1 штифт цилиндрический 6 20 2, 3 полувенец зубчатый 4 штифт цилиндрический 10 20 5 проволока 1,60Ч
 Скачать 0.74 Mb. Скачать 0.74 Mb.
|

1 2 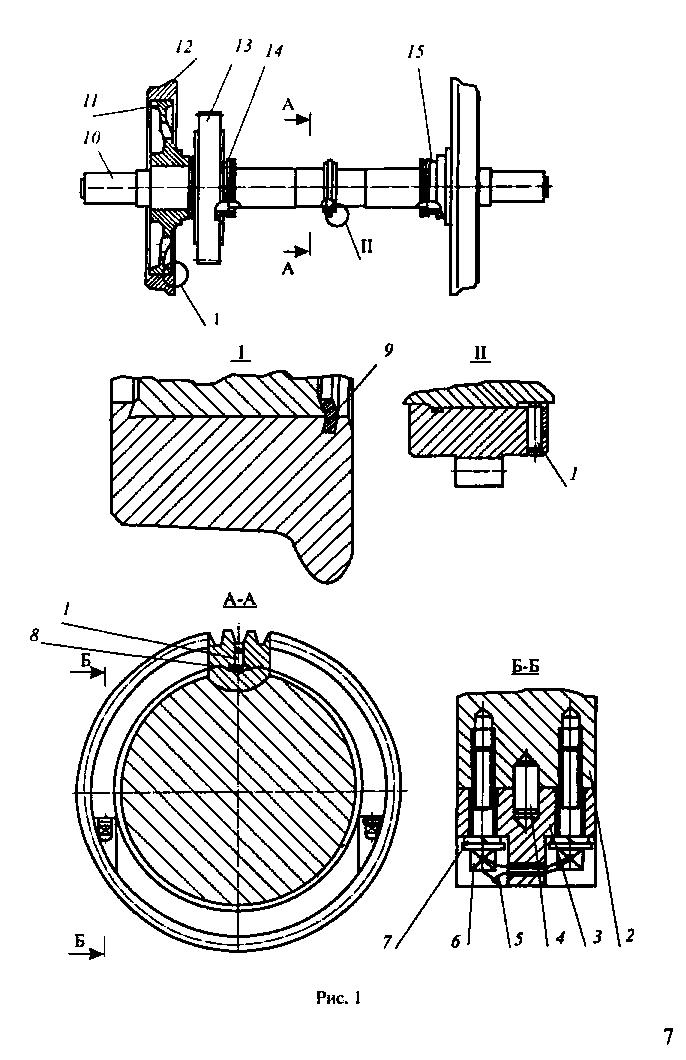  А - А Б - Б    1 – штифт цилиндрический 6 – 20; 2, 3 – полувенец зубчатый; 4 – штифт цилиндрический 10 – 20; 5 – проволока 1,6-0-Ч; 6 – болт; 7 – шайба 10.65Г; 8 – шпонка; 9 – кольцо уплотняющее; 10 – ось; 11 – центр колесный; 12 – втулка; 13 – колесо зубчатое упругое; 14, 15 – втулка. Рисунок 1 – Колесная пара тепловоза 2ТЭ10   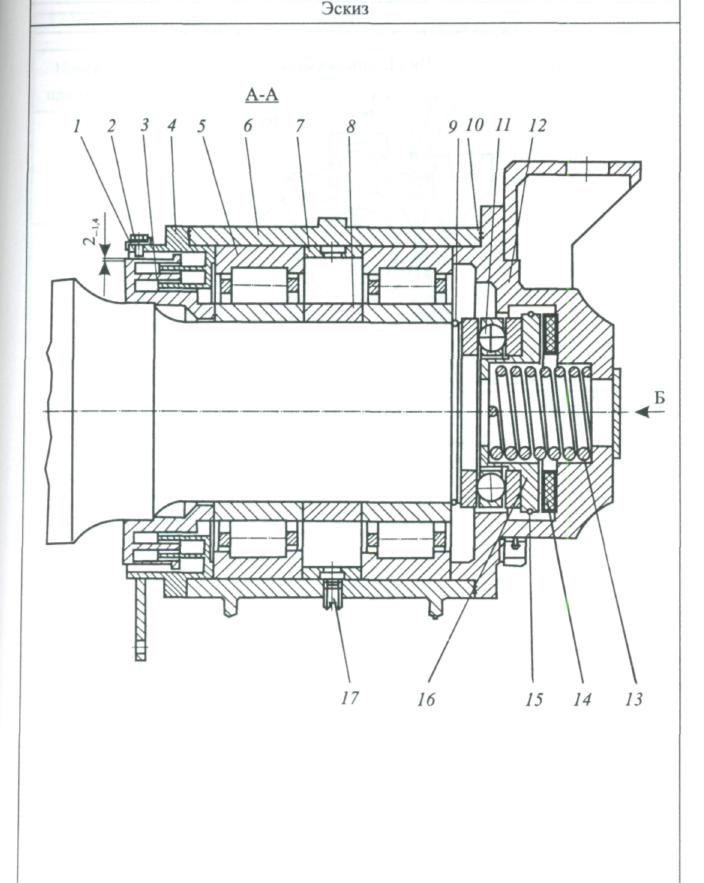 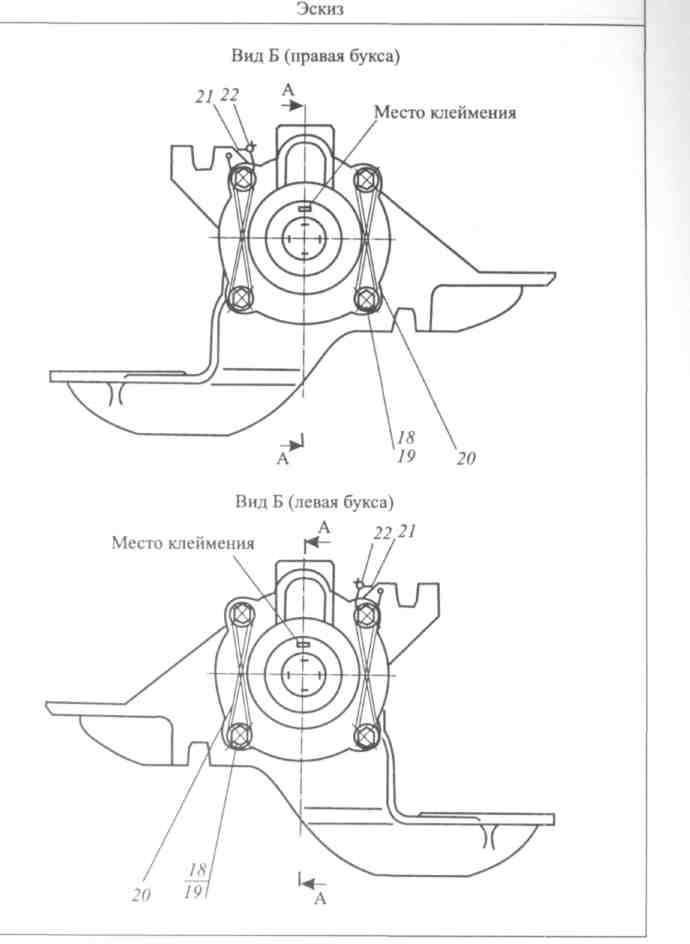 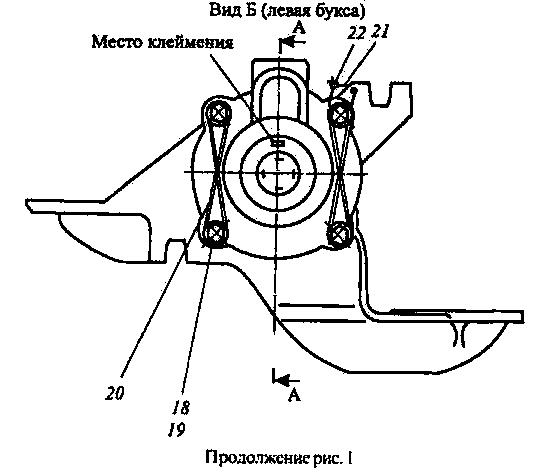    А - А Б – Б (правая букса) Б – Б (левая букса) 1 – стопорная шайба; 2, 17, 18 – болт; 3 – лабиринтное кольцо; 4 – задняя крышка; 5 – роликовый подшипник; 6 – корпус; 7, 8 – дистанционное кольцо; 9 – кольцо; 10 – шелковая нить; 11 – кольцо упорного подшипника; 12 – передняя крышка; 13 – пружина; 14 – амортизатор; 15 – стопорное кольцо; 16 – осевой упор; 19 – пружинная шайба; 20 – проволока Рисунок 2 – Узел буксовый колесной пары 2ТЭ10 1 – стопорная шайба; 2, 17, 18 – болт; 3 – лабиринтное кольцо; 4 – задняя крышка; 5 – роликовый подшипник; 6 – корпус; 7, 8 – дистанционное кольцо; 9 – кольцо; 10 – шелковая нить; 11 – кольцо упорного подшипника; 12 – передняя крышка; 13 – пружина; 14 – амортизатор; 15 – стопорное кольцо; 16 – осевой упор; 19 – пружинная шайба; 20 – проволока. Рисунок 6 – Сборка буксового узла. 1 – стопорная шайба; 2, 17, 18 – болт; 3 – лабиринтное кольцо; 4 – задняя крышка; 5 – роликовый подшипник; 6 – корпус; 7, 8 – дистанционное кольцо; 9 – кольцо; 10 – шелковая нить; 11 – кольцо упорного подшипника; 12 – передняя крышка; 13 – пружина; 14 – амортизатор; 15 – стопорное кольцо; 16 – осевой упор; 19 – пружинная шайба; 20 – проволока. Рисунок 6 – Сборка буксового узла. 1 – стопорная шайба; 2, 17, 18 – болт; 3 – лабиринтное кольцо; 4 – задняя крышка; 5 – роликовый подшипник; 6 – корпус; 7, 8 – дистанционное кольцо; 9 – кольцо; 10 – шелковая нить; 11 – кольцо упорного подшипника; 12 – передняя крышка; 13 – пружина; 14 – амортизатор; 15 – стопорное кольцо; 16 – осевой упор; 19 – пружинная шайба; 20 – проволока. Рисунок 6 – Сборка буксового узла.  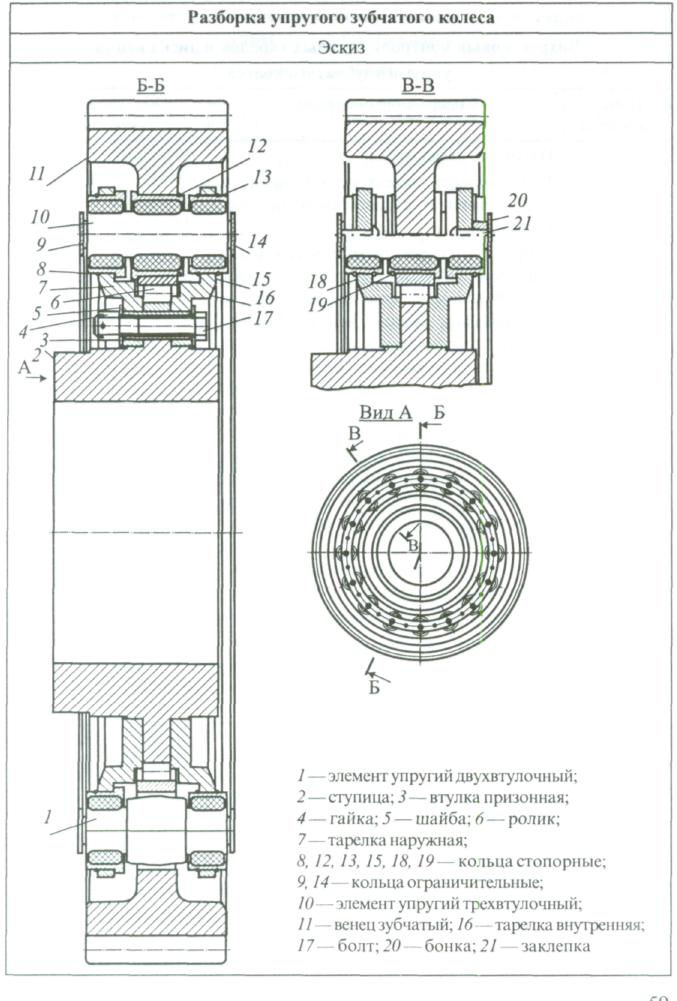 В - В Б - Б А - А 1 – элемент упругий двухвтулочный; 2 – ступица; 3 – втулка призонная; 4 – гайка; 5 – шайба; 6 – ролик; 7 – тарелка наружная; 8, 12, 13, 15, 18, 19 – кольца стопорные; 9, 14 – кольца ограничительные; 10 – элемент упругий трехвтулочный; 11 – венец зубчатый; 16 – тарелка внутренняя; 17 – болт; 20 – бонка; 21 – заклепка. Рисунок 3 – Разборка и сборка упругого зубчатого колеса  нение венца собранного зубчатого колеса. Отклонение допускается не более 11 мм. нение венца собранного зубчатого колеса. Отклонение допускается не более 11 мм. После сборки упругого зубчатого колеса колесную пару проверяют на качество сопряжения оси с колесными центрами на гидравлическом прессе. Сдвиг оси на ступице не допускается. Колёсную пару устанавливают на пресс, строго соблюдая при этом все требования по совмещению геометрических осей элементов и не допуская перекосов. Опробование на прессе производится в направлении распрессовки колёс усилием в пределах 750–850 кН с записью результатов на индикаторной диаграмме. Если при опробовании колесо сдвинется, то колёсная пара подлежит расформированию и ремонту. На бланке диаграммы при опробовании ступиц колёс на сдвиг записывают следующие данные: дату опробования, тип колёсной пары, конструкцию колеса, диаметр подступичной части, сторона, которая была опробована, и усилие опробования. Колёсную пару, выдержавшую испытание, опробуют на сдвиг, вторично осматривают и измеряют. Затем на колесной паре восстанавливаются колесные центра при наличии в них дефектов. Устраняют заваркой трещины в спицах и ободе. Сквозные трещины в ободе и спицах разделывают Х-образно, а несквозные – V-образно. Перед заваркой сквозных трещин в ободе и спицах зазор, образованный разделкой трещин, увеличивают расклиниванием или нагревом прилегающих участков до температуры 250–300 °С. Все наплавочные и сварочные работы на колесных центрах производятся электродами типов Э42, Э42А, Э46А, Э50 ГОСТ 9467–75. После обработки колесных центров колесная пара передается на токарный станок, где устраняются дефекты осей с браковочными признаками, выходящими за допустимые параметры. Обточкой обрабатываются цилиндрические поверхности оси, имеющие овальность и конусность, не поддающиеся исправлению зачисткой риски, забоины; галтельные переходы при радиусе галтелей менее допустимого; при повреждениях оси от коррозии. Обточка производится с минимальным снятием металла, необходимого для удаления дефекта, в пределах чертежного или ремонтного допуска на размер.   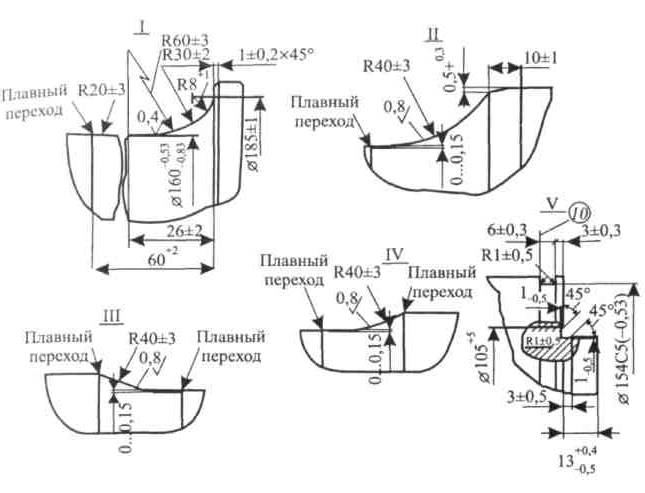 Рисунок 4 – Допуски на обработку оси, внутренних торцов лабиринтных втулок то  ченной колёсной пары, овальность и эксцентричность относительно поверхности шейки или подступичной части оси допускается не более 0,5 мм. ченной колёсной пары, овальность и эксцентричность относительно поверхности шейки или подступичной части оси допускается не более 0,5 мм.После обточки колёсной пары расстояние между внутренними гранями ободьев колёс должно быть 1440 мм с отклонениями не более 3 мм в большую сторону и 2 мм в меньшую сторону. Разница расстояния между внутренними гранями ободьев колёс в различных точках одной колёсной пары не должна превышать 1 мм. Запрещается выпускать из ремонта колёсные пары с шириной бандажа меньше 138 мм или больше 143 мм. При обточке колёсных пар необходимо следить, чтобы фаска на наружной грани ободьев колес начиналась на расстоянии 134 мм от внутренней грани и выполнялась под углом 45°. Обточенные колеса проверяют абсолютным шаблоном. Профиль обточенного бандажа представлен на рисунке 5. 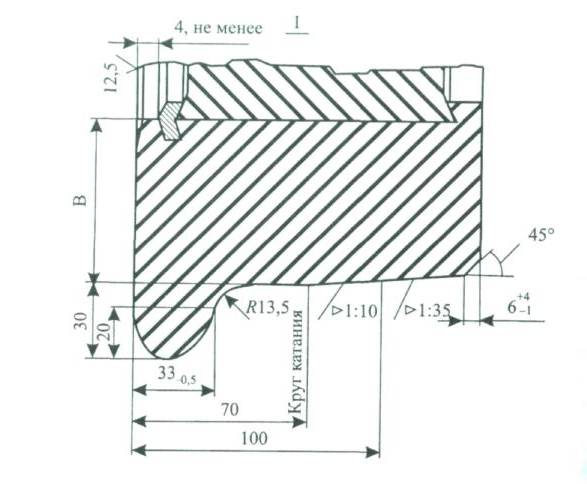 Рисунок 5 – Профиль обточенного бандажа колесной пары 2ТЭ10 После обточки бандажей производится выходной контроль колесных пар, при котором проверяются элементы отремонтированной колесной пары на отсутствие недопустимых дефектов, а также на соответствие шероховатости обра-  4 РАЗРАБОТКА ТЕХНОЛОГИИ РЕМОНТА ЗАДАННОЙ СБОРОЧНОЙ ЕДИНИЦЫ 4 РАЗРАБОТКА ТЕХНОЛОГИИ РЕМОНТА ЗАДАННОЙ СБОРОЧНОЙ ЕДИНИЦЫ4.1 Составление структурной схемы технологического процесса ремонта Структурная схема технологического процесса ремонта колесной пары 2ТЭ10 без смены элементов представлена на рисунке 6. Транспортировать колесную пару в колесный цех  Обмыть колесную пару от смазки и загрязнений  Демонтировать буксовые узлы  Снять внутренние и лабиринтные кольца с оси  Произвести обмер колесной пары Произвести дефектовку колесной пары Разобрать упругое зубчатое колесо (УЗК)   Произвести обмер и дефектовку элементов УЗК  Отремонтировать элементы УЗК       Собрать упругое зубчатое колесо 31   Проверить на сдвиг колесные центра Заварить и зачистить трещины в спицах  Обработать ось и торцы втулок колесной пары Обточка бандажей Произвести выходной контроль колесной пары Ремонт и формирование подшипников Сборка буксового узла Окраска и консервация колесной пары Рисунок 6 – Структурная схема технологического процесса ремонта колесной пары 2ТЭ10 без смены элементов 4.2 Разработка технологических документов: маршрутной карты, технологической инструкции, карты эскизов Маршрутная карта является обязательным документом среди различных типов производства. Она включает в себя наименование и содержание всех операций в технологической последовательности разработки, ремонта и сборки деталей, узлов и механизмов. Форму маршрутных карт устанавливает ГОСТ 3.118 – 82. Информацию в маршрутную карту записывают в нижней части строки, оставляя верхнюю свободной для внесения возможных изменений. Информацию по каждой операции вносят построчно несколькими типами строк. Каждому типу строки соответствует определенный служебный сим  вол в виде буквы русского алфавита, проставляемый в графе перед номером соответствующей строки листа маршрутной карты. Служебные символы определяют состав информации, размещаемый в графах данного типа строки листа маршрутной карты. В случае отсутствия информации по отдельным символам записывают информацию со следующим символом. Информацию всех типов строк, относящуюся к одной операции, записывают в маршрутную карту без пропуска строк. После записи операции обязателен пропуск строки. вол в виде буквы русского алфавита, проставляемый в графе перед номером соответствующей строки листа маршрутной карты. Служебные символы определяют состав информации, размещаемый в графах данного типа строки листа маршрутной карты. В случае отсутствия информации по отдельным символам записывают информацию со следующим символом. Информацию всех типов строк, относящуюся к одной операции, записывают в маршрутную карту без пропуска строк. После записи операции обязателен пропуск строки.Технологическая инструкция выполняется по ГОСТ 31105–84. В ней указывается операции по очистке, разборке, дефектации, ремонту, испытанию, даются точные указания по операциям, которые указываются в маршрутной карте. Карты эскизов выполняются на бланке ГОСТ 31105–84. Карта эскизов может разрабатываться для операций, указанных в маршрутной карте. Количество изображений, выполненных элементов деталей, определяется условием обеспечения наглядности изображения поверхности. На карте эскизов указывается данные, необходимые для выполнения технологического процесса, размеры выносимых элементов, предельное отклонение. Эскиз выполняется без соблюдения масштаба. Комплект технологических документов представлен в приложении А. 4.3 Организация рабочего места и техника безопасности при ремонте сборочной единицы Разборка, ремонт и сборка колесной пары производится в колесном цехе с помощью специализированного оборудования, приспособлений и соответствующего инструмента для обеспечения необходимой производительности труда, качества выполнения операций, предохранения деталей и узлов от повреждений со строгим соблюдением правил безопасности. Для обеспечения надлежащего ремонта колесных пар без смены элементов колесный цех должен располагать оборудованием, приборами, приспособлениями, которые указаны в таблице 2.  Т а б л и ц а 2 – Ведомость оборудования цеха Т а б л и ц а 2 – Ведомость оборудования цеха
 Колёсный цех должен иметь устройства для отопления и вентиляции, обеспечивающие метрологические условия в соответствии с требованиями "Санитарных норм проектирования предприятий". Колёсный цех должен иметь устройства для отопления и вентиляции, обеспечивающие метрологические условия в соответствии с требованиями "Санитарных норм проектирования предприятий".Оборудование, где происходит образование пыли и газов, должно быть оборудовано вентиляцией. Осветительная арматура и лампы должны очищаться от загрязнений не реже двух раз в месяц, а стёкла световых проёмов два раза в год. Освещение на рабочих местах должно быть как общее, так и местное. Применение одного местного освещения не допускается. Нормы освещённости: общее – 500 лк; участки осмотра и приёмки колёсных пар – 750 лк. Уровень шума не должен быть выше: низкочастотный – 100 дБ; среднечастотный – 90 дБ; высокочастотный – 85 дБ. Не допускается загромождение и захламление проходов у рабочих мест. Шкафы, ящики и стеллажи для инструмента и деталей устанавливаются так, чтобы хранимые в них предметы находились в устойчивом положении. Производственные отходы, стружки должны своевременно убираться. Требования к инструменту Температура моющих жидкостей, °С – 75…85.  Концентрация каустической соды в растворе, % – 1,5…2. Концентрация каустической соды в растворе, % – 1,5…2.Габариты обмываемых изделий, максимальные, мм: длина – 7700; ширина – 3300; высота – 1400. Вместимость баков установки для раствора и воды, м3 – 6. Ход тележки при установке, мм – 4100. Скорость движения тележки: рабочая, м/мин – 0,78; транспортная, м/мин – 4,5. Локальная очистка стоков. Способ очистки – механический. Число отстойников, шт. – 2. Полезная вместимость каждого из отстойников, м3 – 29. Производительность каждого из отстойников, м3/ч – 100. Объём сборника нефтепродуктов, м3 – 5,5. Объём грязесборника, м3 – 30. Подача растворонасоса, м3/ч – 4. Расход пара, кг/ч – 1200. Количество насосов для подачи жидкости из отстойников в обмывочное устройство, шт. – 2. Подача каждого насоса, м3/ч – 80. Напор, м – 92. Тип насосов – центробежный консольный 4К – 6. Электродвигатель ВА225М2, мощность 55 кВт при частоте вращения 2900 об/мин. Вентиляция обмывочной камеры – принудительная, вытяжная с сепарацией пара. Вентиляторный агрегат – А6.3095-2б с двигателем 4А100В4 мощностью 4 кВт. Установленная электрическая мощность, кВт – 185.  Явочный контингент рабочих колесного цеха Явочный контингент рабочих колесного цехаАя = где q – норматив трудоемкости ремонта колесных пар, чел. ч/кол. пар; принимаем q = 36,32 чел. ч/кол. пара (таблица 5); Мрем – годовой объем выпуска из ремонта колесных пар 2ТЭ10, кол. пар; принимаем Мрем = 1600 кол. пар. Ая = Явочный годовой фонд рабочего времени устанавливается на основании Трудового Кодекса Министерства труда Республики Беларусь и публикуется в печати в виде производственного календаря. Явочный годовой фонд рабочего времени представлен в таблице 4. Т а б л и ц а 4 – Определение календарного фонда рабочего времени
Явочный годовой фонд рабочего времени одного производственного рабочего Ф где Др – число полных рабочих дней в году, дней; для 2007 года при пятидневной рабочей неделе, Др = 245 дней; ОС = 0,4 (ЗО + ДЗ + ЗД), ОС = 0,4 (87134746 + 62737017 + 29974353) = 71938446 р. Затраты на материалы принимаем равными 200 % от (ЗО + ДЗ + ЗД): М = 2 (ЗО + ДЗ + ЗД), (21) М = 2 ∙ (87134746 + 62737017 + 29974353) = 359692232 р. Стоимость энергоресурсов i-го вида СЭ = сi рi Пi , (22)  где сi – цена единицы энергоресурсаi-го вида, р./ед.; принимаем цену электроэнергии сi = 202 р./ кВт·ч; где сi – цена единицы энергоресурсаi-го вида, р./ед.; принимаем цену электроэнергии сi = 202 р./ кВт·ч;рi – расход i-го вида энергоресурсов на колесную пару, ед./ кол. пара; принимаем расход электроэнергии рi = 325 кВт·ч/кол. пара. Сэл. = 202 ∙ 325 ∙ 1600 = 105110700 р. Расчёт стоимости других энергоносителей сведем в таблицу 6. 1 2 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||