Федеральное агентство по техническому регулированию и метрологии
 Скачать 0.65 Mb. Скачать 0.65 Mb.
|

|
Примечания Если при использовании АРД-диаграмм возникает необходимость в оценке отражателей на глубине, меньшей ближней зоны ПЭП. следует использовать НО. При использовании прямых ПЭП с диаметром гъеэоэпемента не более 12 мм и частотой не менее 2.5 МГц допускается использование АРД-диаграмм при УЗК цилиндрических ОК диаметром 150 мм и более по выпуклой поверхности и диаметром 300 мм и более по вогнутой поверхности. При использовании прямых ПЭП с диаметром пьеэоэлемента 18 и 25 мм и частотой 1.25 МГц допускается использование АРД-диаграмм при УЗК цилиндрических ОК по выпуклой поверхности диаметром 300 мм и более. Чувствительность дефектоскопа следует определять, исходя из заданного контрольного уровня через эквивалентную площадь S0 (или диаметр d0) плоскодонного отверстия. Дефектоскоп сле- дует настраивать таким образом, чтобы обеспечивался требуемый уровень чувствительности во всем объеме металла ОК. Сканирование следует проводить на поисковом уровне Sn, увеличивая чувстви- тельность относительно контрольного уровня на 6 дБ. Средняя квадратическая погрешность настройки чувствительности и оценки эквивалентной площади несплошности не превышает 30 %. Для выравнивания чувствительности по всей толщине ОК на дефектоскопе следует: пользоваться временной регулировкой чувствительности; наносить на экран дефектоскопа линии, показывающие изменение чувствительности с глубиной; выполнять УЗК различных по глубине зон последовательно, с соответствующей корректировкой чувствительности (послойный УЗК). Если при УЗК ОК или его части не удается обеспечить заданный уровень чувствительности, следует понизить частоту следования импульсов или проверить возможность достижения требуемой чувствительности при использовании следующих способов: а) если при максимальном усилении дефектоскопа не удается добиться заданной чувствитель- ности (сигналы в виде помех от неоднородностей металла заготовки отсутствуют), следует применять: другие типы ПЭП и другие частоты (в частности, при УЗК ОК толщиной 100 мм и более приме- нять ПЭП большого диаметра и более низкие частоты, а при УЗК ОК толщиной менее 100 мм — ПЭП меньшего диаметра (ширины). PC ПЭП и более высокие частоты]. схему прозвучивания с двух противоположных поверхностей ОК для сокращения пути УЗ. более чувствительные дефектоскопы; б) если достижению заданной чувствительности препятствует высокий уровень помех от структур- ных неоднородностей металла заготовки, следует: понизить рабочую частоту. применять ПЭП большего диаметра (при УЗК «толстых» ОК) и PC ПЭП (при УЗК «тонких» ОК). уменьшить длительность зондирующего импульса. применять схему прозвучивания с двух противоположных поверхностей ОК для сокращения пути УЗ. применять способы выравнивания чувствительности, предназначенные для устранения струк- турных помех в начале развертки. Если после выполнений указанных действий требуемая чувствительность ло всему ОК не обеспечена, то необходимо выполнять УЗК на максимально возможной чувствительности с ее указани- ем в отчетной документации. При выполнении УЗК ОК цилиндрической формы в направлении, перпендикулярном об- разующей (хордовое прозвучивание) (см. рисунок в), настройку дефектоскопа следует проводить таким образом, чтобы реализовать заданный уровень чувствительности на глубине, равной эквивалентной толщине, вычисленной по следующим формулам: = ooea-|f^ 'Соео+^Я^- Я*>а1п?а}. (4) «».ан - «*<» ’ “*“] <5> где н — эквивалентная толщина при контроле с наружной поверхности; Нэ ен — эквивалентная толщина при контроле с внутренней поверхности; •*н — радиус наружной поверхности; Явп — радиус внутренней поверхности. Для сплошных цилиндров эквивалентную толщину следует вычислять по формуле Ял-2Н(а»сс)а (6) 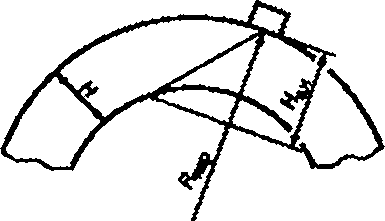 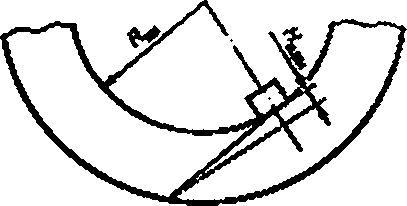 Рисунок 6 — Эквивалентная толщина ОК цилиндрической формы Проведение ультразвукового контроля Поиск несллошностей при ручном УЗК следует проводить построчным сканированием со скоростью не более 150 мм/с с шагом не более 50 % диаметра (ширины) пьезоэлемекта ПЭП. Шаг сканирования может быть уточнен экспериментально с помощью НО по смещению ПЭП до положения, где амплитуда эхо-сигнала уменьшается на 3 дБ относительно ее максимального значения. В случаях, оговоренных в документах ло стандартизации и/или конструкторской документа- ции. следует проводить УЗК по линиям (или точкам пересечения линий) сетки, нанесенной с заданным шагом на поверхность ОК. что должно быть указано в технологической документации. Проведение ультразвукового контроля поковок, сортового проката и отливок УЗК подлежат поковки, сортовой прокат и отливки, имеющие форму: параллелепипеда с размерами каждого из ребер более 8 мм; сплошного цилиндра диаметром более 8 мм: полого цилиндра наружным диаметром более 30 мм с толщиной стенки более 8 мм; сферы наружным диаметром более 100 мм с толщиной стенки более 8 мм; ОК сложной формы, включающей несколько вышеперечисленных простых форм. УЗК ОК простой формы (параллелепипед, цилиндр, шар и т. п.) с размерами менее ука- занных допускается выполнять с помощью вспомогательных устройств и приспособлений. ОК следует представлять на УЗК. когда они имеют наиболее простую форму. УЗК осуществляют эхо-методом, а при использовании прямых совмещенных ПЭП — также зеркально-теневым методом, если конструкция ОК обеспечивает получение донного сигнала. Схема прозвучивания. обеспечивающая наибольшую достоверность обнаружения нвсплош- костей различной формы и ориентации, должна предусматривать прозвучивание каждого элементар- ного объема ОК в трех взаимно перпендикулярных или близких к ним направлениях. Прозвучивание прямым ПЭП в каком-либо направлении может быть заменено прозвучива- кием наклонным ПЭП в направлении, близком к требуемому. Для сокращения мертвой зоны применяют прозвучивание PC ПЭП. высокочастотным ПЭП. УЗК с двух сторон ОК или отраженным лучом. Схемы прозвучивания ОК простой формы приведены в таблице 2. где также показана возмож- ность замены прямого ПЭП раздельно-совмещенным и наклонным (знак «или»}. При этом УЗК наклон- ным ПЭП выполняют в двух противоположных направлениях с разворотом преобразователя на угол 180*. Таблица 2— Направление и способы прозвучивания при УЗК поковок, отливок и сортового проката плоских (плит, брусков, дисков) и цилиндров (валов, колец, обечаек) ОК 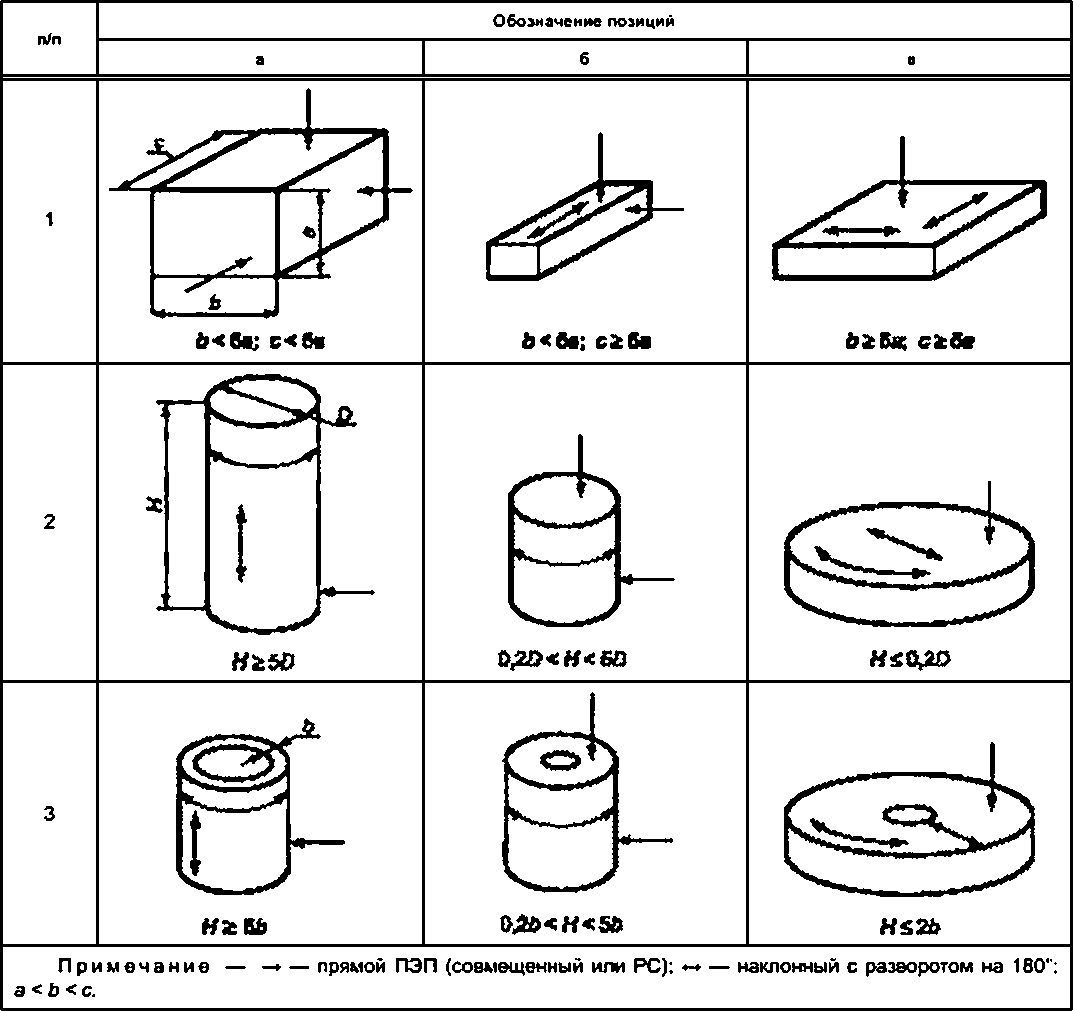 Полые цилиндрические ОК (см. таблицу 2. позиции За и 36) следует прозвучивать по хорде наклонным или прямым преобразователем с насадкой таким образом, чтобы угол ввода обеспечивал прохождение УЗ-пучка продольных или поперечных волн в направлении, близком к касательной к вну- тренней цилиндрической поверхности, или падение на нее под углом (4515)°. ОК сложной формы следует прозвучивать с учетом требований 7.3.6 и таблицы 2. Фиксации подлежат несплошности на участках ОК. в которых наблиздается эхо-сигнал, рав- ный контрольному уровню или более, или на участках, в которых амплитуда донного сигнала равна или менее контрольного уровня или другого уроеня. установленного документами по стандартизации и/или конструкторской документацией на изготовление заготовки. Эквивалентную площадь или эквивалентный диаметр выявленной несплошности следует определять по амплитуде максимального эхо-сигнала как площадь или диаметр плоскодонного отвер- стия. расположенного на той же глубине и дающего ту же максимальную амплитуду эхо-сигнала. Соответствие чувствительности заданному уровню должны определять периодически (не реже чем через каждый час) в процессе УЗК. в перерывах между УЗК и после его окончания. Если уста- новлено. что чувствительность была меньше. УЗК необходимо повторить, начиная с момента опреде- ления последнего положительного соответствия. Координаты обнаруженной несплошности должны определять с учетом направления аку- стической оси и расстояния от точки ввода до несплошности (по инструкции к дефектоскопу). Условную протяженность несплошности следует определять по перемещению ПЭП отно- сительно поверхности ОК и по максимальному расстоянию La между положениями точек ввода, при которых амплитуда эхо-сигнала от несплошности уменьшается на 6 дБ от своего максимального значе- ния или до контрольного уровня. При этом из двух указанных значений необходимо выбрать значение, соответствующее более высокому уровню чувствительности. При контроле по цилиндрической поверхности прямым ПЭП условную протяженность сле- дует определять в двух направлениях: вдоль образующей и перпендикулярно ей. В последнем случае необходимо учесть поправку на кривизну поверхности ввода по формуле <7) где Н — глубина залегания отражателя, мм; R —• радиус кривизны поверхности ввода, мм. Несплошности следует квалифицировать как протяженные, если значения условной про- тяженности для них больше, чем значение условной протяженности L0 для плоскодонного отражателя с эквивалентной площадью, соответствующей определяемому отражателю. Значение L0 определяют по НО или путем расчета. Условную высоту несплошности следует находить с помощью только наклонного ПЭП путем перемещения ПЭП по прямой линии через точку, соответствующую максимуму эхо-сигнала, и определять координаты несплошности в точках, соответствующих уменьшению амплитуды эхо-сигнала на 6 дБ от максимального значения или до контрольного уровня. При этом из двух указанных значений необходимо выбрать значение, соответствующее более высокому уровню чувствительности. Несплошность следует считать развитой по высоте, если разность координат по высоте больше, чем та же разность для плоскодонного отражателя соответствующего эквивалентного диа- метра. Расстояние между несплошкостями необходимо определять как расстояние между грани- цами протяженных и центрами непротяженных несплошностей. Несплошности в количестве двух или более следует учитывать раздельно (разрешаются), если эхо-сигналы от них. наблюдаемые на экране одновременно или последовательно при перемеще- нии преобразователя по поверхности изделия, разделены интервалом (на линии развертки или вдоль линии сканирования), где амплитуда уменьшается на 6 дБ или более относительно меньшего эхо-сиг- нала. Если это условие не выполняется, то несплошности рассматривают как одну. При распространении УЗ-лучей вблизи боковой поверхности заготовки возникает зона не- уверенного УЗК. где определения характеристик отражателей не проводят. Ширина зоны неуверенного УЗК должна быть не менее половины размера ПЭП и определяется наличием влияния отражения от боковой поверхности на эхо-сигнал от отражателя. Проведение ультразвукового контроля труб УЗК подлежат бесшовные монометаллические и биметаллические трубы, используемые для изготовления оборудования, трубопроводов и других элементов АЭУ. диаметром от 8 мм и более с толщиной стенки от 1 до 70 мм и отношением толщины стенки трубки к наружному диаметру не бо- лее 0.2. При УЗК сплошности металла труб должны применять эхо-, теневой и зеркально-теневой методы в соответствии с таблицей 3. УЗК обеспечивает обнаружение несплошностей металла труб (при этом учитывают ограни- чения 5.3): при УЗК эхо-методом — вызывающих эхо-сигнал амплитудой не менее амплитуды эхо-сигнала от искусственного отражателя в НО. заданного документами по стандартизации и/или конструкторской документацией на трубы; при УЗК теневым и зеркально-теневым методами — вызывающих ослабление сквозного или донного сигнала не меньшее, чем ослабление, заданное документами по стандартизации и/или кон- структорской документацией на трубы. УЗК труб следует проводить на частотах от 2.0 до 10 МГц. Для трубе крупной структурой ма- териала и грубой поверхностью разрешается проводить УЗК на частотах от 1.0 до 2.0 МГц при условии обеспечения заданной чувствительности УЗК. Рекомендуемое значение угла ввода ПЭП — 45е. УЗК труб следует проводить на чувствительности, соответствующей контрольному уровню, указанной в документах по стандартизации и/или конструкторской документации на трубы, б случае от- сутствия в документах по стандартизации и/или конструкторской документации на трубы браковочного уровня, контрольный уровень принимается как браковочный. Настройку средств контроля на контрольный уровень чувствительности необходимо прово- дить с использованием НО. НО труб должны соответствовать положениям, изложенным в документах национальной си- стемы стандартизации, устанавливающих требования к средствам УЗК. Основным типом искусственного отражателя в НО являются отражатели, предусмотренные документами по стандартизации и/или конструкторской документацией на трубы. Отражатели выпол- няются в виде рисок, зарубок, вертикальных и боковых сверлений, а также отверстий с плоским дном, перпендикулярным направлению акустической оси УЗ-пучка. УЗК труб диаметром менее 50 мм при их серийном производстве следует выполнять с по- мощью средств механизации и автоматизации УЗК (дефектоскопических установок). При УЗК труб с применением средств механизации и автоматизации технологию прове- дения УЗК и настройку чувствительности выбирают таким образом, чтобы амплитуда эхо-сигналов от искусственных отражателей на внутренней и наружной поверхностях трубы отличалась не более чем на 3 дБ. Настройка чувствительности при УЗК с применением средств механизации и автоматиза- ции закончена, если в установившемся режиме работы при не менее чем пятикратном пропускании че- рез средства механизации и автоматизации НО происходит стопроцентная регистрация искусственного отражателя. Перед каждым пропусканием НО должен поворачиваться на 60е относительно предыду- щего положения. УЗК монометаллических труб Допускается применение схем прозвучивания. отличных от приведенных в таблице 3. при условии сохранения направления УЗ-волн и обеспечения обнаружения заданных искусственных отра- жателей, определяющих контрольный уровень. УЗК на несллошности. ориентированные по окружности трубы и имитируемые отверсти- ем с плоским дном, просверленным вдоль радиуса трубы с ее внутренней поверхности, следует про- водить для труб с толщиной стенки 8 мм и более УЗ-волнами, распространяющимися в радиальном направлении (см. таблицу 3. схемы 3.4 и 7). При отсутствии в документах по стандартизации и/или конструкторской документации на трубы указаний по схеме прозвучивания УЗК следует выполнять по схеме 1. приведенной в таблице 3. а для труб с толщиной стенки 8 мм и более — по схеме 3 прямым или PC ПЭП. УЗК наклонными ПЭП необходимо проводить в двух противоположных направлениях.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||