Нормирование точности и контроль деталей сборочной единицы
 Скачать 1.95 Mb. Скачать 1.95 Mb.
|

 Нижегородский государственный технический университет Нижегородский государственный технический университетим. Р.Е. Алексеева Кафедра «Машиностроительные технологические комплексы» КУРСОВАЯ РАБОТА по дисциплине МЕТРОЛОГИЯ, СТАНДАРТИЗАЦИЯ И СЕРТИФИКАЦИЯ ТЕМА: «Нормирование точности и контроль деталей сборочной единицы»  Вариант 13-5 Вариант 13-5Выполнил студент ____________ __Костин Я.А.___ (подпись) (Фамилия И.О.) Сдана на проверку__________ ______С-20-АВ_______ (дата) (группа или шифр) Преподаватель _________________ __Куликова Е. А._ (подпись) (Фамилия И.О.) Работа зачтена_____________(дата) С оценкой_____________________   Нижний Новгород 2022 Нижний Новгород 2022 Содержание СодержаниеИсходные данные………………………………………………………………...3 1 Нормирование геометрической точности соединений………………………6 1.1 Соединение валов и отверстий……………………………………………..6 1.1.1 Назначение посадки методом подобия для соединения по D1………. 6 1.1.2 Назначение посадки методом подобия для соединения по D2………10 1.1.3 Назначение посадки методом подобия для соединения по D3………14 1.2 Допуски и посадки подшипников качения на вал и в корпус…………..20 2 Нормирование точности типовых соединений сложного профиля………...28 2.1 Нормирование точности метрической резьбы…………………………..28 2.2 Нормирование точности шпоночных соединений……………………...32 2.3 Нормирование точности шлицевых соединений………………………...37 2.4 Нормирование точности цилиндрических зубчатых передач…………..42 3 Выбор универсальных средств измерения…………………………………...47 Список литературы………………………………………………………………51 Нормативная документация…………………………………………………….52  Исходные данные Исходные данныеЧасть механизма подач металлорежущего станка На чертеже показана часть механизма подач металлорежущего станка. Передача движения с нижнего вала 13 на верхний вал 5 осуществляется с помощью сменных зубчатых колес 1 и 20, сидящих на шлицевых концах этих валов. Шлицы в отверстиях зубчатых колес 1 и 20 закаливаются. Продольное перемещение зубчатых колес ограничено пробками 22. Зубчатые колеса кинематической передачи выполнены из стали и венец закалён. Прямозубая передача может нагреваться до температуры +60°С. Станина (корпус) 17 выполнена из чугуна и может нагреваться не более, чем до +40°С. На верхнем валу смонтирована предохранительная шариковая муфта 3, отключающая червяк б при перегрузках механизма. В этом случае при вращающемся верхнем вале червяк будет оставаться неподвижным. Регулировка усилия на пружинах муфты осуществляется гайкой 2 с мелким шагом, стопорение гайки производится винтом 21 с крупным шагом. В стальной червяк по D3 запрессована бронзовая тонкостенная втулка 4 с натягом, допустимые значения которого предусмотрены заданием. Втулка 4 должна иметь с шейкой вала по D2 гарантированный зазор порядка нескольких сотых миллиметра, при этом значительно не должна нарушаться соосность червяка и вала. Зубчатое колесо 15 должно быть хорошо сцентрировано по D1 относительно вала 13. Передача крутящего момента обеспечивается через призматическую шпонку. Подшипники 12 и 16 и 23 установлены в цельный литой чугунный корпус 17 и имеют перегрузки до 150 %, толчки и вибрации умеренные, режим работы нормальный. Резьбовое соединение гайки 9 (с мелким шагом и короткой длины свинчивания) с валом 5 служит для регулировки зазора упорного подшипника 8, установленного в промежуточный корпус (стакан) 11, который крепится к станине болтами 7 с нормальной длиной свинчивания. В стакан 11 установлен радиальный подшипник 10, который может испытывать перегрузки до 300%. Во всех резьбовых соединениях указаны результаты измерения для наружной резьбы. Тепловой зазор  между крышкой 19 и подшипником 16 обеспечивается расчётом размерной цепи, состоящей из следующих звеньев: между крышкой 19 и подшипником 16 обеспечивается расчётом размерной цепи, состоящей из следующих звеньев:А1 и А5 – ширина колец подшипников 16 и 12; А2 – длина ступени вала 13; А3 – высота ступицы зубчатого колеса 15; А4 – длина распорной втулки 14; А6 – размер корпуса 17; А7 – толщина прокладки 18; А8 – высота буртика крышки 19;  Рис. 1. Часть механизма подач металлорежущего станка   Исходные данные к рисунку Исходные данные к рисунку
1 Нормирование точности гладких соединений Соединение валов и отверстий Назначение посадки методом подобия для соединения по  Таблица 2  Карта исходных данных по Карта исходных данных по
Задание: Назначить методом подобия посадки для заданных соединений по , учитывая требования, предъявляемые к ним. Рассчитать предельные характеристики и диапазон посадки, построить схемы расположения интервалов допусков посадки по , записать посадки смешанным способом.Назначить шероховатость, допуски формы вала и отверстия для посадок по D1 методом подобия. Для соединения вычертить: эскизы деталей и соединений (сборки). На эскизах предельные отклонения размеров деталей и посадки указать в смешанном обозначении согласно ГОСТ 2.307. Решение: Задано неподвижное соединение с дополнительным креплением призматической шпонкой, в котором требуется обеспечить точное центрирование. Этим условиям соответствует переходная посадка. Так как по данному диаметру вал соединяется с одним отверстием, а внутренние поверхности более сложны для обработки, выбираем предпочтительную систему отверстия CH. Методом подобия назначаем вид посадки  . Вероятность получения зазоров и натягов одинакова. Обеспечивается хорошее центрирование, при это требуется дополнительное крепление. Применяется в передачах со средними скоростями. . Вероятность получения зазоров и натягов одинакова. Обеспечивается хорошее центрирование, при это требуется дополнительное крепление. Применяется в передачах со средними скоростями. Анализируя конструкцию и условия работы соединения, назначаем посадку Анализируя конструкцию и условия работы соединения, назначаем посадку  . Эта посадка применяется при установке зубчатых колёс на валах редукторов, в станках и других машинах (передача крутящего момента обеспечивается шпонкой). . Эта посадка применяется при установке зубчатых колёс на валах редукторов, в станках и других машинах (передача крутящего момента обеспечивается шпонкой).Определим предельные отклонения сопрягаемых деталей. Для отверстия: =50H7 по ГОСТ 25346 [1, табл. 1.1]:TD=0,025 мм; Основное отклонение EI=0; ES=0+TD=0+0,030=0,030 мм =50H7 . .Для вала:  =50k6 по ГОСТ 25346 [1, табл. 1.1]: =50k6 по ГОСТ 25346 [1, табл. 1.1]:Td=0,016 мм; Основное отклонение ei=+0,002 мм; es=ei+Td=+0,002+0,016=+0,018 мм =50k6 . .Назначена посадка  Рассчитаем предельные характеристики и допуск посадки Предельные размеры отверстия:   Предельные размеры вала:   Максимальный натяг:  Максимальный зазор:  Средневероятный зазор:  Допуск посадки:  или   Схема расположения интервалов допусков посадки  Назначим шероховатость, допуски формы вала и отверстия методом подобия. Назначим шероховатость, допуски формы вала и отверстия методом подобия.Выбираем уровень относительной геометрической точности А, так как вал 13 станка работает в нормальных условиях. Шероховатость поверхности для уровня А и 7-го квалитета по таблице В.2 может быть в следующих пределах:  = 1,6 – 3,2, а для 6-го квалитета = 0,4 – 1,6. = 1,6 – 3,2, а для 6-го квалитета = 0,4 – 1,6.По таблице В.3 уточняем по  строчка 60/30 строчка 60/30(уровень А) – = 1,6; для вала  k6 – = 0,8. k6 – = 0,8.Степень точности для допуска формы по экономической точности таблицы В.2 для уровня А и 7-го квалитета – 6-я степень точности, а для 6-го квалитета — 5-я степень точности. Числовые значения допусков формы по таблице В.6 соответственно будут:  = 8 мкм для отверстия = 8 мкм для отверстия  ; = 5 мкм для вала k6 . ; = 5 мкм для вала k6 .   Соединение зубчатого колеса и вала: а – вал; б – отверстие; в – сборочный узел. 1.1.2 Назначение посадки методом подобия для соединения по  Таблица 3  Карта исходных данных по Карта исходных данных по
Задание: Назначить методом подобия посадки для заданных соединений по , учитывая требования, предъявляемые к ним. Рассчитать предельные характеристики и диапазон посадки, построить схемы расположения интервалов допусков посадки по , записать посадки смешанным способом.Назначить шероховатость, допуски формы вала и отверстия для посадок по методом подобия.Для соединения вычертить: эскизы деталей и соединений (сборки). На эскизах предельные отклонения размеров деталей и посадки указать в смешанном обозначении согласно ГОСТ 2.307. Решение: Задано подвижное соединение, в котором требуется обеспечить гарантированный зазор. Этим условиям соответствует посадка с зазором. Так как по данному диаметру вал соединяется с одним отверстием, а внутренние поверхности более сложны для обработки, выбираем предпочтительную систему отверстия CH. Методом подобия назначаем вид посадки  . Этот вид посадки обеспечивает . Этот вид посадки обеспечивает умеренный гарантированный зазор, обеспечивающий свободное перемещение вдоль оси и вращение. Анализируя конструкцию и условия работы соединения, назначаем посадку  . Эта посадка применяется в подшипниках скольжения станков . Эта посадка применяется в подшипниках скольжения станков нормальной точности, в коробках перемены передач, в точных соединениях при умеренных скоростях.  Определим предельные отклонения сопрягаемых деталей. Для отверстия: =45H7 по ГОСТ 25346 [1, табл. 1.1]:TD=0,025 мм; Основное отклонение EI=0; ES=0+TD=0+0,025=0,025 мм =45H7 .Для вала:  =45g6 по ГОСТ 25346 [1, табл. 1.1]: =45g6 по ГОСТ 25346 [1, табл. 1.1]:Td=0,016 мм; Основное отклонение es=-0,009 мм; ei=es-Td=-0,009-0,016=-0,025 мм =45g6 . .Назначена посадка  Рассчитаем предельные характеристики и допуск посадки Предельные размеры отверстия:   Предельные размеры вала:   Максимальный зазор:  Минимальный зазор:  Средневероятный зазор:  Допуск посадки:  или   Схема расположения интервалов допусков посадки  Назначим шероховатость, допуски формы вала и отверстия методом подобия. Назначим шероховатость, допуски формы вала и отверстия методом подобия.Выбираем уровень относительной геометрической точности А, так как вал 5 станка работает в нормальных условиях. Шероховатость поверхности для уровня А и 7-го квалитета по таблице В.2 может быть в следующих пределах: = 1,6 – 3,2.По таблице В.3 уточняем по  строчка 60/30 строчка 60/30(уровень А) – = 1,6; для вала  g6 – = 0,8. g6 – = 0,8.Степень точности для допуска формы по экономической точности таблицы В.2 для уровня А и 7-го квалитета – 6; для 6-го квалитета - 5 Числовые значения допусков формы по таблице В.6 соответственно будут: = 8 мкм для ; = 5 мкм для вала g6 .    1.1.3 Назначение посадки методом подобия для соединения по Таблица 4  Карта исходных данных по Карта исходных данных по 
Задание: Подобрать для соединения по по заданным предельным характеристиками стандартную посадку расчетным методом. Построить схему расположения интервалов допусков посадки по , записать посадку смешанным способом.Назначить шероховатость, допуски формы вала и отверстия для посадки по расчетным методом.Для соединения вычертить: эскизы деталей и соединений (сборки). На эскизах предельные отклонения размеров деталей и посадки указать в смешанном обозначении согласно ГОСТ 2.307. Решение: Втулка по данному диаметру соединяется с одним отверстием, при этом внутренние поверхности более сложны для обработки, поэтому выбираем предпочтительную систему отверстия CH. Определим относительную точность посадки. Рассчитаем допуск посадки:  По номинальному размеру Ø60 найдём единицу допуска [1, таблица 1.1]: i = 1,9 мкм. Рассчитаем число единиц допуска посадки:   Исходя из того, что Исходя из того, что  и в соответствии с принципом основной посадки о равенстве точности отверстия и вала (номера квалитетов отверстия и вала одинаковые или отличаются на единицу), принимаем и в соответствии с принципом основной посадки о равенстве точности отверстия и вала (номера квалитетов отверстия и вала одинаковые или отличаются на единицу), принимаем  и и . .  Это соответствует 7 квалитету для отверстия и 7 – для вала. Определим отклонения вала и отверстия. Так как посадка назначена в системе отверстия, то на отверстие назначаем интервал допуска основного отверстия H7 с EI = 0. Второе отклонение:  . .Для =60H7 по ГОСТ 25346 [1, табл. 1.1] IT = 0,030 мм  Получили: =60H7 . .Определим основное отклонение вала. Так как назначена посадка в системе вала, основным отклонением поля допуска вала будет нижнее предельное отклонение:  По ГОСТ 25346-2013 подбираем стандартное поле допуска вала. Ближайшим будет поле допуска вала  с основным отклонением с основным отклонением  Второе отклонение:  . .Для =68 по ГОСТ 25346 [1, табл. 1.1] IT = 0,030 мм по ГОСТ 25346 [1, табл. 1.1] IT = 0,030 мм  Получили:  =60s6 =60s6 . .Назначена посадка  Рассчитаем предельные характеристики и допуск посадки  Предельные размеры отверстия:    Предельные размеры вала:   Максимальный натяг:  Минимальный натяг:  Средневероятный натяг:  Допуск посадки:  или  Проверка правильности расчёта и подбора посадки. Определим погрешность  подбора посадки по допуску: подбора посадки по допуску:  Сравнение стандартных значений предельных натягов с заданными:   Следовательно, посадка назначена верно.  Схема расположения интервалов допусков посадки Схема расположения интервалов допусков посадки  Назначим шероховатость, допуски формы вала и отверстия расчётным методом. Назначим шероховатость, допуски формы вала и отверстия расчётным методом.Выбираем уровень относительной геометрической точности А, так как соединение втулки и червяка станка работает в нормальных условиях. Коэффициент шероховатости  [1, табл. 2.2]. [1, табл. 2.2].Рассчитаем .Для =60H7  Для =60s6  Округлим расчётные значения до стандартных [1, табл. В1]: Для  ; ;Для  . .Рассчитаем допуск формы посадочных поверхностей. Для цилиндрических поверхностей может быть задан допуск цилиндричности или допуски круглости и профиля продольного сечения. Выбираем допуск цилиндричности, контроль на координатно-измерительной машине. Коэффициент формы  [1, табл. 2.2]. [1, табл. 2.2].Коэффициент жёсткости  . . Рассчитаем допуск формы. Рассчитаем допуск формы.Для  ; ;Для  . .Округлим до стандартных значений [1, табл. В6]: мкм (соответствует 6 степени точности для мкм (соответствует 6 степени точности для  60H7 ); 60H7 ); мкм (соответствует 5 степени точности для 60s6 ). мкм (соответствует 5 степени точности для 60s6 ).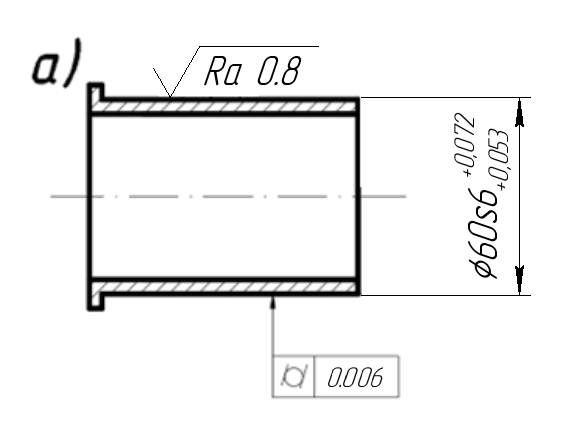    Соединение зубчатого колеса и вала: Соединение зубчатого колеса и вала:а – вал; б – отверстие; в – сборочный узел. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



 пр
пр










