|
|
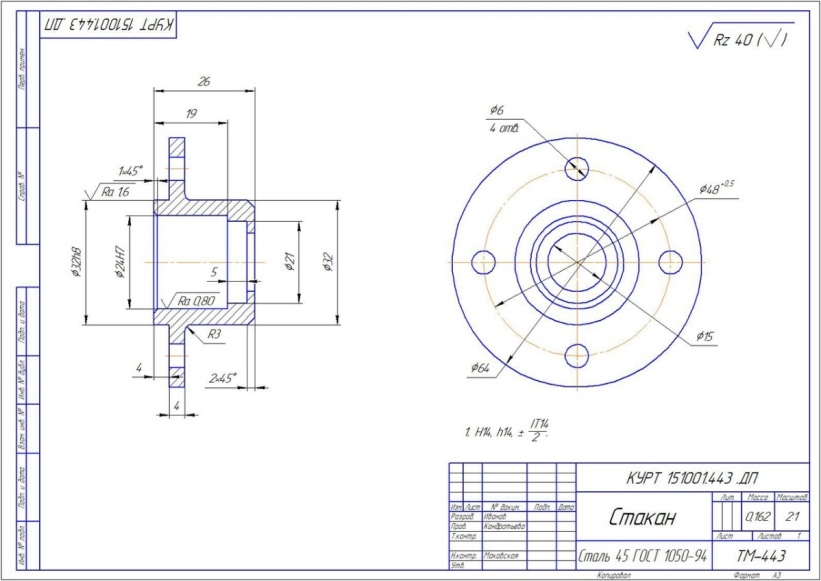
Диплом. ДП Макарычев. Заданием для дипломного проектирования является разработка программы контроля партии деталей Стакан
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
Законодательные акты (Федеральные законы)
Государственные стандарты, технические регламенты
все стандарты на СИ, которые назначили, на поверку, нормы точности станка и пр
Методические указания
17. Методические рекомендации по выполнению курсового проекта по МДК.01.01 / Е. В. Шиллинг., 2020. -63 с.
18. Методические рекомендации по выполнению дипломного проекта / Е. В. Шиллинг., 2021. -63 с.
19. Методические требования для написания и защиты курсовых и ди-пломных работ (проектов) / КУРТ., 2019.-31 c.
Государственные стандарты
ГОСТ 17763-72 Кольца Резьбовые С Полным Профилем Резьбы
Диаметром от 1 до 100 мм Конструкция и основные размеры
ГОСТ 15.005-86 Межгосударственный Стандарт Система Разработки И Постановки Продукции На Производство
Создание Изделий Единичного И Мелкосерийного Производства, Собираемых На Месте Эксплуатации
Гост 6507-90 Межгосударственный Стандарт Микрометры
Гост 162-90 Группа П53 Государственный Стандарт Союза СССР Штангенглубиномеры
Государственная Система Обеспечения Единства Измерений Штангенглубиномеры Методика Поверки Ми 2196-92
Гост 164-90 Межгосударственный Стандарт Штангенрейсмасы
Гост Р 8.677-2009 Национальный Стандарт Российской Федерации Государственная Система Обеспечения Единства Измерений Калибры Резьбовые Цилиндрические Методика Поверки
Гост 7661-67 Межгосударственный Стандарт Глубиномеры Индикаторные Технические Условия
Интернет-ресурсы
Система качества https://studopedia.ru/21_35692_chto-takoe-sistema-kachestva.html
Статистические методы https://studopedia.ru/19_6292_statisticheskie-metodi.html
Статистические методы контроль качества https://studref.com/703577/menedzhment/statisticheskie_metody_kontrolya_kachestva
Методы анализа https://4brain.ru/blog/методы-статистического-анализа/
Статистика https://einsteins.ru/subjects/statistika/teoriya-statistika/ponyatie-o-statistike
Общая характеристика детали Служебное назначение деталиhttps://studwood.net/1788669/tovarovedenie/obschaya_harakteristika_detali
Глубиномер микрометрический
https://stankiexpert.ru/tehnologicheskaya-osnastka/instrument/glubinomer-mikrometricheskijj.html#Устройство_и_принцип_работы
МЕТОД ГИСТОГРАММ https://elar.urfu.ru/bitstream/10995/36132/1/solonin_2_2014.pdf#:
:text=Метод%20гистограмм%20–%20это%20метод,задан-ных%20требований%20в%20области%20качеств
Углеродистая качественная сталь марки 45https://spb-stal.ru/stati/uglerodistaya-kachestvennaya-stal-marki-45/
Типы производства: единичное, серийное, массовое
https://tehpis.ru/info/articles/tipy-proizvodstva-edinichnoe-seriinoe-massovoe/
https://orgstanki.ru/vertikalno-sverlilnyj-stanok-2s125-i-ego-modifikacii.html
http://stanki-katalog.ru/sprav_2s125.htm
http://kniga.lib-i.ru/26tehnicheskie/597807-1-stanok-vertikalno-sverlilniy-modeli-2s125-04-rukovodstvo-ekspluatacii-chast-2s125-0400000re-rukovodstvo-ekspluataci.php
http://stanki-katalog.ru/sprav_2s125.htm
https://elar.rsvpu.ru/bitstream/123456789/25985/1/978-5-8050-0657-0_2018
https://docs.cntd.ru/document/1200108842
https://docs.cntd.ru/document/1200020107
ГОСТ 22267-76 (разд.4, методы 3 или 6)
ГОСТ 22267, разд.4, метод 3 (рисунки 2 и 3).
ПРИЛОЖЕНИЕ А
Чертёж детали
ПРИЛОЖЕНИЕ Б
Технологический процесс изготовления детали “Стакан”
№
|
Наименование и содержание операции
|
Оборудование
|
005
|
Заготовительная
По технологии штампового производства.
|
ГКМ
|
010
|
Транспортная
|
Электрокар
|
015
|
Токарно-револьверная
1. Установить и закрепить заготовку.
2.Точить торец, выдерживая размер 26,8-0,21 мм.
3. Точить Ø 32-0,25 мм с подрезкой торца.
4. Точить радиусную поверхность R3.
4. Точить фаску 2×45° и зенкеровать отверстие Ø 15+0,18 мм одновременно.
5. Контроль.
|
Токарно-револьверный станок HRD-42PF
|
020
|
Токарно-револьверная
1. Установить и закрепить заготовку.
2. Точить торец, выдерживая размер 26-0,21 мм
3. Точить Ø 37,9-0,25 с подрезкой торца, выдерживая размер 4-0,12 мм.
4. Точить Ø 64-0,3 на проход и растачивать отверстие Ø 18,7+0,21, выдерживая размер 19-0,21 мм одновременно.
5. Точить Ø 35,7-0,1 , выдерживая размер 4-0,12 мм и растачивать отверстие Ø 20,7+0,084, выдерживая размер 19-0,21 мм одновременно.
6. Точить Ø 33,5-0,062 , выдерживая размер 4-0,12 мм и растачивать отверстие Ø 22,2+0,052, выдерживая размер 19-0,21 мм одновременно.
7. Точить фаску 1×45° и растачивать отверстие Ø 21+0,21, выдерживая размер 5-0,12 мм одновременно.
8. Контроль.
|
Токарно-револьверный станок HRD-42PF
|
025
|
Вертикально-сверлильная.
1. Установить и закрепить заготовку.
2. Сверлить 4 отверстия Ø 6+0,12 мм.
3. Контроль.
|
Вертикально-сверлильный станок 2С125
|
030
|
Круглошлифовальная
1. Установить и закрепить заготовку.
2. Шлифовать Ø 32-0,039 мм.
3. Контроль.
|
Круглошлифо-
вальный
станок 3У12РА
|
035
|
Внутришлифовальная
1. Установить и закрепить заготовку.
2. Шлифовать отверстие Ø 24+0,033 мм, предварительно.
3. Контроль.
|
Внутришлифо-
вальный станок 3К228
|
040
|
Внутришлифовальная
1. Установить и закрепить заготовку.
2. Шлифовать отверстие Ø 24+0,021 мм.
3. Контроль.
|
Внутришлифо-
вальный станок 3К228
|
045
|
Промывка
|
Механизированная ванна
|
050
|
Транспортная
|
Электрокар
|
055
|
Контрольная
|
Контрольный стол
|
ПРИЛОЖЕНИЕ Г
Чертёж калибра
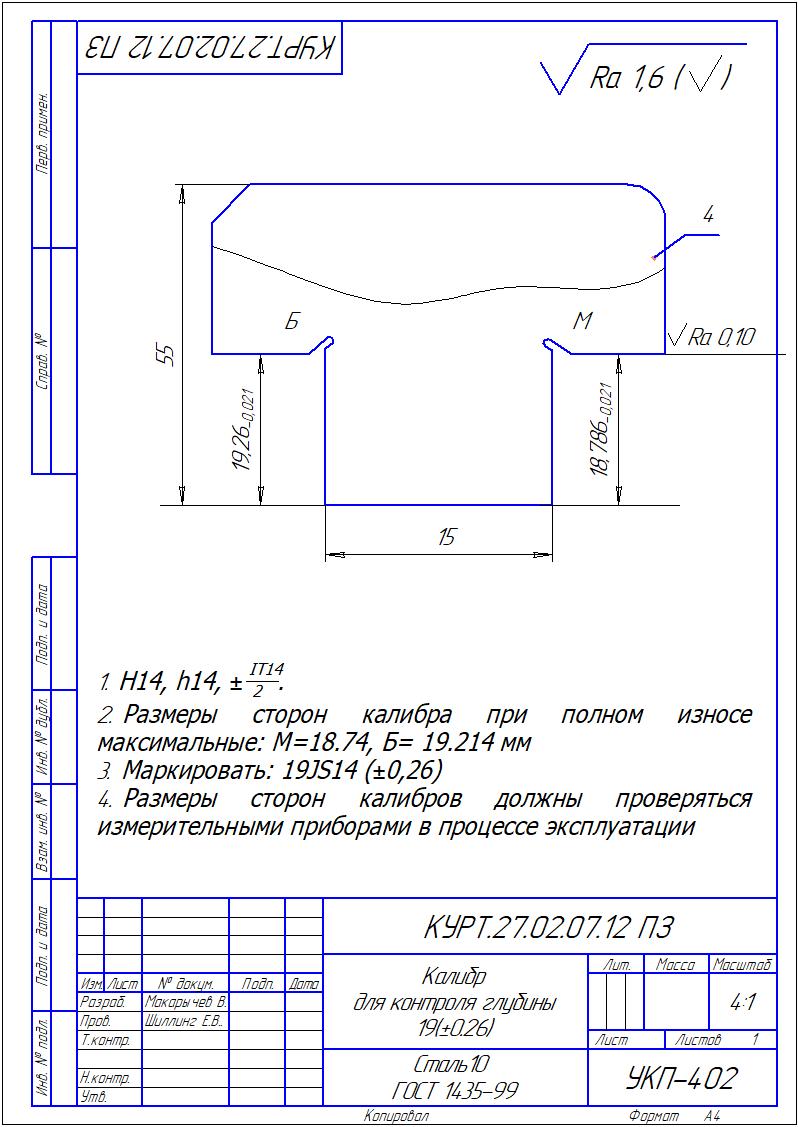
ПРИЛОЖЕНИЕ Д
ПРИЛОЖЕНИЕ Е
Контрольный лист дефектов
Наименование детали «стакан» Дата: 27.03.2022 – 23.05.2022.
Производственная операция: 025 Вертикально-сверлильная
Станок: Вертикально-сверлильный станок 2С125
Контролируемый размер: Ø 6+0,12
ФИО рабочего: Теребенин Вячеслав Яковлевич
Тип дефекта
|
Результат контроля
|
Итого
|
Размер
|
|
|
Размер
|
|
|
Ra не
|
|
|
Риски
|
|
|
Царапины
|
|
|
|
|
|
 Скачать 0.58 Mb.
Скачать 0.58 Mb.