Сварка. готоовый (копия). Наладка оборудования
 Скачать 443.16 Kb. Скачать 443.16 Kb.
|

| ||||||||||||||||||||||||||||||||||||||||||||
| Технические характеристики | |
| Тип устройства | сварочный инвертор |
| Типы сварки | ручная дуговая сварка (MMA), полуавтоматическая сварка (MIG/MAG), аргонодуговая сварка (TIG) |
| Сварочный ток (MMA) | 15-200 А |
| Сварочный ток (MIG/MAG) | 15-200 А |
| Сварочный ток (TIG) | 15-200 А |
| Напряжение на входе | 187-242 В |
| Количество фаз питания | 1 |
| Тип выходного тока Рабочее напряжение | постоянный 14-28 В |
| Мощность | 9.60 кВ·А |
| Продолжительность включения при максимальном токе | 40 % |
| Макс. сварочный ток при непрерывной работе | 140 А |
| Диаметр электрода | 1.60-5 мм |
| Диаметр проволоки | 0.60-1 мм |
| Скорость подачи проволоки | 1-12 м/мин |
| Расположение катушки | внутреннее |
| Дополнительные характеристики | |
| Антиприлипание | есть |
| Горячий старт | есть |
| Форсаж дуги | есть |
| Температурный диапазон работы | от -20 до 40 °C |
| Габариты, ДхШхВ | 445х245х335 мм |
2.2. Устройство и органы управления полуавтомата Форсаж 200ПА.
Для описания органов управления аппарата Форсаж200ПА, мне пришлось изучить паспорт и документацию данного аппарата.
Общий вид аппарата приведен на рисунке 1.
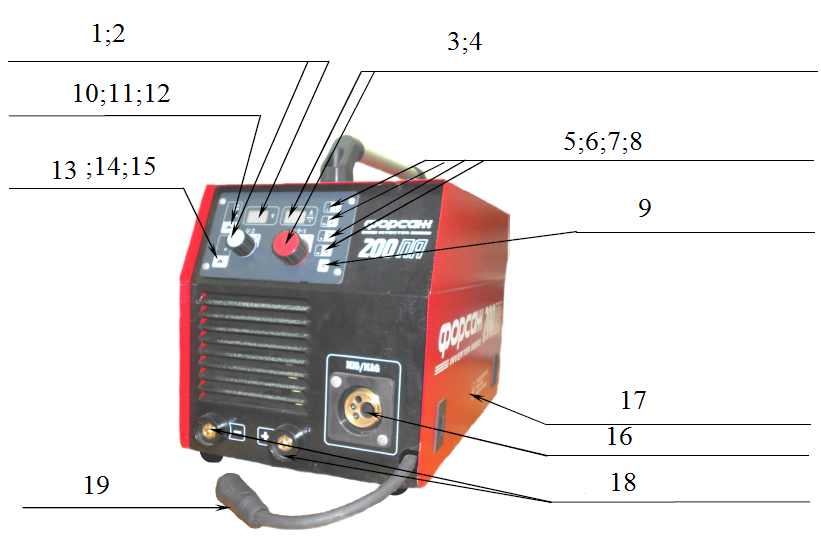
Конструктивно аппарат выполнен в виде переносного устройства.
На передней панели расположены:
1- регулятор «U /
кнопкой продува шланга подачи защитного газа перед началом работы (в режиме MMA регулятор и
кнопка неактивны);
2 - цифровой индикатор «V» контроля выходного напряжения источника сварочного тока и
поясняющей информации режимов работы аппарата;
3 - регулятор «I /
совмещенной кнопкой для включения мотора-редуктора при заправке сварочной проволоки перед
началом работы со скоростью, установленной регулятором (в режиме MMA кнопка неактивна)
выходного сварочного тока в режиме ММА, а также значений tпр, tр, tпс и L в режиме MIG/MAG;
4 - цифровой индикатор «А / m/min / s» контроля скорости движения проволоки, сварочного тока,
значений параметров tпр, tр, tпс и L, поясняющей информации режимов работы аппарата;
5 - кнопка, совмещенная с индикатором «1/L» записи/загрузки программы №1; дополнительно
обеспечивает возможность изменения значения скорости нарастания выходного тока («виртуальный
дроссель» L) в диапазоне от 60 до 180 А/мс (в режиме MMA кнопка неактивна);
6 - кнопка, совмещенная с индикатором «2/tпр» записи/загрузки программы №2; дополнительно
обеспечивает возможность изменения значения времени подачи защитного газа перед началом процесса
сварки («предгаз») tпр в диапазоне от 0 до 5 с (в режиме MMA кнопка неактивна);
7 - кнопка, совмещенная с индикатором «3/tp» записи/загрузки программы №3; дополнительно
обеспечивает возможность изменения значения времени заварки кратера («растяжка дуги») tр в диапазоне от 0 до 0,5 с (в режиме MMA кнопка неактивна);
8 - кнопка, совмещенная с индикатором «4/tпс» записи/загрузки программы №4; дополнительно
обеспечивает возможность изменения значения времени подачи защитного газа после завершения
процесса сварки («постгаз») tпс в диапазоне от 0 до 10 с (в режиме MMA кнопка неактивна);
9 - кнопка « # » записи программы в память микроконтроллера аппарата и включения индикации
выходного напряжения и сварочного тока, измеренных за 2 с, не более, до окончания сварки;
10 - кнопка « ▲ » переключения режима работы аппарата «MIG/MAG / MMA»;
11 - индикатор включения режима «MIG/MAG»;
12 - индикатор включения режима «MMA»;
13 - кнопка « ▲ » переключения режима управления работой аппарата с кнопки на сварочной
горелке в режиме MIG/MAG - «2Т / 4Т»;
14 - индикатор включения двухтактного режима управления работой аппарата «2Т»;
15 - индикатор включения четырехтактного режима управления работой аппарата «4Т»;
16 - выходная розетка «MIG/MAG» для присоединения сварочной горелки;
17 - крышка люка системы подачи проволоки и держателя катушки;
18 - Разъемы для подключения электрододержателя и зажима;
19 - Разъем для смены полярности выходного напряжения.
В нижней части передней панели расположены соединители «+» «-» (с обозначением полярности выходного напряжения) для присоединения выходных сварочных кабелей, а также разъема для смены полярности выходного напряжения.
На задней панели аппарата размещены:
1 - выключатель «СЕТЬ» отключения сети и сетевой шнур;
2 - втулка «ГАЗ» для подключения шланга подачи защитного газа;
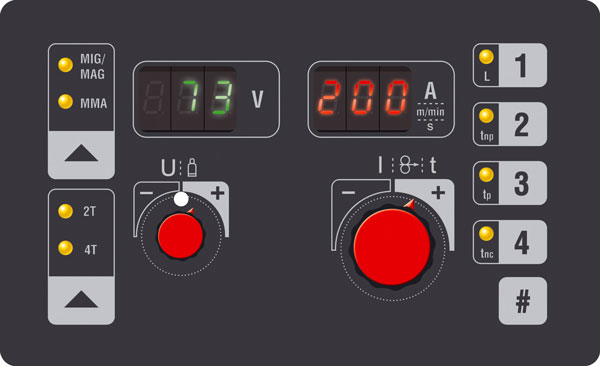
Лицевая панель сварочного полуавтомата ФОРСАЖ-200ПА
За правой откидной стенкой расположены:
1 - держатель катушки сварочной проволоки со стопорной гайкой, обеспечивающей
притормаживание катушки;
2 - двухроликовая система подачи сварочной проволоки с МР;
3 - разъем для смены полярности выходного напряжения.
На крышке имеются ручки для переноса аппарата.
2.3. Сборка и подключение полуавтомата Форсаж 200ПА.
Сварочный полуавтомат, как и любой другой агрегат, требует определённой подготовительной работы перед эксплуатацией. Для начала оборудуйте устройство колёсами и рукоятками, если этого предполагается конструкцией приобретённой вами модели.
Для подключения аппарата Форсаж 200ПА, мне необходимо выполнить следующие действия.
1)Открыл крышку люка на боковой стенке аппарата.
2)Затем достал разъем для смены полярности из бокового отсека аппарата.
3)Установил катушку со сварочной проволокой на держатель катушки.
4) Убедился , что канавка проволокоподающего ролика соответствует диаметру применяемой сварочной проволоки, при несоответствии установить необходимый ролик, предварительно отвернув крепежный колпачок.
5) Закруглил напильником свободный конец сварочной проволоки, приподнять прижимной ролик системы подачи проволоки, и вставить свободный конец сварочной проволоки в канавку проволокоподающего ролика и в канал адаптера «MIG/MAG».
6) Затем установил прижимной ролик в рабочее положение.
7) Подключил шланг подачи газа к штуцеру аппарата.
8) Подключил газовую горелку к разъему «MIG/MAG», для чего, удерживая разъем горелки в горизонтальном положении и совместил его контакты с гнездами разъема «MIG/MAG», вставил разъем горелки в разъем аппарата до конца и закрутил прижимное кольцо горелки до упора.
9) При сварке стальной проволокой подключил разъем для смены полярности к
выходному разъему «+» аппарата, при сварке самозащитной порошковой проволокой подключил разъем к выходному разъему «+» или «–», в зависимости от типа применяемой проволоки.
10) Подключил кабель зажима к свободному выходному разъему аппарата и свариваемому изделию.
11) Включил электропитание аппарата, для чего установить на задней панели выключатель «СЕТЬ» в положение «ВКЛ», при этом на цифровых индикаторах аппарата «V» и «А / m/min / s» в течение 2 с, не более, будет отображаться бегущая строка «РЯЗАНЬ-ГРПЗ-».
12) При включении аппарата автоматически загружается режим сварки «MIG/MAG», горит индикатор «MIG/MAG» на лицевой панели аппарата (или нажимая на лицевой панели аппарата кнопку « ЃЈ » изменения режима работы аппарата «MIG/MAG / MMA» добиться свечения индикатора «MIG/MAG»).
Примечание - При включении аппарата автоматически загружается нулевая программа, в которую были сохранены параметры и режимы последней загруженной программы (последние настроенные параметры и режимы) перед выключением аппарата.
13) Нажать и удерживать кнопку, совмещенную с регулятором аппарата «I /О->/t» для протяжки сварочной проволоки в сторону сварочной горелки.
14) Убедился в работе МР по вращению роликов системы подачи проволоки.
15) Отпустить кнопку, совмещенную с регулятором аппарата «I /O-> / t» при выходе сварочной проволоки из наконечника сварочной горелки на расстояние от 10 до 15 мм.
16) Проверил отсутствие посторонних предметов (грязи и песка) в шланге подачи защитного газа, при необходимости продуть его, на короткое время открыв вентиль газового редуктора.
17) Присоединил и закрепил шланг подачи защитного газа к штуцеру газового клапана.
18)Установил с помощью газового редуктора расход защитного газа.
19) Нажал на короткое время кнопку, совмещенную с регулятором «U /замочек », для продува шланга подачи защитного газа перед началом работы.
20) Выставил необходимые режимы управления работой аппарата в режиме «MIG/MAG»: последовательно нажимая кнопку « ЃЈ » режимов управления работой аппарата с кнопки на сварочной горелке «2Т / 4Т», установил двухтактный режим управления со сварочной горелки (при нажатии кнопки сварочной горелки аппарат включается, при ее отпускании – выключается), горит индикатор «2Т» или четырехтактный режима управления (при нажатии и отпускании кнопки сварочной горелки аппарат включается, для его выключения необходимо повторно нажать и отпустить кнопку сварочной горелки), горит индикатор «4Т».
21) Установил с помощью регулятора аппарата «I /стрел / t» скорость подачи сварочной проволоки в диапазоне от 1,0 до 12 м/мин, контролируя ее по цифровому индикатору «A / m/min / s», причем на цифровом индикаторе «A / m/min / s» будет отображается мигающее значение установленной мною скорости подачи сварочной проволоки.
22) Установил с помощью регулятора аппарата «U /замочек » напряжение в сварочной дуге в диапазоне от 14 до 28 В, контролируя его по цифровому индикатору «V», причем на цифровом индикаторе «V» будет отображается мигающее значение установленного выходного напряжения.
Примечание - После нажатия кнопки на сварочной горелке, но до начала процесса сварки мигание на цифровом индикаторе «A / m/min / s» прекратится, причем на цифровом индикаторе «A / m/min / s» будет отображается измеренное значение скорости подачи сварочной проволоки.
23) После начала процесса сварки мигание на цифровом индикаторе «V» также прекратится, причем на цифровом индикаторе «V» будет отображается измеренное значение выходного напряжения, а на цифровом индикаторе «A / m/min / s» - измеренное значение выходного тока.
24) Во время сварки допускается корректировать значения выходного напряжения и скорости подачи
проволоки (тока), регуляторами аппарата «U /зам » и «I / стрел/ t», сегменты индикаторов аппарата «V» и «A / m/min / s» при этом светятся непрерывно, отображая фактические измеренные значения.
25) Рекомендую сначала установить регулятором аппарата «I /стрел / t» необходимую скорость подачи проволоки, которая определяет ток сварки, а затем, плавно вращая регулятор «U /зам » в процессе сварки, выставить необходимое значение выходного напряжения аппарата, которое позволит обеспечить стабильную сварочную дугу, малое разбрызгивание металла, а также необходимое качество сварочного шва.
2.4. Наладка и подготовка к работе полуавтомата Форсаж 200ПА.
Для подготовки к работе полуавтомата Форсаж 200ПА, нужно произвести следующие действия.
Общее положение:
1) Произвести внешний осмотр аппарата.
2) Убедиться в отсутствии механических повреждений.
3) Подсоединить вилку сетевого шнура аппарата к стационарной электросети 220 В, 50 Гц (допускается питание от автономной передвижной электростанции мощностью не менее 11 кВт (16 кВ·А) со стабилизатором выходного напряжения).
4)Сеть должна допускать нагрузку не менее 50 А и иметь собственный провод заземления.
5)Сетевая розетка должна соответствовать вилке сетевого шнура аппарата.
6)Если сетевая розетка отличается, то можно воспользоваться розеткой ССИ-123 из комплекта поставки аппарата.
При включении аппарата необходимо учитывать следующее:
7) при отклонениях рабочего напряжения питающей сети за пределы допустимых значений от 140 до 250 В аппарат не включится, после того, как рабочее напряжение сети достигнет значения в пределах допустимого диапазона, аппарат автоматически возвращается в рабочее состояние, можно продолжить сварочные работы;
8) в случае, если напряжение питающей сети станет менее 120 В, аппарат отключается от сети (пропадает выходное напряжение и ток), на обоих цифровых индикаторах аппарата «V» и «А / m/min /s» будет высвечиваться одинаковое сообщение «LoU»;
9) в случае, если напряжение питающей сети станет более 275 В, аппарат отключается от сети(пропадает выходное напряжение и ток), на обоих цифровых индикаторах аппарата «V» и «А / m/min /s» будет высвечиваться одинаковое сообщение «HiU»;
10) после того, как напряжение питающей сети достигнет значения в пределах диапазона от 140 до 250 В, аппарат автоматически возвращается в рабочее состояние, цифровые индикаторы аппарата «V» и«А / m/min / s» будут показывать текущие значения рабочих параметров, можно продолжить сварочные
работы.
11) в случае, длительного хранения и длительных перерывов в работе (1 год и более) необходимо включать аппарат в режим холостого хода на время от 1 до 2 часов, после чего можно приступать к работе;
12) перед началом проведения сварочных работ при отрицательной температуре окружающей среды рекомендуется включить аппарат в режим холостого хода (без нагрузки) и провести в этом режиме трехминутный электропрогон;