Загальні основи конструювання трикотажних виробів. Загальні основи конструювання трикотажних виробів Особливості процесу конструювання
 Скачать 0.58 Mb. Скачать 0.58 Mb.
|

|
Загальні основи конструювання трикотажних виробів Особливості процесу конструювання При проведенні циклу робіт зі створення будь-яких моделей одягу потрібно в обов'язковому порядку брати до уваги основні властивості матеріалів, з яких вони виготовлені. Якщо цього не робити і до всіх однотипних виробів з різних матеріалів підходити з однаковою методикою проектування, то це призведе до суттєвих недоліків якості самого виробу. Наприклад, якщо проектувати за однаковими алгоритмами і розрахунковими формулами абсолютно однакові за конструкцією і типорозмірами жіночі жакети з тканини та трикотажу, то зовнішній вигляд цих виробів і посадка їх на фігурі будуть суттєво відрізнятись. У більшості випадків вироби з трикотажу за таких умов будуть мати на фігурі гірший вигляд. Це можна пояснити тим, що історично всі методики проектування одягу були орієнтовані на застосування тканин. При такому підході навіть часто не повідомляють, для яких матеріалів складено ці методики, тим більше, що підприємства швейної промисловості практично пошиттям трикотажних виробів не займаються, залишаючи цю роботу підприємствам трикотажної галузі. У свою чергу, трикотажна промисловість нагромадила великий досвід конструювання виробів з урахуванням специфічних особливостей трикотажних матеріалів. Розглянемо основні з них. Закручування трикотажу Більшість трикотажних полотен, які використовують для виготовлення різноманітних виробів, мають негативну схильність до закручування по петельному ряду чи петельному стовпчику, а іноді - у двох цих напрямках одночасно. Причиною цього є пружність ниток і самої петельної трикотажної структури. Нитки в процесі свого пров'язування у петлі багаторазово контактують з елементами в'язальної гарнітури і накопичують в полотні після знімання його з машини певну кількість потенційної енергії. Ця енергія переходить частково у кінетичну, що супроводжується перетяжкою нитки в петлях петельної структури і при певних умовах закручуванням трикотажного полотна. В полотні ці явища продовжуються до тих пір, доки сума внутрішніх сил пружності в трикотажі урівноважиться сумою внутрішніх сил тертя між нитками петельної структури. Величина закручування трикотажного полотна, в основному, залежить від виду сировини, модуля пружності, лінійної густини нитки, виду трикотажного переплетення і густини трикотажу по горизонталі і вертикалі. З практики відомо, що найбільше закручуються найпростіші, і водночас, найбільш використовувані одинарні трикотажні переплетення, такі як кулірна гладь, трико, атлас і багато інших. Закручуваність подвійних трикотажних переплетень суттєво нижча за рахунок взаємної компенсації самою петельною структурою цього негативного явища. Закручування полотна чи окремих деталей виробів дуже заважає технологічним операціям підготовки, обробки та монтажу трикотажних виробів. Якщо не боротися з негативним ефектом закручування, то різко зростають витрати виробництва і збільшується час на виконання технологічних операцій швейного виробництва. Для зменшення чи повної мінімізації негативного впливу закручування полотен чи деталей застосовують кілька технологічних прийомів. У першу чергу, найкраще використовувати трикотаж малозакручуваних переплетень, для чого в процесі в'язання вводять в структуру різні елементи, наприклад, ланцюжки, накиди, поперечні чи вертикальні утокові нитки, різні елементи платирування. По-друге, рекомендовано для пошиття використовувати тільки трикотаж, який пройшов стабілізуючі, в залежності від виду сировини, термотеплові чи термофіксуючі опоряджувальні операції. Це може бути апретування, каландрування, сушильно-ширильні операції. При застосуванні термопластичної синтетичної сировини трикотажні полотна доцільно термостабілізувати на спеціальному обладнанні. По-третє, обов’язково потрібно робити додаткові обробні операції в процесі пошиття трикотажних виробів. Наприклад, потрібно обрізати закручені краї полотна оверлоком з наступним обметуванням. Доцільно також проектувати збільшені допуски на шви тощо. Розпускання трикотажу Це дуже негативна властивість багатьох видів трикотажних переплетень, яка призводить до розпуску петель вздовж петельного стовпчика. Це відбувається при обриві нитки в петлі або при викроюванні полотна. Цей дефект найбільш характерний для одинарного трикотажу як кулірного, так і основов'язаного. Особливо від цього потерпають такі переплетення, як кулірна та трубчаста гладь, трико, сукно. Запобігають цим негативним явищам прийомами, аналогічними запобіганню закручування. Ще більше уваги приділяють обробним швейним операціям при пошитті. Наприклад, застосовують строчки ланцюгового стібка вздовж контуру деталі, застосовують різні види швів, проектують припуски на шви не менше, ніж 1 см, проводять зшивально-обметувальні операції тощо. Прорубка трикотажу Це є характерний для трикотажного виробництва вид дефекту, який виявляється у в’язаному виробі. Дефект виникає при швейних операціях шляхом руйнації голкою швейної машини структури та цілісності текстильної нитки. На місці прорубки відразу чи через деякий час в процесі експлуатації виробу виникає спочатку розпускання однієї петлі, що тягне за собою руйнацію частини петельного стовпчика. Головним рецептом запобігання цим дефектам є правильне підбирання товщини голки (номера) згідно густини трикотажу і лінійної густини сировини. Для цього потрібно обирати відповідний номер голки згідно густини трикотажу. Доцільно також не допускати до пошиття трикотаж, який пройшов оздоблювальні операції з явним порушенням технологічним регламентів, наприклад, переапретований, переформований, великої жорсткості тощо. В літературі ми можемо зустріти рекомендацію зменшувати до мінімуму кількість швів для зниження можливості прорубки. Але це неправильно, оскільки протирічить суті конструювання нових моделей. Доцільніше не використовувати недоброякісний трикотаж. Як правило, трикотаж має більшу об’ємність своєї структури і його товщина перевищує товщину тканини. Тому обов'язково потрібно враховувати величину товщини трикотажу при конструюванні трикотажних виробів. При цьому незалежно від виду переплетення трикотажу, виду сировини ниток та способу його виготовлення рекомендовано вводити спеціальні припуски в лекалах на товщину (ІІт), які дорівнюють Пт = 3*Ттр,см, де Ттр- товщина трикотажу, см. Зміна лінійних розмірів виробів у процесі експлуатації Суттєвою вадою практично всіх трикотажних матеріалів та виробів з них є схильність у більшій чи меншій мірі до зміни своїх лінійних розмірів по довжині та ширині (усадка) в процесі експлуатації (носіння виробу, прання, хімчистка тощо). Конструктор і технолог швейного виробництва повинні при конструюванні виробів звертати на цю проблему найретельнішу увагу і для запобігання негативних наслідків виконувати загальноприйнятий у світовій практиці трикотажного виробництва комплекс техніко-технологічних вимог за наступним алгоритмом: 1 Ніколи не працювати з трикотажним полотном чи деталями виробів, які не пройшли відповідних технологічних операцій з релаксації петельної структури. В залежності від виду матеріалу це можуть бути операції відлежування, виварювання, вибілювання, фарбування, віджиму, каландрування, сушильно-ширильні, стабілізації, формування та їхні різноманітні комбінації. 2 Завжди перед розкроюванням перевіряти за стандартними методиками відповідність фактичної усадки полотен значенням супровідної документації. Доцільно також модельєрам перед застосуванням кожного виду трикотажу визначитися, чи підходить він за показниками усадки. 3 За впевненості, що трикотаж пройшов усі релаксаційні обробки і що показники усадки знаходяться у допустимих інтервалах, доцільно проектувати невеликі припуски на усадку, які повинні становити для трикотажу з натуральної сировини - 2,0-2,5 см, зі штучної сировини - 1,5-2.0 см, з синтетичної сировини - 1,0-1,5 см. У технічній літературі зустрічаються рекомендації застосовувати припуски на усадку до 5 см. Але це робити недоцільно, оскільки великими припусками при зміні лінійних розмірів трикотажу по довжині і ширині при експлуатації неможливо нівелювати відсутність потрібних технологічних процесів з релаксації полотен. Використання неякісного по усадці полотна при виготовленні виробів вже після першого прання призведе до різкого погіршення зовнішнього вигляду виробу. А іноді це відбувається вже в магазині, коли виріб, перебуваючи на плічках, починає обвисати, втрачати конструктивні форми і з часом перетворюється у яскраву ганчірку. Потрібно бути уважними при використанні бавовняних полотен з кулірної гладі чи покривних переплетень, що мають високу формостійкість за рахунок жорсткості, яка отримана шляхом введення хімічних апретуючих сполук при каландруванні. Жорсткість полотен з натуральної сировини - це органолептична ознака того, що каландруванням прихована відсутність потрібних волого-теплових обробок трикотажу чи приховане його виготовлення зі зменшеною густиною в'язання. Тому потрібно перевірити за стандартними методиками значення усадки після прання такого максимально апретованого трикотажу, оскільки при застосуванні загальноприйнятих технологічних режимів апретування трикотаж не набуває жорсткого зовнішнього вигляду, який нагадує деревину. Спеціалістам швейного виробництва також потрібно бути уважними при переробці трикотажних полотен із застосуванням нових видів бавовняних ниток з доданими при прядінні еластомерними компонентами (часто такі нитки у побуті називають «бавовна з еластаном»). Ці полотна також слід перевіряти, оскільки вони за своєю підвищеною розтяжністю та конгруентністю можуть приховувати відсутність технологічних операцій з їхньої релаксації. Зауважимо, що у світовій практиці виробництва трикотажних виробів виконання п. п. 1 та 2 наведеного алгоритму є свідченням високої професійності виробника. Такий виробник швидко доводить свою репутацію і має великі шанси виходити зі своїм товаром на ринки промислово розвинутих країн. Розтяжність трикотажу Розтяжність являє собою позитивну властивість цього матеріалу, але водночас вимагає спеціальних розрахунків при конструюванні виробів. Трикотаж в процесі експлуатації може розтягатися як в одному, так і в кількох напрямках одночасно. В залежності від його виду, виду сировини, сили розтягування, часу цієї деформації наслідки такого процесу для трикотажного виробу можуть бути різними. Після закінчення дії деформації трикотаж може одразу повернутися до початкових розмірів (діє лише пружна складова повної деформації розтягнення), може повернутися до початкових розмірів через деякий час (еластична складова повної деформації) і може не повернутися до початкових розмірів та існувати вже у новому положенні (пластична чи необоротна складова повної деформації*). Найкращим експлуатаційним станом трикотажу є його деформація в межах пружної. У цьому стані трикотаж немовби стає одним цілим з тілом людини, повторюючи її рухи, повертаючись одразу до своїх початкових розмірів. Для оптимального конструювання трикотажних виробів потрібно обов'язково приймати до уваги властивість розтяжності трикотажу. Для цього з метою цілеспрямованого урахування властивостей трикотажу для конструювання різного асортименту всі види трикотажних полотен розділяють на три групи [7], розтяжність яких у відсотках визначають за стандартною методикою [8]. Групи трикотажних полотен за розтяжністю представлено в табл. 1. Табл. 1 - Групи трикотажних полотен за розтяжністю
При конструюванні трикотажних виробів з полотен різних груп розтяжності доцільно використовувати величини припусків за шириною і довжиною, що представлені у табл. 2. Табл. 2 - Величини припусків за шириною і довжиною
Усі трикотажні полотна за стандартом [9] поділяють на три групи за показником залишкової деформації, які представлено у табл. 3. Табл. 3 - Групи трикотажних полотен за показниками залишкових деформацій
Часто залишкову деформацію характеризують не відсотками, а значенням коефіцієнта залишкової деформації, К3 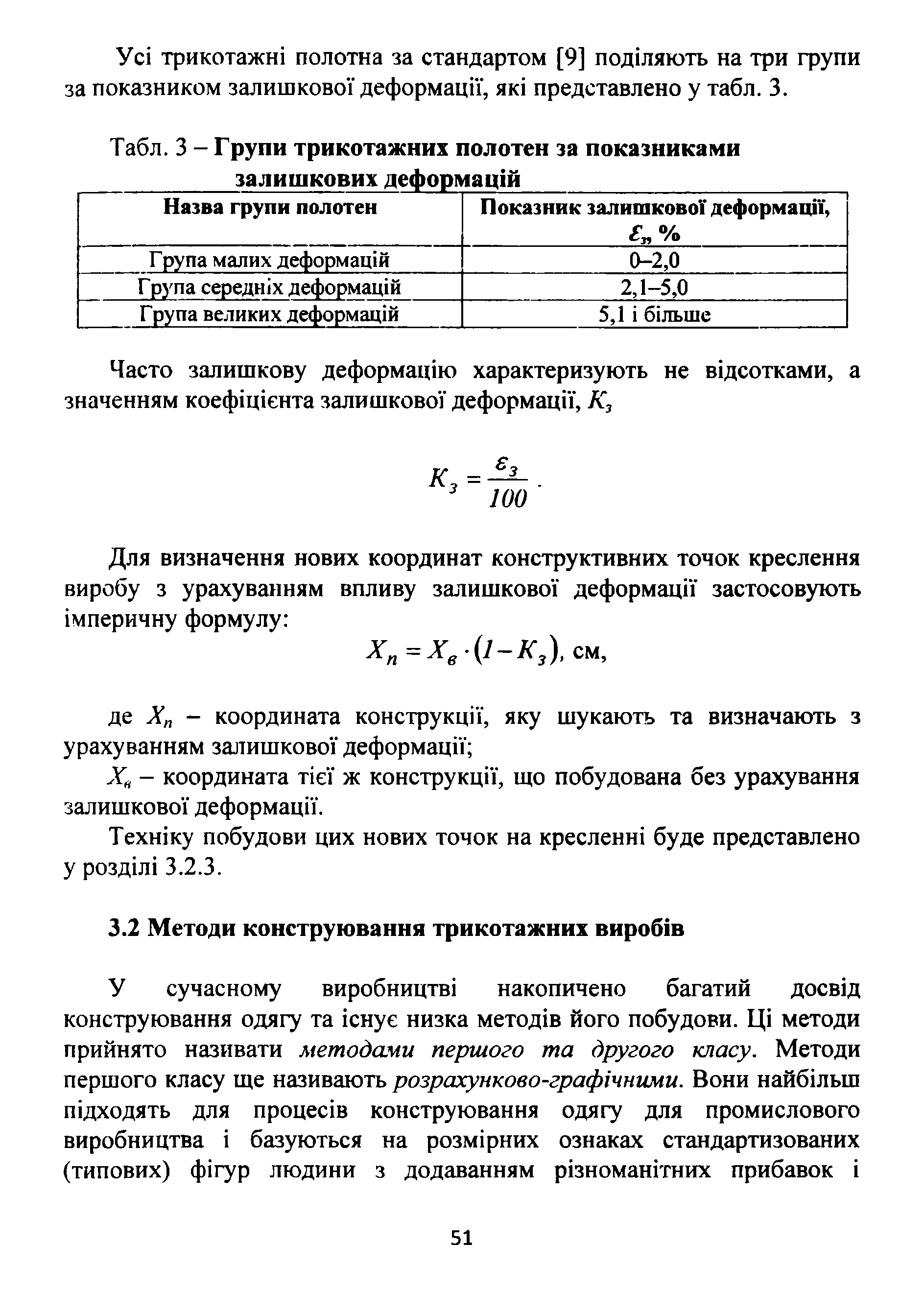 Для визначення нових координат конструктивних точок креслення виробу з урахуванням впливу залишкової деформації застосовують імперичну формулу: де Хп - координата конструкції, яку шукають та визначають з урахуванням залишкової деформації; Хв - координата тієї ж конструкції, що побудована без урахування залишкової деформації. Методи конструювання трикотажних виробів У сучасному виробництві накопичено багатий досвід конструювання одягу та існує низка методів його побудови. Ці методи прийнято називати методами першого та другого класу. Методи першого класу ще називають розрахунково-графічними. Вони найбільш підходять для процесів конструювання одягу для промислового виробництва і базуються на розмірних ознаках стандартизованих (типових) фігур людини з додаванням різноманітних прибавок і допусків та з урахуванням особливостей формоутворення трикотажного одягу і даних про типове членування деталей. Методи конструювання першого класу за своєю важливістю для промислового виробництва розміщують у наступній послідовності: розрахунково-графічний метод; метод типових конструкцій; метод наколки (муляжний метод); жилетно-макетний метод. Розрахунково-графічний метод має низку варіантів і являє собою чіткий та послідовний перелік побудови креслення деталей. Він пропонує для кожної деталі формули її побудови чи текстовий метод визначення величин конструктивних відрізків, опис прийомів графічної побудови креслення та схеми креслення у різних масштабах з позначенням конструктивних точок та відрізків. Метод типових конструкцій (типове проектування одягу) являє собою перелік прийомів, де лекала нової моделі отримують на базі вже діючих конструкцій виробів, іцо мають схожу чи ідентичну художньо- конструкторську побудову. За цим методом працює багато невеликих підприємств, які спеціалізуються на малосерійному виробництві верхніх трикотажних виробів. За муляжного методу на манекені торсу людини наколюють макетний матеріал (наприклад, м'який папір або сітку-канву) і окреслюють контури деталей відповідно до ліній і форми моделі одягу. Для практичного застосування цього методу потрібен досвід спеціалістів. Цей метод стає безальтернативним при роботі кутюр'є, коли потрібно створити нові форми одягу і оцінити в цілому загальне конструкторське рішення. Нерідко при реалізації цього методу використовують не манекен, а саму людину, що дозволяє швидко прийняти рішення про перспективність творчого задуму. Жилетно-макетний метод - це віртуозний, без примірювання, метод для індивідуального виготовлення верхнього одягу, авторами якого були українські спеціалісти В. У. Несміян та М. Л. Вороній. За цього методу на людину вдягається спеціальний, складений з окремих частин жилет, і особливості конкретної фігури визначають закріпленням частин жилету текстильними застібками. Для застосування цього методу для конструювання за індивідуальними замовленнями верхньотрикотажних виробів потрібен великий досвід у його використанні. Слід зазначити, що креслення і первинні лекала деталей виробів, які отримані методами першого класу, з причини деякої ідеалізації та типізації фігури людини, потребують деякого наближення до заданої форми. В первинні лекала деталей одягу вносять зміни за результатами кількох контрольних примірок на етапі підготовки моделі до виробництва. Найбільш точними, але дуже трудомісткими, є методи конструювання другого класу, найбільш відомими з яких є: метод трианіуляції; метод геодезичних ліній; метод січних площин; метод ліній розгортання. Основою цих методів є прийоми аналітичної та диференціальної геометрії і тригонометрії, які вперше застосував до конструювання лекал швейних виробів великий математик П. Л. Чебишев. |