Федеральное агентство по техническому регулированию и метрологии
 Скачать 0.65 Mb. Скачать 0.65 Mb.
|

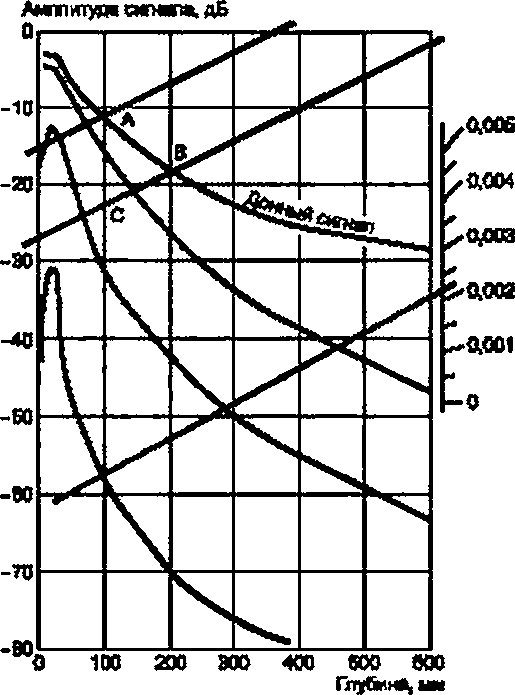
AvУЗК биметаллических труб УЗК основного металла трубы до нанесений плакирующего слоя следует проводить как УЗК монометаллической трубы, если технология производства допускает такой УЗК. 8 этом случае после нанесения плакирующего слоя необходимо выполнять УЗК биметаллической трубы только на кесплошности типа расслоений на границе и/или внутри плакировки по схемам 3 и 4. приведенным в таблице 3. с учетом требований 7.4.14.2. УЗК биметаллической трубы следует проводить по той же методике, что и УЗК мономе* таллической трубы, если уровень структурных помех от плакирующего слоя и его границы с основным металлом не препятствуют УЗК при заданном контрольном уровне с учетом ограничений, отмеченных в 5.3. УЗК биметаллической трубы, в которой уровень структурных помех от плакирующего слоя составляет 6 дБ или более от донного сигнала, необходимо проводить только на несллошности ос- новного металла по схемам 1. 2 и 3, приведенным в таблице 3. прямым лучом (то есть без отражения луча от внутренней поверхности). Настройку следует выполнять по участку трубы без отражателей, со снятым плакирующим слоем. При невыполнимости условий, изложенных в 7.4.14.2 и 7.4.14.3. допустимо выполнять УЗК на максимально возможной чувствительности с указанием в отчетной документации. 7.5 Проведение ультразвукового контроля листов и штампованных заготовок из листа УЗК подлежат монометаллические и плакированные листы толщиной от 5 мм и более, а также штампованные заготовки из этих листов (далее — штамповки) с радиусом кривизны более 50 мм. УЗК листов и штамповок проводят с использованием эхо-, теневого, эхо-сквозного и зер- кально-теневого методов или их сочетаний, а УЗ-колебания в ОК возбуждают контактным, щелевым, иммерсионным или бесконтактным способом. При УЗК теневым, эхо-сквозным и зеркально-теневым методами изменение амплитуды сквозного или донного сигналов на участке без отражателей должно быть как минимум в два раза ме- нее изменения амплитуды, задаваемой контрольным уровнем. УЗК штамповок эхо- и зеркально-теневым методами следует осуществлять по плоским и вы- пуклым поверхностям. При радиусе кривизны 500 мм и более допускается проводить УЗК по вогнутой поверхности. 8 зависимости от требований документов по стандартизации и/или конструкторской доку- ментации листы и штамповки необходимо подвергать: сплошному УЗК всего металла с направлением УЗ-колебаний по нормали к плоскости листа и в четырех взаимно перпендикулярных направлениях под углом от 40* до 52* к нормали с использованием поперечных волн: предпочтителен угол ввода 45е; сплошному УЗК всего металла с направлением УЗ по нормали к его плоскости: УЗК вдоль линий с расстоянием между ними не более 100 мм с направлением УЗ перпендику- лярно поверхности листа; УЗК в точках пересечения прямоугольной сетки с размером ячеек не более 100 ж 100 мм. При УЗК металла вдоль линий или в точках пересечения прямоугольной сетки следует про- водить сплошной УЗК кромок листа под сварку и тех зон. где обнаружены отражатели. Ширину кромки следует принимать не менее 3Н (где Н — толщина листа), но не менее 50 мм. Если в документах по стандартизации и/или конструкторской документации отсутствуют ука- зания по объему проведения УЗК. листы и штамповки подвергаются сплошному УЗК всего металла в соответствии с требованиями технических условий с направлением УЗ по нормали к плоскости листа. 7.6 Анализ результатов Нормы допустимых несплошностей по результатам УЗК указывают в документах по стандар- тизации в области использования атомной энергии и/или конструкторской документации. При этом ис- пользуются характеристики несплошностей. доступные количественному определению и регистрации при УЗК. При оценке несплошностей металла необходимо указывать фиксируемую и допустимую эк- вивалентную площадь (эквивалентный диаметр), допустимость протяженных несплошностей. допусти- мые условные размеры, количество несплошностей с учетом их координат. Допустимые значения по количеству, эквивалентной площади и расстоянию между одиноч- ными проекциями несплошностей в отливках приведены в нормативных документах, устанавливающих правила и нормы оценки качества стальных отливок для АЭУ. При оценке несплошностей. выявленных при УЗК труб с применением средств механизации и автоматизации, для эхо-метода следует указывать размеры искусственных отражателей, амплитуды сигнала от которых не должны превосходить эхо-сигналы от несплошностей. для теневого метода — допустимое уменьшение сквозного сигнала. При ручном УЗК эхо-методом допускается указывать ха- рактеристики несплошностей. отмеченные в 7.6.2. При оценке несплошностей. выявленных при УЗК листов и штамповок с применением средств механизации и автоматизации, в нормах для эхо-метода и эхо-сквозного метода следует ука- зывать фиксируемую и допустимую эквивалентную площадь несплошности или допустимую амплитуду эхо-сигнала по отношению к сквозному или донному сигналу, а для теневого или зеркально-теневого метода — фиксируемое ослабление сквозного или донного сигнала. Для всех способов следует ука- зывать допустимый максимальный условный размер несплошности. определяемый на контрольном уровне чувствительности. При ручном УЗК эхо-методом также могут указываться характеристики не- сплошностей, приведенные в 7.6.2. При оценке качества допускается также использование других количественных характери- стик несплошностей. помимо указанных в 7.6.2—7.6.4. Для них должны быть указаны способы количе- ственного определения и предельно-допустимые значения. Учетная и отчетная документация Требования к учетной документации Требования к учетной документации (журналам) по НК изложены в федеральных нормах и правилах в области использования атомной энергии, устанавливающих правила контроля металла оборудования и трубопроводов АЭУ при изготовлении и монтаже, и в правилах контроля основного металла, сварных соединений и наплавленных поверхностей при эксплуатации оборудования, трубо- проводов и других элементов атомных станций. Журнал результатов контроля должен иметь сквозную нумерацию страниц, быть сброшюро- ван и скреплен подписью руководителя службы НК. Все исправления и изменения в журнале должны быть заверены подписью руководителя службы НК с указанием даты их внесения. В журнал допускается вносить дополнительные данные. Сокращенная форма описания несплошности приведена в приложении М ГОСТ Р 50.05.02— 2018. Требования к отчетной документации На основании учетной документации должна быть оформлена отчетная документация в виде заключения (протокола). Требования к отчетной документации, требования к форме и содержанию заключения (про- токола) по НК изложены в федеральных нормах и правилах в области использования атомной энергии, устанавливающих правила контроля металла оборудования и трубопроводов АЭУ при изготовлении и монтаже, и в правилах контроля основного металла, сварных соединений и наплавленных поверхно- стей при эксплуатации оборудования, трубопроводов и других элементов атомных станций. В заключение (протокол) допускается вносить дополнительные данные. Требования к метрологическому обеспечению Объектами метрологического обеспечения УЗК являются: • средства измерений (УЗ-дефектоскопы, ПЭП. образуемые ими измерительные каналы и системы): выполняющие роль эталонов меры, аттестованные объекты (контрольные и настроечные об- разцы); программное обеспечение с измерительными функциями: методики (методы) измерений. Метрологическое обеспечение УЗК должно соответствовать требованиям ГОСТ Р 50.05.16. Требования безопасности УЗ-дефектоскопы являются переносными электроприемниками. поэтому при их эксплуата- ции должны быть выполнены требования безопасности и производственной санитарии в соответствии с {2]. Организация лаборатории неразрушающих методов контроля должна соответствовать тре- бованиям [3]. Перед допуском к проведению УЗК все лица, участвующие в его выполнении, должны про- ходить соответствующий инструктаж по охране труда с регистрацией в журнале. Инструктаж следует проводить периодически в сроки, установленные приказом по предпри- ятию (организации). В случае выполнения УЗК на высоте, в стесненных условиях, а также внутри сосудов кон- тролеры и обслуживающий персонал должны проходить дополнительный инструктаж по охране труда согласно положению, действующему на предприятии (организации). Контролеры, участвующие в выполнении УЗК. должны знать и выполнять общие требования по охране труда, установленные для работников цехов и участков, в которых проводят УЗК. Мероприятия по пожарной безопасности осуществляют в соответствии с требованиями (4). Контролеры должны быть обеспечены специальной одеждой, не стесняющей движения, и касками при необходимости. При проведении УЗК вблизи мест выполнения сварочных работ рабочее место контролера должно быть ограждено светозащитными экранами. Требования к защите от вредного воздействия постоянных магнитных полей должны соот- ветствовать требованиям [5].Приложение А (обязательное) Методика определения коэффициента затухания ультразвука А.1 Общие требования Определение коэффициента затухания в металле ОК следует проводить 8 зоне, свободной от месплош- ностей. Поверхность ОК должна быть разграничена на участки, в которых первый донный сигнал изменяется не более чем на 4 дБ. Определение амплитуды донного сигнала на каждом участхе следует проводить не менее пяти раз и вычислять среднюю арифметическую величину амплитуды донного сигнала. В месте выполнения исследова- ний поверхность ввода должна иметь параметр шероховатости Rg 2.5 мкм. донная — Ra 10 мкм. А.2 Определение коэффициента затухания продольных волн А.2.1 Следует установить ПЭП на участок ОК с плоскими параллельными поверхностями таким образом, чтобы получить два донных сигнала, причем первый донный сигнал должен иметь возможно большую амплитуду. Необходимо определить в децибелах амплитуду второго донного сигнала А2. А.2.2 Не меняя положения ПЭЛ, к донной поверхности ОК необходимо прижать второй, не присоединенный к дефектоскопу (балластный) ПЭП. идентичный присоединенному к дефектоскопу. Меняя положение и степень прижатия балластного ПЭП. следует добиться наибольшего ослабления первого донного сигнала. Следует опре- делить его амплитуду А, в децибелах. А.2.3 Необходимо вычислить коэффициент затухания по формуле <А” где г— толщина изделия, мм; <р(г) — амплитуда донного сигнала. дБ: <р{2г) — амплитуда второго донного сигнала (для удвоенной толщины). дБ. <р(г) и <р(2г) определяют по АРД-диаграмме с коэффициентом затухания 8 * 0. Если г равно или более грех ближних эон преобразователя, то <р(2г) - <р(г) = 6 дБ. Если ветчина в квадратных скобках менее 2 дБ. то затухание считается пренебрежимо малым и при контроле не учитывается. Пример — Толщина изделия г = 100 мм. Используют ПЭП на частоту 2,5 МГц с диаметром пьезоэ- лемента О = 12 мм. Амплитуда второго донного сигнала Аг = 37 дБ. Амплитуда первого донного сигнала после нагрузки балластным ПЭП А, = 27 дБ. Значения ф(г) и <р(2г) по АРД-диаграмме равны минус 12,5 дБ и минус 18,5 дБ. Поскольку длину ближней зоны ПЭП г6 вычисляют по формуле 1 (А.2) *4 и величина rfre = 100/15.4 > 3. тофДО Номограммой следует пользоваться следующим образом: определяют ДА. дБ. и толщину г. Находят точку пересечения вертикальной линии с соответствующим значением т и наклонной линии с соответствующим значе- нием ДА. Проводят горизонтальную линию до пересечения с осью ординат и фиксируют значение координаты затухания. 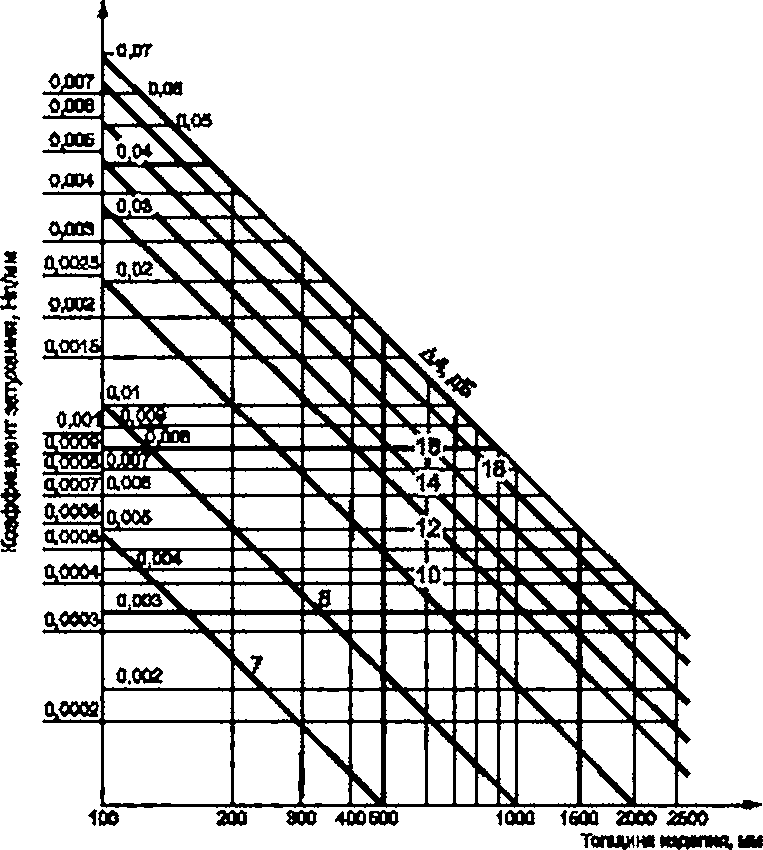 Рисунок А.2 — Номограмма для определения коэффициента затухания Пример — Величина А2 -^i = 14 дБ. Толщина изделия г = 500 мм. Построение, показанное толсты- ми линиями, дает 6 = 0.0009 Нп/мм (0.008 дБ/мм). А.З Определение коэффициента затухания поперечных волн А.3.1 Определение коэффициента затухания следует проводить путем сопоставления максимальных ам- плитуд сигналов, полученных при отражении от прямоугогьного края плоскопараллельното изделия или образца (см. рисунок А.Э). Необходимо использовать ПЭП с углами ввода от 45’ до 52*. 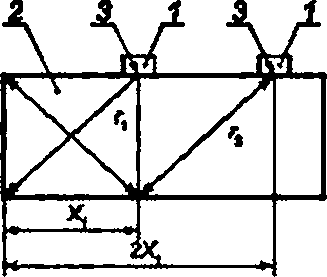 1 — ПЭЛ; 2 — изделие. 3 — точка ввода Рисунок А.З — Определение коэффициента затухания совмещенным наклонным преобразователем 24При определении коэффициента затухания необходимо получить максимальные значения амплитуды А, при отражении прямым лучом и определить расстояние X, точки ввода ПЭП от края ОК. Далее следует сместить ПЭП в точку 2XV При этом расстоянии следует определить амплитуду эхо-сигнала А%. соответствующего однократ- но отраженному пучу, и разность А2 - А, = ДА. По номограмме (см. рисунок А.2) следует определить коэффициент затухания. В этом случае вместо толщины необходимо использовать расстояние по лучу г,. При определении ко- эффициента затухания обязательно соблюдение условия г, 2 Зг6. А.3.2 Если не имеется возможности получить отражение от двугранного угла. как. например, при УЗК рото- ров. го определение коэффициента затухания производят в соответствии с тем. как показано на рисунке А.4. Не- обходимо использовать ПЭП с углом ввода 45*. Дефектоскоп следует включить по раздельной схеме. Излучатель и приемник следует расположить на расстоянии гг а затем увеличить его до расстояния г2 = гу Затем необходимо определить соответствующие амплитуды сигналов А, и А^ и нейти разность А^ - А, = ДА. дБ. коэффициент затуха- ния по номограмме, приведенной на рисунке А.2. и полученный результат умножить на 2. так как это определение коэффициента затухания выполнено по методу прохождения, а номограмма построена для эхо-метода. 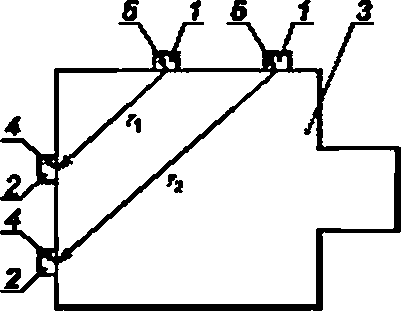 |