Диплом. ДП Макарычев. Заданием для дипломного проектирования является разработка программы контроля партии деталей Стакан
 Скачать 0.58 Mb. Скачать 0.58 Mb.
|

1. ГОСТ 17-70 Станки токарно-револьверные. Нормы точности (с Изменением N 1).Настоящий стандарт распространяется на прутковые и патронные токарно-револьверные станки классов точности Н и П с вертикальной, горизонтальной и наклонной осями вращения револьверной головки и устанавливает дополнительные требования к общим условиям испытания станков на точность по ГОСТ 8-82 и жесткость по ГОСТ 7035-75. 2. (Действующий) ГОСТ 25-90. Станки внутришлифовальные. Основные параметры и размеры. Нормы точности. Настоящий стандарт распространяется на внутришлифовальные станки общего назначения, в том числе на станки с ЧПУ, с горизонтальной осью шпинделя бабки изделия, с наибольшим диаметром шлифуемого отверстия до 1000 мм (с наибольшим диаметром устанавливаемой заготовки до 1600 мм), классов точности П, В и А, изготовляемые для нужд народного хозяйства и экспорта. 3. ГОСТ 370-93 Станки вертикально-сверлильные. Основные размеры. Нормы точности и жесткости.Настоящий стандарт распространяется на универсальные одно-шпиндельные и многошпиндельные (рядные) вертикально-сверлильные станки классов точности Н и П, в том числе на станки с программным управлением, изготовляемые для нужд народного хозяйства и экспорта.4. ГОСТ 11654-90 (СТ СЭВ 5940-87) Станки кругло-шлифовальные. Основные параметры и размеры. Нормы точности (с Поправкой) Настоящий стандарт распространяется на кругло-шлифовальные станки общего назначения, различной степени автоматизации, в том числе с ЧПУ, с горизонтальной осью шпинделя, с поворотными и неповоротными бабками, для продольного и (или) врезного шлифования, с креплением заготовки в центрах и (или) в патроне классов точности П, В, А и С, с наибольшим диаметром устанавливаемой заготовки до 800 мм, с наибольшей длиной устанавливаемой заготовки до 8000 мм. Настоящий стандарт не распространяется на специализированные и специальные кругло-шлифовальные станки. 2 ПРАКТИЧЕСКАЯ ЧАСТЬ 2.1 Планирование последовательности проведения контроля и оценки соответствия готовой продукции требованиям нормативной документации При планировании выпуска партии деталей необходимо определить потребность в средствах измерения, для этого выбрать обозначения назначенных средств измерения по соответствующим стандартам (для идентификации и закупки) и определить необходимость разработки некоторых средств контроля. Деталь «Стакан», при мелкосерийном типе производства контролируется следующими средствами измерения (таблица 5). Таблица заполнена для каждого этапа производства согласно технологическому процессу изготовления детали «Стакан». Таблица 5- Выбор средств измерения Таблица 3- Выбор средств и методов контроля
Каждое из применяемых средств измерения должно проходить периодическую поверку в аккредитованных поверочных лабораториях по своей методике. Например, для штангенциркулей: ГОСТ 166-89 (СТ СЭВ 704-77 - СТ СЭВ 707-77; СТ СЭВ 1309-78, ИСО 3599-76) Штангенциркули. Технические условия ГОСТ 8.113-85 ГСИ. Штангенциркули. Методика поверки Количество деталей изготавливаемых в месяц определяют по формуле 1: n =  (1) (1)где N - объем годового выпуска деталей, шт.; Sn - количество запусков в год. При годовом выпуске 1800 шт. и работе 12 месяцев количество заготовок в партии, запускаемой в производство: n=  Согласно таблице 6 методических рекомендаций по выполнению дипломного проекта - объем контролируемых деталей в месяц составляет сколько штук, это число указываем в операционной карте контроля. [18]. Описать, как определяли и заполняли все графы операционной карты контроля, сделать ссылку на приложение с ОК. 2.2 Планирование последовательности, сроков проведения оценки технического состояния технологического оборудования Вертикальный сверлильный станок 2С125 предназначен для выполнения следующих видов работ: сверления, рассверливания, зенкерования, зенкования, развертывания и раста-чивания отверстий. Общий вид Вертикального-сверлильного станка 2С125 представлен на рисунке 1 Рисунок 1 – Общий вид станка.  В процессе эксплуатации первоначальная, регулировка может быть нарушена, поэтому возникает необходимость в регулировке отдельных узлов и элементов с целью восстановления их нормальной работы. До разборки станка следует ознакомиться с его устройством, назначением и способом крепления узлов и деталей. При разборке и сборке крупных узлов (свыше 20 кг) необходимо пользоваться подъемными механизмами. Перед снятием узлов со станка необходимо отсоединить электропроводку. Зазор между направляющими втулками сверлильной головки и пинолью шпиндельного узла должен быть не более 0,01 мм. При монтаже должны выполняться все требования ГОСТ 7599-88Е, раздел 4. Типовые ремонтные работы, выполняемые при плановых ремонтах 13.3.1. Осмотр Наружный осмотр производится для выявления дефектов станка в целом и по узлам без его разборки. Осмотр перед капитальным ремонтом При осмотрах перед другими видами ремонтов выявляются детали, требующие восстановления или замены. Эскизируются или заказываются чертежи изношенных деталей из узлов, подвергающихся разборке. Показатели точности и шероховатости станка по техническим характеристикам равны: сверление 6.3; развертывание 1.60. Класс точности станков модели 2С125, 2С125-04 — Н по ГОСТ 8—82Е. Технические характеристики станка 2С125. 1.Размеры рабочей поверхности стола (длина х ширина): 420 х300мм. 2. Размер внутреннего конуса шпинделя по ГОСТ 25557-82: Морзе 3 3. максимальные размеры обрабатываемой заготовки на столе: 500мм. 3.1 максимальные размеры заготовки на плите: 900мм. 4. длина 800мм. ширина 500мм. Высота 2050мм. Мощность электродвигателей 1,5кВт Размеры рабочей поверхности плиты мм 320 х 320 Наибольшее перемещение шпиндельной головки мм 400 Назначаем мероприятия по оценке точности станка по ГОСТ 370-93 СТАНКИ ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЕ Основные размеры. Нормы точности и жесткости. Таблица 8 – Параметры, показатели и критерии оценки станка
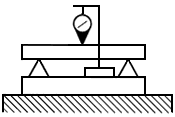 Рисунок 3- Если СИ по результатам поверки, проведенной аккредитованными юридическими лицами или индивидуальными предпринимателями, признано ими непригодным к применению, выписывается извещение о непригодности к применению. В случае утраты оформленного по результатам поверки свидетельства о поверке по заявлению владельца СИ ему выдается дубликат свидетельства о поверке. Дубликат свидетельства о поверке оформляется по форме, приведенной в приложениях 1 или 1а к настоящему Порядку, в одном экземпляре с пометкой "Дубликат" (указывается в верхнем правом углу). Дата поверки и дата срока действия свидетельства о поверке на дубликате должны соответствовать дате проведенной поверки и дате срока действия свидетельства о поверке относительно даты поверки. Дубликат свидетельства о поверке оформляется только аккредитованным юридическим лицом или индивидуальным предпринимателем, выдавшим свидетельство о поверке. Дубликат свидетельства о поверке заверяется подписью руководителя структурного подразделения аккредитованного юридического лица или индивидуального предпринимателя, его оформившего. На дубликат свидетельства о поверке наносится действующий на момент его оформления знак поверки и указывается дата его оформления. Дубликат свидетельства о поверке оформляется только на основании сведений о результатах поверки, переданных в Федеральный информационный фонд по обеспечению единства измерений. Приложения: разработать и заполнить форму по результатам оценки /поверки /испытания. 2.3 Разработка средства контроля Специальными называются средства измерения, предназначенные для измерения специфичных элементов у деталей определенной геометрической формы или для измерения определенного параметра деталей вне зависимости от их геометрической формы . К специальным СК деталей определенной геометрической формы относятся калибры, приборы для измерения углов, для измерения элементов резьбы, для измерения элементов зубчатых колес, средства механизации и автоматизации контроля. К специальным средствам измерения значений специальных параметров относятся приборы для измерения шероховатости поверхности, для измерения отклонений формы и расположения поверхностей. Для выполнения операций ТК широко используют калибры – тела или устройства, предназначенные для проверки соответствия размеров изделий или их конфигурации установленным допускам. К калибрам относят гладкие предельные калибры (пробки и скобы), резьбовые калибры, шаблоны и др. Преимуществами калибра являются экономичность и высокая производительность контроля изделий при массовом и серийном производстве. Гладкие калибры для валов: ПР – проходной калибр-скоба (контролирует годность наибольшего предельного размера вала); НЕ – непроходной калибр-скоба (контролирует годность наименьшего предельного размера вала). Эти калибры, как уже говорилось, называются рабочими. Далее перечислены калибры для контроля рабочих калибров: К-ПР – контрольный проходной калибр-пробка для нового гладкого проходного калибра-скобы (должен проходить в калибр-скобу ПР); К-НЕ – контрольный проходной калибр-пробка для нового гладкого непроходного калибра-скобы (должен проходить в калибр-скобу НЕ); К-И – контрольный калибр-пробка для контроля износа гладкого проходного калибра-скобы (не должен входить в рабочий калибр-скобу). Величина износа нормируется государственными стандартами. Гладкие калибры для отверстий: ПР – проходной калибр-пробка (контролирует годность наибольшего предельного размера отверстия); НЕ – непроходной калибр-пробка (контролирует годность наименьшего предельного размера отверстия). Виды гладких калибров для цилиндрических валов и отверстий устанавливает ГОСТ 24851–81, для контроля отверстий применяют предельные калибры-пробки различных конструкций по ГОСТ 14807–69 – ГОСТ 14827–69; для контроля валов – предельные калибры-скобы по ГОСТ 18358–93 – ГОСТ 18369–93. Листовые скобы и пробки, оснащенные твердым сплавом, выполняют по ГОСТ 16775–93 – ГОСТ 16780–71. Виды гладких калибров для цилиндрических валов и отверстий устанавливает ГОСТ 24851–81, для контроля отверстий применяют предельные калибры-пробки различных конструкций по ГОСТ 14807–69 – ГОСТ 14827–69; для контроля валов – предельные калибры-скобы по ГОСТ 18358–93 – ГОСТ 18369–93. Листовые скобы и пробки, оснащенные твердым сплавом, выполняют по ГОСТ 16775–93 – ГОСТ 16780–71 В зависимости от типа производства применяют: в единичном – универсальные СК, в серийном – универсальные и специальные СК, в массовом – преимущественно специальные СК. Применение специальных СК целесообразно при отсутствии стандартизованных и универсальных СК и в случаях, если использование специальных средств оправдано экономически, а также из-за преимуществ в точности, надежности и производительности. Разрабатываем калибр для контроля глубины 19 , это глубина отверстия диаметра 24H7 мм. (рисунок 1) Разработку ведём по ГОСТ 2534-77. 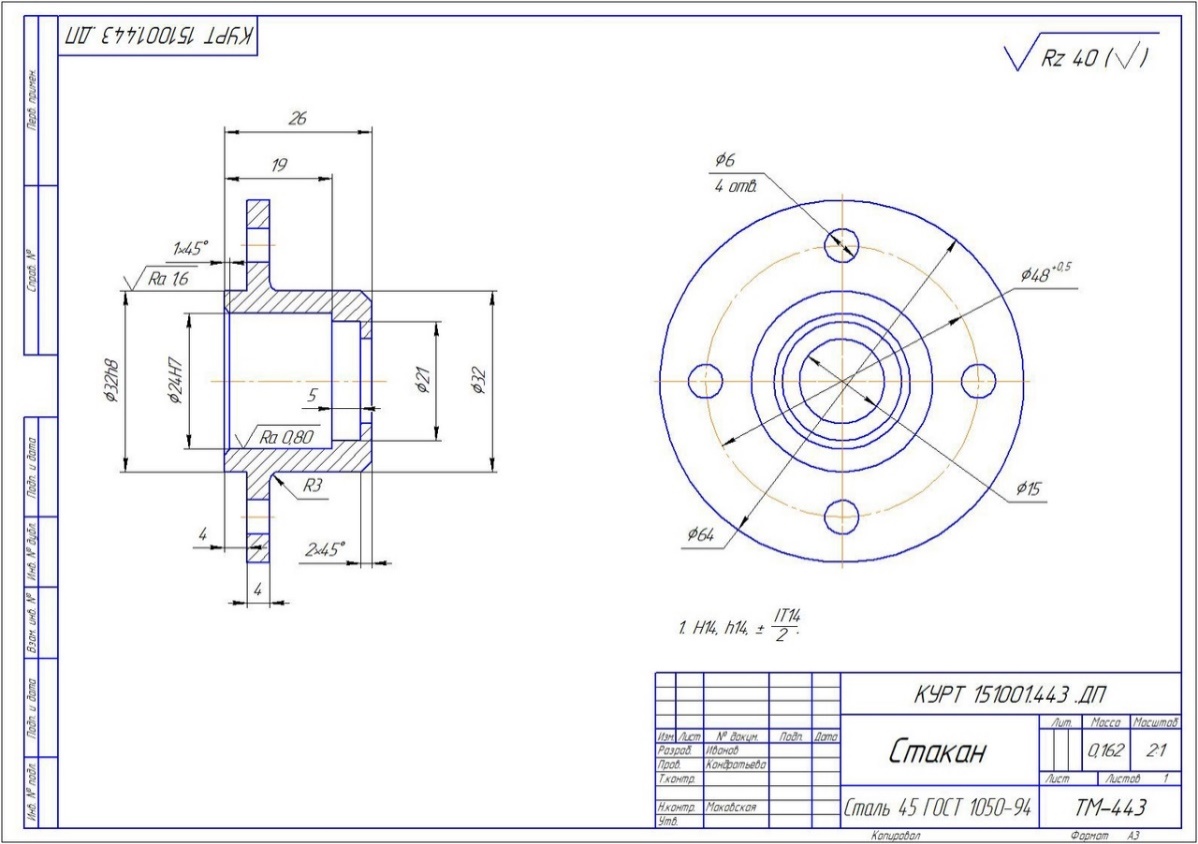 Рисунок 1-Контролируемый параметр 1.Применяем тип калибра, чертёж 3. Схема измерения 1.(рисунок 2) 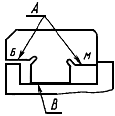 Рисунок 2-Схема измерения Обозначения на рисунке: - А измерительные плоскости; - В направляющие плоскости. 2.Предельные отклонения и допуски на изготовлении принимаем по таблице 4 (схема 1) (квалитет 19JS14). 3. Отклонение размеров изделия 19JS14: Верхние + 0,26 мм, Нижние - 0.26 мм. (определяем по таблице ГОСТ 25347-2013) Наибольший предельный размер изделия (Б) 19+0,26=19.26 мм Наименьший предельный размер изделия (М) 19-0.26=18.74 мм Предельное отклонение стороны Б Нового калибра Верхнее: 0 Нижнее: -0,021 Изношенного калибра: -0,046 Предельные отклонения стороны М. мкм Нового калибра Верхнее: +0,046 Нижнее: +0,025 Изношенного калибра: 0 Б наибольшее =19,26+0 =19,26 мм. Б наименьшее = 19,26-0,021=19,239 мм. Наибольший размер изношенной стороны Б при полном износе. 19.26-0,046 = 19.214 мм М наибольшее = 18.74+0,046 = 18.786 мм. М наименьшее = 18.74+0,025 = 18.765 мм Изношенного калибра 18.74+0=18,74 мм Допуск изготовления: 0,021 мм Не указанные предельные отклонения: H14;h14; IT14/2 2.Маркировать 19JS14 3. Размер сторон при полном износе Max: М=18.74, Б= 19.214 мм 4. Размеры сторон калибров должны проверятся измерительными приборами в процессе эксплуатации. Глубины и высоты уступов с размерами 1 - 500 мм и допусками 11-17 квалитетов контролируют предельными калибрами, предельные отклонения которых предусмотрены по ГОСТ 25344 - 77. Калибры предельные для глубин и высот уступов конструктивно представляют собой ступенчатые пластины различной формой. Сторону рабочего калибра для наибольшего предельного размера обозначают буквой Б, сторону наименьшего предельного размера - буквой М. - Проходная сторона калибра должна входить в отверстие только под действием собственного веса. - Запрещено применять силу при измерении деталей. -Перед проверкой деталь необходимо очистить от грязи и следов обработки. -В ходе проверки нельзя вращать калибр относительно детали. Проводить проверку можно только при комнатной температуре. -Необходимо соблюдать периодичность проверок и заносить результаты в документы. -Каждый калибр должен храниться надлежащим образом (не соприкасаться с другими деталями и инструментами и не подвергаться внешним воздействиям). Процесс измерения разработанным калибром. Калибр накладывается внутренней поверхностью на торец детали со стороны резьбовой поверхности, а стороны «Б» и «М» направлены к бурту детали диаметром 53 мм. При наложении калибра на контролируемую поверхность сторона с маркировкой «Б» не должна проходить, а между стороной «М» и торцом шейки со стороны резьбовой поверхности должен оставаться небольшой зазор, либо отсутствие зазора (рисунок 2). В этом случае размер считается выполненным в рамках требуемых допусков Чертёж разработанного калибра в приложении Б. 2.4 Обеспечение процесса оценки необходимыми ресурсами в соответствии с выбранными методами и способами проведения оценки. Статистическое наблюдение является планомерным, организованным и в большинстве случаев систематическим сбором информации, направленным, главным образом, на явления социальной жизни. Реализуется данный метод через регистрацию предварительно определенных наиболее ярких признаков, цель которой состоит в последующем получении характеристик изучаемых явлений. Статистическое наблюдение должно выполняться с учетом некоторых важных требований: Оно должно полностью охватывать изучаемые явления; Получаемые данные должны быть точными и достоверными; Получаемые данные должны быть однообразными и легко сопоставимыми. Также статистическое наблюдение может иметь две формы: Отчетность – это такая форма статистического наблюдения, где информация поступает в конкретные статистические подразделения организаций, учреждений или предприятий. В этом случае данные вносятся в специальные отчеты. Специально организованное наблюдение – наблюдение, которое организуется с определенной целью, чтобы получить сведения, которых не имеется в отчетах, или же для уточнения и установления достоверности информации отчетов. К этой форме относятся опросы (например, опросы мнений людей), перепись населения и т.п. Кроме того, статистическое наблюдение может быть категорировано на основе двух признаков: либо на основе характера регистрации данных, либо на основе охвата единиц наблюдения. К первой категории относятся опросы, документирование и прямое наблюдение, а ко второй – наблюдение сплошное и не сплошное, т.е. выборочное. Для получения данных при помощи статистического наблюдения можно применять такие способы как анкетирование, корреспондентская деятельность, само исчисление (когда наблюдаемые, например, сами заполняют соответствующие документы), экспедиции и составление отчетов. |