулках 72 и 73. С вала движение через коромысло 74 поступает на рычаг 64, на котором установлена зубчатая рейка 65. Вертикальное движение рейки образуется путём движения эксцентрика 53 на главном валу. Эксцентрик двигает шатун 53, который обратным концом соединён с коромыслом 56 с помощью оси 55. Коромысло установлено на валу 60 винтом 57. Вал движется во втулках 58 и 59. С вала движение поступает на коромысло 60, установленное на валу винтом 61 и на котором установлен ролик 62. С ролика движение поступает на вилку 63, которая установлена на рычаге 64 и на котором установлена зубчатая рейка 65. Обратное движение зубчатой рейки образуется при нажатии на рычаг 86, двигающийся на оси 89 во втулке 88. Рычаг установлен на пальце ползуна 85 с помощью винта 87. Ползун 85 отклоняет рычаг 77, который установлен в рычаге 75 посредством оси 78. Рычаг 75 при отклонении изменяет положение коромысла 69, тем самым изменяя направление движения. Регулировки: Высоту зубчатой рейки регулируют после ослабления винта 61 коромысла 60. Положение рейки вдоль игольной пластины регулируется после ослабления винта 70 коромысла 69. Длина стежка изменяется при прокручивании колеса 84, которое упирается в рычаг 80, двигающийся на оси 82 во втулке 81. Рычаг 80 отклоняет рычаг 77, тем самым изменяя длину стежка. Механизм лапки: Подъём лапки происходит путём поворота эксцентрика 46, двигающегося на опоре 47. Эксцентрик поднимает палец 39 поводка 40, в котором установлен стержень 42 винтом 41. На стержне установлен поводок 48 винтом 49, на пальце поводка установлен сухарь 52, двигающийся в направляющей. Стержень движется во втулке 43 и на его конце установлена лапка 44 винтом 45. Подъём лапки коленоподъёмником происходит после нажатия на рычаг, после которого тяга 36 отклоняет рычаг 35, установленный на опоре 36. На обратном конце рычага установлена тяга 38 винтом 37. Тяга 38 установлена на пальце 39 поводка 40, тем самым поднимая лапку. Регулировки: Сила прижима лапки регулируется вкручиванием болта 51, который сжимает пружину 50. Пружина давит на поводок 48, установленный на стержне 42, тем самым прижимая лапку. Организация технического обслуживания и ремонта оборудования Система технического обслуживания и ремонта представляет собой комплекс организационно-технических мероприятий по техническому обслуживанию и ремонту оборудования с целью обеспечения устойчивой работы оборудования с минимальными затратами и потерями в производстве. Техническое обслуживание оборудования является одним из элементов производственного процесса, влияющим на производительность труда и качество выпускаемой продукции. В систему технического обслуживания и ремонта оборудования входят следующие виды работ: техническое обслуживание; средний ремонт; капитальный ремонт. Техническое обслуживание Техническое обслуживание (далее ТО) оборудования выполняется цеховыми слесарями-ремонтниками под руководством мастера пошивочного цеха на месте эксплуатации оборудования, а также рабочими, занятыми на конкретном виде оборудования, и предусматривает следующие основные виды работ: профилактический осмотр, контроль технологических режимов для установленных видов продукции; текущий ремонт, выполняемый для обеспечения или восстановления работоспособности оборудования, заключающийся в замене или восстановлении отдельных частей. Содержание мероприятий по ТО определяется для каждого класса оборудования в соответствии с инструкциями по эксплуатации оборудования. Ответственность за составление данных документов несет служба технического обслуживания. Для сложного оборудования службой технического обслуживания составляются «Карты технического обслуживания», где ответственными за техническое обслуживание лицами фиксируются все виды ТО. При необходимости замены деталей или узлов мастером по оборудованию цеха оформляется акт на ремонт оборудования. Средний ремонт выполняется с установленной периодичностью в сроки, предусмотренные графиком планово-предупредительного ремонта (ППР). Периодичность среднего ремонта – 2 раза в год. Средний ремонт производится слесарями-ремонтниками цеха на их рабочем месте или на рабочем месте швеи при наличии резервного оборудования. При среднем ремонте производятся все работы, выполняемые при техническом обслуживании, а также: разборка отдельных узлов машины, подверженных небольшому износу и загрязнению; промывка и протирка деталей разобранных узлов; ремонт отдельных узлов с заменой деталей, имеющих износ, превышающий допустимый по техническим условиям и нормам; проверка и промывка редуктора (при наличии); ремонт пневмосистем и смазочных устройств; сборка отремонтированных узлов машины; проверка крепления узлов и механизмов, регулировка и апробирование машины на ходу. Капитальный ремонт производится с установленной периодичностью в сроки, предусмотренные графиком ППР. Периодичность капитального ремонта 1 раз в 5 лет. Капитальный ремонт проводится слесарями-ремонтниками в ремонтно-механическом участке (РУ). При капитальном ремонте проводится: разборка оборудования; ревизия всех узлов и деталей с возможной заменой; работа по модернизации оборудования в объеме, определяемом планом; доведение размеров и посадок сопряженных деталей и узлов до размеров, установленных технической документацией; сборка; наладка; обновление внешнего вида; испытание и сдача оборудования в эксплуатацию. Контроль за техническим состоянием технологического оборудования: Главный инженер несёт ответственность за общую организацию и проведение мероприятий по системе технического обслуживания и ремонта технологического оборудования. Начальник РМЦ (Ремонтно Механический Цех) несёт ответственность за организацию технического обслуживания и ремонта технологического оборудования. Начальник ОМЭиО (Отдел механики, энергетики и оборудования) несёт ответственность за организацию работ по техническому обслуживанию электротехнического оборудования, пароводяных коммуникаций, приборов и средств автоматизации. Старший мастер РМЦ несёт ответственность за: своевременность и полноту работ по проведению технического обслуживания и ремонта в соответствии с графиком ремонта; своевременность предоставления заявок на запасные части и материалы, необходимые для проведения технического обслуживания. Цеховой персонал несёт ответственность за эксплуатацию оборудования в период от предварительной до окончательной приёмки оборудования из ремонта. Слесари-ремонтники цехов несут ответственность за качественное выполнение технического обслуживания и ремонта. Начальники цехов и участков несут ответственность за: эксплуатацию и нормальное состояние технологического оборудования, уход за ним в период между ремонтами; предоставление данных в ОМЭиО о перемещении технологического оборудования. Ведущий инженер-электроник ОМЭиО несёт ответственность за учёт и паспортизацию технологического оборудования. 1.4 Сдача оборудования в ремонт На средний и капитальный ремонт машину останавливают мастер РМЦ с разрешения начальника или мастера производственного цеха, в сроки установленные графиком. Для своевременной заготовки деталей для машины, за пять дней до ремонта составляется ведомость дефектов. Если машина ко времени очередного планового останова на ремонт находится в хорошем состоянии, то ремонт машины переносят на ближайший срок следующего очередного планового ремонта, начальник РМЦ вместе с начальником цеха составляют акт осмотра, который утверждается главным инженером. При составлении ведомости дефектов особое внимание уделяют тем дефектам, которые уменьшают производительность оборудования, ухудшают качество продукции. Снижают надежность и безопасность работы. При приеме машины в ремонт оценивают качество содержания оборудования в эксплуатации. Содержание считается хорошим, если сдаваемая машина неразукомплектована, отрегулирована и находится в чистом состоянии. Содержание считается неудовлетворительным, если в машине обнаружены: поломанные или преждевременно изношенные из-за плохой смазки детали, разукомплектованные узлы и механизмы, неисправные ограждения или приспособления, которые делают работу на машине опасной. Для оценки содержания машины в эксплуатации на предприятии применяют бальную систему, сущность которой заключается в следующем. Каждому дефекту машины, возникающему из-за плохой эксплуатации, присваивают соответствующий балл, например от одного до пяти; чем серьезней дефект, тем выше балл. Дефекты, возникающие в результате естественного износа при нормальной эксплуатации, баллами не оцениваются. Если ответственные органы машины загрязнены, смазочные отверстия не очищены, не смазаны, то независимо от других дефектов дается оценка «плохо». Пользуясь этой шкалой применительно к любому классу машин, устанавливают подробные по дефектные и по детальные оценки в баллах. Перечень дефектов с соответствующими оценками вноситься в ведомость дефектов. Оценку качества эксплуатации и состоянии машины, поступающей в ремонт. Дают по сумме балов: чем больше баллов, тем ниже оценка. Существует три оценки: отличная, хорошая и плохая. Для швейного оборудования: отлично - до 10 баллов, хорошо - до 20 баллов, плохо - более 20 баллов. 1.5 Организация рабочего места слесаря-ремонтника Организация рабочего места слесаря-ремонтника обеспечивает удобство и безопасность работ, связанных с ремонтом машин и механизмов, и для окружающих рабочих мест, связанных с выпуском продукции, помогает соблюдению технологической дисциплины, повышает производительность, снижает утомляемость и обеспечивает снижение стоимости ремонта. Рабочим местом является зона, на которой располагается верстак и все вспомогательное оборудование и приспособления, используемые при ремонте. Р  азличают постоянные рабочие места (в ремонтной мастерской или на обслуживаемом производственном участке) и временные – возле ремонтируемого станка, машины и т.п. Временные рабочие места разделяют на временные возле станка, находящегося в плановом (длительном) ремонте, и кратковременные у механизма, находящегося в текущем обслуживании. В зависимости от этого при организации рабочих мест используются различные средства, приспособления и предъявляются несколько различные требования. Рисунок 4 – Рабочее место слесаря Постоянное рабочее место слесаря-ремонтника должно иметь достаточные размеры для удобного размещения оборудования, приспособлений и инструментов. Временное рабочее место слесаря-ремонтника организуется у ремонтируемого станка, машины и т.п. (на рабочем месте оператора). Поэтому технологическая оснастка, которая может препятствовать ремонту или может быть повреждена, должна быть снята со станка и убрана для сохранности. Рядом со станком необходимо освободить зону для организации рабочего места слесаря, включая подходы и, при необходимости, подъезды. Временное рабочее место оснащается передвижными (на колесиках) верстаком, стеллажом и другими необходимыми для разборки и ремонта станка средствами. Как правило, временное рабочее место должно быть отделено от окружающей территории передвижными защитными устройствами. По окончании ремонтных работ для проверки работы станка все приспособления, технологическая оснастка, инструменты и принадлежности оператора должны быть установлены на прежние места. Кратковременное рабочее место слесаря-ремонтника организуется на период текущего обслуживания станка на рабочем месте оператора. В этом случае убираются только те приспособления, инструмент и технологическая оснастка и оргоснастка оператора, которые мешают при работе слесаря. В качестве оргоснастки для работы слесаря-ремонтника используется переносный ящик с инструментом. Ящик не должен быть тяжелым и громоздким, и в нем размещается инструмент первой необходимости. Очень часто для этих целей используются ящики с откидными крышками или выдвижными полками, что позволяет более удобно разместить инструмент. Во всех случаях рабочая зона станка должна быть доступной для работы слесаря-ремонтника. |