ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
Н
ГОСТР
50.05.05—
2018
 АЦИОНАЛЬНЫЙ АЦИОНАЛЬНЫЙ
СТАНДАРТ
РОССИЙСКОЙ
ФЕДЕРАЦИИ
Система оценки соответствия в области
использования атомной энергии
ОЦЕНКА СООТВЕТСТВИЯ В ФОРМЕ КОНТРОЛЯ
Унифицированные методики.
Ультразвуковой контроль основных материалов
(полуфабрикатов)
И
Москва
Стамдартммформ
2018
 здание официальное здание официальное
Предисловие
РАЗРАБОТАН Государственной корпорацией по атомной энергии «Росатом»
ВНЕСЕН Техническим комитетом по стандартизации ТК 322 «Атомная техника»
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому ре*
гулированию и метрологии от 27 февраля 2018 г. № 101-ст
ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона
от 29 июня 2015 г. Ш 162ФЗ «О стандартизации в Российской Федерации». Информация об из*
менениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего
года) информационном указателе «Национальные стандарты». а официальный текст изменений
и поправок— в ежемесячном информационном указателе «Национальные стандарты». В случае
пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет
опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные
стандарты». Соответствующая информация, уведомление и тексты размещаются также в ин-
формационной системе общего пользования — на официальном сайте Федерального агентства по
техническому регулированию и метрологии в сети Интернет (www.gost.ni)
€> Стандартинформ. 2018
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и рас*
пространен в качестве официального издания без разрешения Федерального агентства по техническо-
му регулированию и метрологии
И
Содержание
И.П 9
И.П 10
тяя 15
У////Л 15
WfWfML, 16
22,8 16
«».ан - «*<» ’ “*“] <5> 21
Настоящий стандарт взаимосвязан со стандартами, входящими в систему стандартов «Система
оценки соответствия в области использования атомной энергии».
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИСистема оценки соответствия в области использованияатомной энергииОЦЕНКА СООТВЕТСТВИЯ В ФОРМЕ КОНТРОЛЯУнифицированные методики. Ультразвуковой контроль основных материалов(полуфабрикатов)Conformity assessment system for the use of nuclear energy. Conformity assessment in the form of examination.Unified procedures. Ultrasonic examination of base materials (semi-products)Дата введения — 2018—03—01
Область применения
Настоящий стандарт распространяется на ультразвуковой контроль (далее — УЗК) основных
материалов (полуфабрикатов), включая поковки, сортовой прокат, отливки, листы, трубы и штампован-
ные заготовки, используемые для изготовления оборудования и трубопроводов атомных энергетических
установок (далее — АЭУ) и других элементов атомных станций, выполненных в соответствии с требо-
ваниями федеральных норм и правил в области использования атомной энергии, устанавливающих:
требования к устройству безопасной эксплуатации оборудования и трубопроводов АЭУ;
требования к устройству и эксплуатации локализующих систем безопасности атомных станций;
требования к сварке и наплавке оборудования и трубопроводов АЭУ;
правила контроля металла оборудования и трубопроводов АЭУ при изготовлении и монтаже:
правила контроля основного металла, сварных соединений и наплавленных покрытий при экс-
плуатации оборудования, трубопроводов и других элементов атомных станций.
Настоящий стандарт распространяется на УЗК состояния металла оборудования, трубопро-
водов и других элементов АЭУ и устанавливает требования к порядку проведения контроля, средствам
контроля, персоналу, обработке и оформлению результатов контроля, а также требования безопасности.
Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:ГОСТ 23829 Контроль неразрушающий акустический. Термины и определенияГОСТ Р 50.04.07 Система оценки соответствия в области использования атомной энергии. Оценкасоответствия в форме испытаний. Аттестационные испытания систем неразрушающего контроляГОСТ Р 50.05.02—2018 Система оценки соответствия в области использования атомной энергии.Оценка соответствия в форме контроля. Унифицированные методики. Ультразвуковой контроль свар-ных соединений и наплавленных покрытийГОСТ Р 50.05.11 Система оценки соответствия в области использования атомной энергии. Пер-сонал. выполняющий неразрушающий и разрушающий контроль металла. Требования и порядок под-тверждения компетентностиГОСТ Р 50.05.15 Система оценки соответствия в области использования атомной энергии. Оценкасоответствия в форме контроля. Неразрушающий контроль. Термины и определенияГОСТ Р 50.05.16 Система оценки соответствия в области использования атомной энергии. Оценкасоответствия в форме контроля. Неразрушающий контроль. Метрологическое обеспечениеГОСТ Р ИСО 5577 Контроль нераэрушающий. Ультразвуковой контроль. СловарьГОСТ Р 55724—2013 Контроль нераэрушающий. Соединения сварные. Методы ультразвуковыеИздание официальноеПримечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочныхстандартов в информационной системе общего пользования — на официальном сайте Федерального агентства потехническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «На-циональные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесяч-ного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт,на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандартас учетом всех внесенных в данную версию изменений. Ест заменен ссылочный стандарт, на который дана дати-рованная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения(принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированнаяссылка, внесено изменение, затрагивающее положение, на которое дана осыпка, то это положение рекомендуетсяприменять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в которомдана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
Термины и определения
В настоящем стандарте применены термины по ГОСТ Р 50.05.15. ГОСТ Р ИСО 5577. ГОСТ Р 55724,ГОСТ 23829, а также следующие термины с соответствующими определениями:
браковочный уровень чувствительности: Уровень чувствительности, при превышении ко-
торого выявленная несллошность относится к дефекту (бракуется ло амплитудному признаку).
дальняя зона: Зона ультразвукового пучка, начинающаяся за последним максимумом звуко-
вого давления на акустической оси пучка.
зеркально-теневой метод: Метод ультразвукового контроля, который основан на анализе
акустических импульсов, прошедших через объект контроля, и регистрации несллошноствй ло измене-
нию амплитуды сигнала, отраженного от донной поверхности (донного сигнапа).
калибровочный образец: Аттестованный объект для калибровки оборудования неразрушаю-
щего контроля.
контрольный образец: Образец неразрушающего контроля в виде изделия (фрагмента из-
делия). свойства которого могут отличаться от свойств объекта контроля.
контрольный уровень чувствительности (уровень фиксации): Уровень чувствительности,
при котором производят регистрацию несплошностей и оценку их допустимости ло условным размерам
и количеству.
излучатель: Преобразователь, работающий в режиме излучения ультразвуковых волн.
лучевая разрешающая способность: Минимальное расстояние между двумя несллошно-
стями. расположенными на акустической оси преобразователя, благодаря которому обеспечивается их
различение.
мертвая зона: Область, прилегающая к контактной и/или донной поверхности, в пределах
которой не регистрируются эхо-сигналы от несплошностей, определяемая минимальным расстоянием
от поверхности ввода до бокового отверстия, если эхо-сигнал от него разделяется с зондирующим им-
пульсом на уровне не менее 6 дБ.
поисковый уровень чувствительности: Уровень чувствительности, устанавливаемый при
поиске несплошностей.
приемник: Преобразователь, работающий в режиме приема ультразвуковых волн.
притирка пьезоэлектрического преобразователя: Придание поверхности излучения пье-
зоэлектрического преобразователя формы поверхности ввода объекта контроля.
структурные помехи при ультразвуковом контроле: Явление возникновения на экране
дефектоскопа в зоне, выделенной стробом, трех импульсов и более, быстро изменяющих амплитуду и
местоположение (отсутствие огибающей) в процессе перемещения пьезоэлектрического преобразова-
теля на расстояние от 2 до 3 мм вдоль поверхности объекта контроля.
схема прозвучивания: Схема или описание применяемых методов ультразвукового контроля,
поверхностей ввода, типов преобразователей, типов и направлений распространения ультразвуковых волн.
теневой метод: Метод ультразвукового контроля, который основан на анализе вызываемого
несплошностями уменьшения сигнала, проходящего от излучателя к приемнику.
угол ввода: Угол между нормалью к поверхности, на которой установлен преобразователь, и
линией, соединяющей центр цилиндрического отражателя с точкой выхода луча при установке преоб-
разователя в положение, при котором амплитуда эхо-сигнала от отражателя наибольшая.
условный размер (протяженность, ширина, высота) дефекта: Размер, указанный в мил-
лиметрах. соответствующий зоне между крайними положениями преобразователя, в пределах которой
фиксируют сигнал от несплошности при заданном уровне чувствительности.
эквивалентная площадь несплошкости: Площадь плоскодонного искусственного отража-
теля. ориентированного перпендикулярно акустической оси преобразователя и расположенного на том
же расстоянии от поверхности ввода, что и несплошность. при которой значения сигнала акустического
прибора от несллошности и отражателя равны.
эхо-метод: Метод ультразвукового контроля, который основан на анализе эхо-сигналов, от-
раженных от несллошностей.
эхо-сквозной метод: Метод ультразвукового контроля, который основан на анализе ампли-
туды акустических импульсов, отраженных от несплошности и одной из поверхностей изделия при уста-
новке излучателя и приемника с разных сторон изделия.
Сокращения
в настоящем стандарте использованы следующие сокращения:АЭУ — атомные энергетические установки;КО — калибровочный образец:НО — настроечный образец;НК — неразрушающий контроль;ОК — объект контроля;ПЭП — пьезоэлектрический преобразователь;PC — раздельно-совмещенный;ТКК — технологическая карта контроля:УЗК — ультразвуковой контроль;УЗ — ультразвук (ультразвуковой).
Общие положения
Настоящий стандарт устанавливает методы проведения УЗК основных материалов (полуфа-
брикатов) для выявления несплошностей типа трещин, раковин, рыхлот. флокенов. расслоений, неме-
таллических включений и других несплошностей, вызывающих появление эхо-сигналов с амплитудой
более значения, называемого контрольным уровнем, или уменьшение прошедшего сигнала до значе-
ния менее контрольного уровня.
Настоящий стандарт не регламентирует методики определения реальных размеров, типа и
формы выявленных несплошностей.
При УЗК не обеспечивается выявление несплошностей:
амплитуда эхо-сигнала от которых превышает эхо-сигнал от структурных помех менее чем на 6 дБ:
уменьшение которыми прошедшего сигнала менее чем на 6 дБ отличается от уменьшения сиг-
нала. вызываемого изменением затухания;
вблизи поверхностей ввода и отражающих поверхностей (при УЗК эхо-методом).
В соответствии с настоящим стандартом должны быть определены следующие характеристи-
ки несплошностей:
эквивалентная площадь (эквивалентный диаметр);
условная протяженность:
разделение на протяженные и непротяженные;
условная высота несплошностей (при УЗК наклонным преобразователем);
расстояние между несплошностями:
количество несллошностей в заданном объеме или на заданном участке поверхности;
другие показатели, доступные определению при УЗК, установленные документами по стандар-
тизации.
Необходимость проведения и объем УЗК. типы и размеры несплошностей. подлежащих обна-
ружению. должны быть установлены в документах по стандартизации или в конструкторской докумен-
тации на ОК.
Для каждого вида ОК должны быть составлены ТКК. которыми должен руководствоваться спе-
циалист НК и которые должны быть составлены на основании требований настоящего стандарта, дей-
ствующих документов по стандартизации и данных об ОК.
ТКК должна содержать.
наименование организации-разработчика;
- наименование ОК;
эскиз ОК;
обозначение чертежа ОК:
наименование (марка) материала ОК:
схему прозвучивания:
схему сканирования;
наименование средств контроля;
способ настройки чувствительности;
характеристики уровней чувствительности;
наименование НО и КО:
параметры несплошиостей, подлежащие определению;
ссылку на методическую документацию, е соответствии с которой проводят контроль;
нормы оценки качества;
фамилию, инициалы, сведения о сертификате (аттестационном удостоверении) и подпись раз*
работника ТКК;
фамилию, инициалы и подпись лица, утвердившего ТКК.
ТКК может дополняться другими сведениями, предусмотренными на предприятии.
Средства механизации и автоматизации УЗК с автоматической фиксацией результатов кон*
треля (дефектоскопические установки) следует применять при реализации с их помощью методов про*
ведения УЗК. установленных настоящим стандартом.
При выполнении УЗК с применением средств механизации и автоматизации необходимо раз*
работать инструкцию по контролю, в которой должны быть указаны:
требования к кривизне, овальности и состоянию поверхности ОК;
объем и периодичность определения параметров средств механизации и автоматизации УЗК;
порядок регистрации и оформления результатов УЗК.
Объем УЗК определяют полнотой проверки металла каждого ОК. Объем УЗК является пол*
ным. если весь металл ОК подвергают УЗК по заданной в 7.3.4 (с учетом 7.3.5) схеме прозвучивания.
Объем УЗК выражается в процентах от общей длины, или площади, или объема ОК. либо в штучном
отношении количества ОК ко всей партии (также в процентах).
УЗК необходимо проводить после исправления дефектов, обнаруженных при визуальном и
измерительном контроле, а также после капиллярного и магнитопорошкового контроля, если послед*
ние предусмотрены технологической документацией.
УЗК необходимо проводить при температуре окружающего воздуха и поверхности ОК от
5 до 40 °С. Для обеспечения указанного требования допускается применение тепляков и подогрев ме-
талла. Допускается проведение УЗК при температурах, отличающихся от указанных при обеспечении
чувствительности заданного уровня, в течение всего времени УЗК.
Приемо-сдаточный УЗК (УЗК готовой продукции) необходимо проводить после термической
обработки изделий, если она предусмотрена технологической документацией. Если ОК перед термиче-
ской обработкой проходит механическую обработку, не обеспечивающую его прозвучивание в полном
объеме, то УЗК проводят дважды: до механической и термической обработки в полном объеме и после
термической обработки в объеме, допускаемом конфигурацией ОК.
Проведение ручного УЗК в ночную смену в период с 0 до 6 ч не допускается.
При невозможности из-за конструктивных особенностей ОК провести НК в соответствии с
требованиями настоящего стандарта или использования новых методических решений должна быть
применена методика контроля, удовлетворяющая требованиям ГОСТ Р 50.04.07.
Операции УЗК
При УЗК следует применять следующие схемы прозвучивания:а) продольными волнами с углом ввода 0s (прямым ПЭП) (см. рисунок 1а);б) поперечными волнами с углом ввода более третьего критического угла (33.5е) (см. рисунок 16) (1);в) головными волнами (см. рисунок 1в);г) поперечными волнами методом тандем, или корневой тандем, или тандем с трансформациейтипа волны (см. рисунок 1г);д) поверхностными волнами (Рэлея) (см. рисунок 1д);е) нормальными волнами (Лэмба) (см. рисунок 1 е);ж) поперечными волками с углом ввода более третьего критического угла двумя УЗ-пучками содинаковыми и/или различными углами ввода (см. рисунок 1ж);и) продольными волнами с углом ввода более 10* (с одновременным возбуждением поперечныхволн с углом ввода менее третьего критического угла) (см. рисунок 1 и);к) дифракционно-временным способом прозвучивания (TOFD) (см. рисунок 1 к);л) продольными и/или поперечными волнами со сканированием луча [метод антенных (фазиро-ванных) решеток] (см. рисунок 1л);м) дельта-методом продольными и/или поперечными волнами (см. рисунок 1м);н) тандем-дуэт или СТРЭДЛ-метод (см. рисунок 1н). 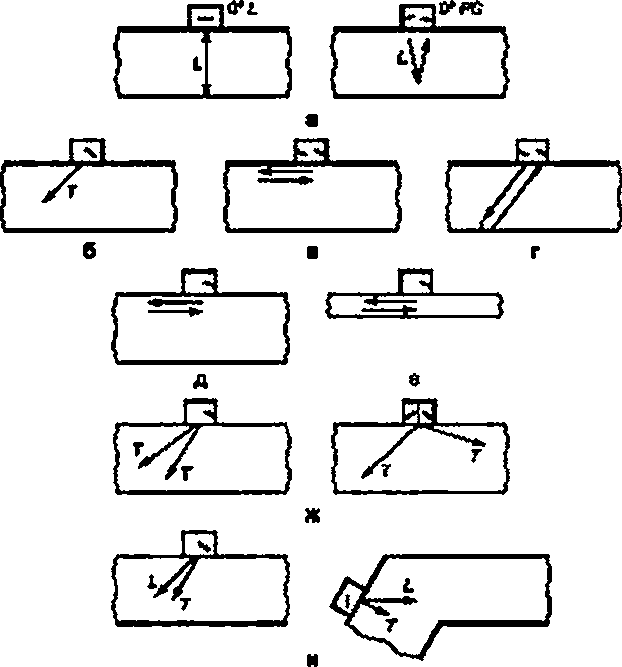
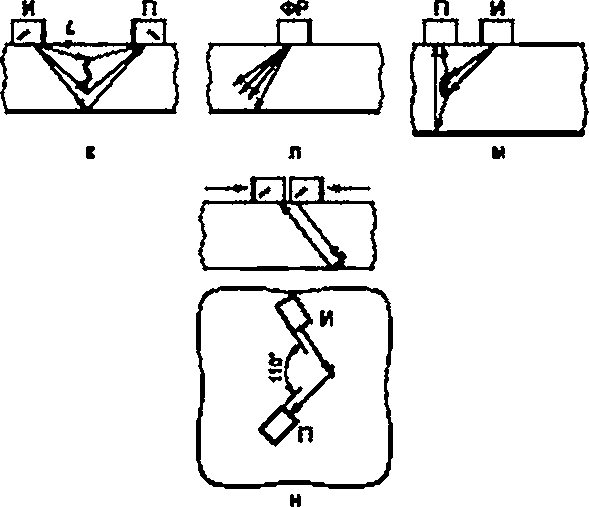
Рисунок 1 — Операции прозвучивания
Методы УЗК
У
И.П
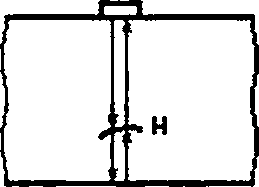
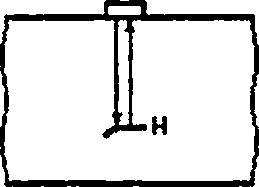  ЗК проводят следующими методами: эхо-импульсным, теневым, зеркально-теневым и ЗК проводят следующими методами: эхо-импульсным, теневым, зеркально-теневым и
эхо-сквозным, в контактном, щелевом или иммерсионном вариантах в зависимости от типоразмеров
ОК (см. рисунок 2). а также их сочетаниями, реализуемыми вариантами методов, схемами прозвучива-
ния. регламентированными настоящим стандартом.
Э
И.П
 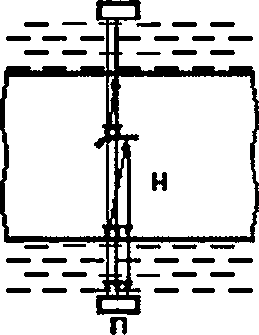 жнмгпк Теневой шгед жнмгпк Теневой шгед
Зершыо'тммоя мел» Эхо-ашямое метод
И — иапучатеп». П — приемник. H — несплошиость
Рисунок 2 — Методы УЗК продольными волнами
Схема лроэвучивания должна быть выбрана таким образом, чтобы обеспечить УЗК макси-
мально возможного объема ОК. В частности, для уменьшения мертвой зоны применяют PC ПЭП.
Для эхо-метода амплитуду эхо-сигнала, соответствующего контрольному уровню чувстви-
тельности. задают с помощью искусственных отражателей, формы и размеры которых указаны в ТКК.
Для эхо-сквозного метода амплитуда эхо-сквозного сигнала, соответствующего контроль-
ному уровню чувствительности, задается в децибелах от уровня сквозного сигнала на участке ОК. не
содержащем несллошностей.
Для теневого и зеркально-теневого методов ослабление сквозного или донного сигнала, со-
ответствующее контрольному уровню чувствительности, задается в децибелах или процентах от уров-
ня сквозного или донного сигнала на участке изделия, не содержащем несллошностей. При совмещен-
ном УЗК эхо- и зеркально-теневым методами контрольный уровень последнего допускается задавать
по соотношению с контрольным уровнем эхо-метода.
Для повышения вероятности обнаружения несллошностей в ОК. превосходящих контроль-
ный уровень, ручной УЗК необходимо проводить на поисковом уровне чувствительности, который от-
личается от контрольного уровня не менее чем на 6 дБ в сторону, соответствующую повышению чув-
ствительности
.
Требования к проведению ультразвукового контроля
Требования к объектам ультразвукового контроля
Перед проведением УЗК поверхность ОК в зоне сканирования ПЭП должна быть очищена от
пыли, грязи, окалины, неровностей, краски, масляных пятен, брызг от расплавленного металла и других
загрязнений.
Для проведения ручного УЗК поверхность ввода должна быть обработана до шероховатости
Ra не более 6.3 мкм, волнистость (отношение максимальной стрелы прогиба к периоду волнистости)
поверхности ввода — не более 15 мкм. Допускается проведение УЗК по поверхности с большей шеро-
ховатостью или по необработанной поверхности проката при условии достижения заданной чувстви-
тельности (контрольного уровня) и стабильности акустического контакта.
Донные поверхности ОК. параллельные или концентричные поверхности ввода, должны
иметь параметры шероховатости Ra не более 40 мкм. если они доступны механической обработке.
Пригодность поверхности для УЗК прямым ПЭП необходимо проверять по стабильности
амплитуды донного сигнала. При перемещении ПЭП изменение амплитуды допускается в пределах
±2 дБ.
ОК должен иметь припуск не меньший, чем величина мертвой зоны применяемой аппара-
туры.
Для удобства ручного УЗК крупногабаритных ОК поверхность ввода следует размечать на
участки с помощью быстросохнущей краски или маркера.
Требования к средствам ультразвукового контроля
При проведении УЗК следует использовать:
ультразвуковые дефектоскопы с ПЭП и кабелями:
калибровочные и настроечные образцы;
средства механизации и автоматизации УЗК с автоматической фиксацией результатов контроля;
вспомогательные устройства, приспособления (согласующие прокладки, опоры и т. п.) и мате-
риалы.
Средства УЗК должны удовлетворять требованиям соответствующих документов нацио-
нальной системы стандартизации.
Дефектоскоп должен иметь аттенюатор с ценой деления не более 2 дБ и диапазоном не
менее 80 дБ.
Рабочую частоту УЗ следует выбирать 0.5 МГц и выше в зависимости от толщины ОК и за-
тухания в нем УЗ. При этом частота должна быть такой, чтобы половина длины волны УЗ была менее
линейных размеров отражающей поверхности искусственного отражателя, подлежащего фиксации.
При выборе частоты ПЭП для проведения УЗК ОК цилиндрической формы в направлении, перпенди-
кулярном образующей (хордовое прозвучивание). необходимо учитывать эквивалентную толщину ОК.
рассчитанную согласно 7.1.22. Коэффициент затухания ультразвука в ОК следует определять в соот-
ветствии с приложением А.
УЗК следует проводить с помощью прямых совмещенных, прямых PC и наклонных ПЭП с
углом ввода от 35е до 70°. При возможности выбора предпочтителен угол ввода 45е.
Для УЗК допускается применять также угловые призмы-насадки к прямым ПЭП с углами
скоса от 3* до 15е.
УЗК ОК из нелегированной стали, не прошедших высокотемпературную термообработку,
толщиной 200 мм и более следует проводить на частоте от 1.8 до 2,5 МГц или менее. УЗКОК, прошед-
ших термообработку или имеющих меньшую толщину, следует проводить на частоте от 2.5 до 5 МГц и
более.
УЗК следует проводить на частоте от 1 до 2.5 МГц или менее.
При УЗК цилиндрических ОК с радиусом кривизны Яок менее 250 мм по выпуклым поверх-
ностям для обеспечения стабильного акустического контакта и требуемой чувствительности следует
проводить притирание поверхности ПЭП (призмы) или применять согласующие прокладки или опоры,
фиксирующие положение ПЭП (см. рисунок Б.2 приложения Б ГОСТ Р 50.05.02—2018).
При УЗК цилиндрических ОК по вогнутой поверхности ввода размер ПЭП D, мм. в направ-
лении кривизны поверхности выбирают таким образом, чтобы набег фазы лучей в центре и на краю
ПЭП не превышал длины волны УЗ л. мм. в ОК и удовлетворял условию
(02/4*ок)<л/(Сл/Ск)-1.где R0K — радиус кривизны ОК. мм:Сп и Ск — скорость УЗ в ОК и контактной среде.Для сред «вода — сталь» — D^IR0K < 1.35 а.Для сред «масло — сталь» — |
 Скачать 0.65 Mb.
Скачать 0.65 Mb.